Download presentation
Presentation is loading. Please wait.

1
고장형태와 영향분석(DFMEA) 한국 자동차산업 교육원
 한국 자동차산업 교육원")
2
목 차 1장. FMEA 개요 2장. DFMEA(설계고장형태 영향분석 ) 3장. 작성사례 (양식/실습)
 3장. 작성사례 (양식/실습)")
3
제 1장. FMEA 개요 1-1. FMEA의 정의 1) 제품/공정의 잠재적 고장과 그 고장의 영향을 인식하고 평가
2) 잠재적 고장 발생의 기회를 제거하거나 줄일 수 있는 조치를 파악 3) 전과정을 문서화 이는 고객 만족을 위해 설계 또는 공정이 무엇을 해야 하는가를 정의하는 과정을 보완하는 것이다 - 모든 FMEA는 제품이든 공정이든 설계에 주안점을 둔다
 잠재적 고장 발생의 기회를 제거하거나 줄일 수 있는 조치를 파악. 3) 전과정을 문서화. 이는 고객 만족을 위해 설계 또는 공정이 무엇을 해야 하는가를 정의하는. 과정을 보완하는 것이다. - 모든 FMEA는 제품이든 공정이든 설계에 주안점을 둔다.")
4
◆ FMEA + (P) ----> (P)FMEA Potential : 잠재적 (발생할 가능성이 있는)
Failure : 고장 (불량) Mode : 형태 & : (와) Effects : 영향 Analysis : 분석 “발생할 가능성이 있는” “발생한” FMEA : Potential Failure Mode & Effects Analysis (잠재적 고장형태와 영향분석) 제품 및 공정에서 ①발생할 수 있는 잠재적 고장형태와 그 영향을 인식하여(심각도) ②원인/발생과정을 파악하고(발생빈도) ③검출/관리방법을 평가하여(검출도) 각각 점수화(1~10)한 후 이들의 곱을 위험우선수(RPN, 1 ~ 1000)로 정하며, 높은 위험우선수의 고장유형에 대하여 적절한 대책(시정조치)을 세움으로써, 고장의 위험을 사전에 예방한다는 것을 보장하는 수단임. ==> 설계 품질 보증서
 Mode : 형태. & : (와) Effects : 영향. Analysis : 분석. 발생할 가능성이 있는 발생한 FMEA : Potential Failure Mode & Effects Analysis (잠재적 고장형태와 영향분석) 제품 및 공정에서 ①발생할 수 있는 잠재적 고장형태와 그 영향을 인식하여(심각도) ②원인/발생과정을 파악하고(발생빈도) ③검출/관리방법을 평가하여(검출도) 각각 점수화(1~10)한 후 이들의 곱을 위험우선수(RPN, 1 ~ 1000)로 정하며, 높은 위험우선수의 고장유형에 대하여 적절한 대책(시정조치)을 세움으로써, 고장의 위험을 사전에 예방한다는 것을 보장하는 수단임. ==> 설계 품질 보증서.")
5
선택과 위험 발생확률 × 중요도(심각도) × 예방가능성(사전 검출율) = RPN(Risk Priority Number) 발생확률 높은 위험! 중요도(심각도) 예방가능성
 × 예방가능성(사전 검출율) = RPN(Risk Priority Number) 발생확률 높은 위험! 중요도(심각도) 예방가능성")
6
1-2. FMEA의 실행 1) FMEA는 사후실행이 아니라 사전조치를 의미한다. 2) FMEA 작성의 기본적인 경우
경우1 : 새로운 설계, 새로운 기술, 새로운 공정 (범위는 전체) 경우2 : 기존의 설계 또는 공정의 변경 (범위는 변경으로 생길 수 있는 상호작용 및 시장에서의 이력) 경우3 : 새로운 환경, 장소 (범위는 새로운 장소, 환경에 의한 영향)
 경우2 : 기존의 설계 또는 공정의 변경. (범위는 변경으로 생길 수 있는 상호작용 및 시장에서의 이력) 경우3 : 새로운 환경, 장소. (범위는 새로운 장소, 환경에 의한 영향)")
7
FMEA의 개념 그 영향은 무엇인가 얼마나 나쁜가 기능,특징 또는 요구사항은 무엇인가 무엇을 해야 하는가 -설계변경 -공정변경
-특별관리 -표준, 절차 지침의 변경 언제/누가 조치할 것인가 조치한 내용은 무엇이고 조치결과는 어떤가 그 원인은 무엇인가 얼마나 자주 일어나는가 무엇이 잘못 될 수 있는가 -기능상실 -저하된 기능 -간헐적 기능 -의도되지 않은 기능 그것을 어떻게 예방 및 검출 할 수 있는가 검출은 얼마나 신뢰할 수 있는가

8
1-3. FMEA의 종류 제품 설계 공정 설계 양 산 ◆ QS-9000/ISO-9000의 분류 ① 설계 FMEA (DFMEA)
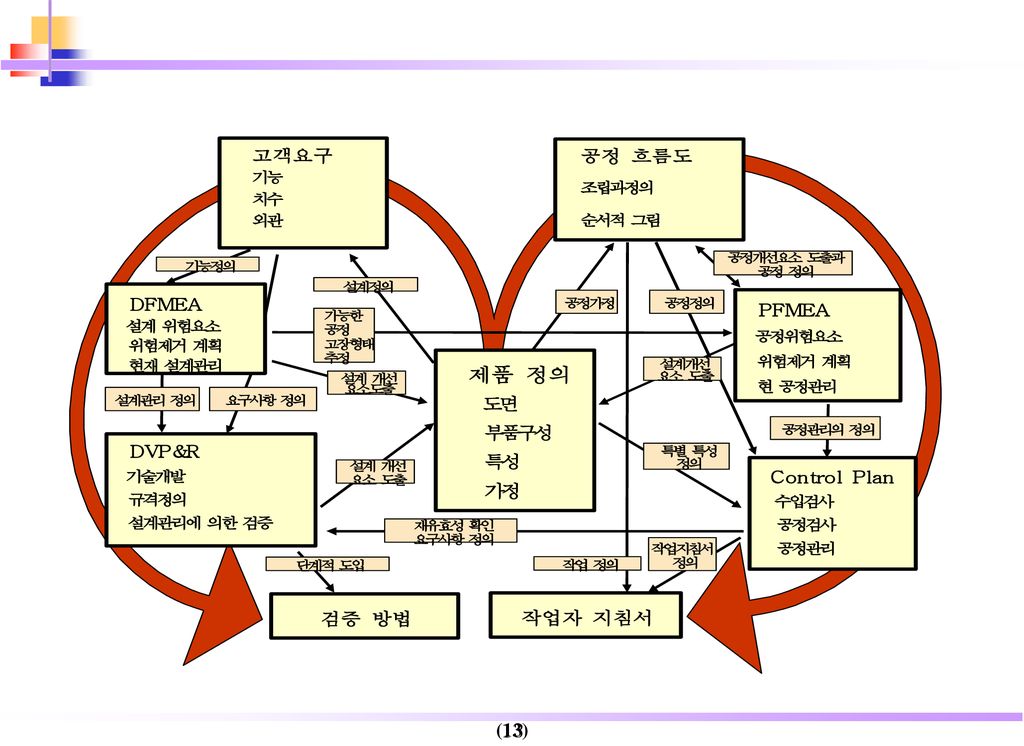
② 공정 FMEA (PFMEA) FMEA의 종류와 단계별 실시 제품 설계 공정 설계 양 산 설계 FMEA Control Plan 공정 FMEA (H/W + 기능) (관리계획서) 설계대로 만들면 되는지? 설계대로 만들 수 있는 공정인지? 설계대로 만들어 졌는지?
 FMEA의 종류와 단계별 실시. 제품 설계. 공정 설계. 양 산. 설계 FMEA. Control Plan. 공정 FMEA. (H/W + 기능) (관리계획서) 설계대로 만들면 되는지 설계대로 만들 수 있는 공정인지 설계대로 만들어 졌는지")
9
1-4. FMEA의 목적/필요성 목 적 설계단계에서부터 생산단계에 이르기까지 제품이 의도한 대로 기능을 발휘할 것 인가를 평가하고, 만족하지 못할 때는 개선활동을 통해 고장을 사전에 예방하고자 하는 신뢰성 활동 필 요 성 ● 사외 : ◆ 고객만족(CS) 실현 --- 고객에게 제품의 신뢰성 보장 ◆ 고객 및 모기업의 제품/공정의 품질보증 일환 (QS-9000, ISO-9000 ) ◆ 발생 가능한 고장유형의 RISK 대비 (PL 소송 등) ● 사내 : ◆ 고장 정보의 DATA BASE --- 기술의 축적 ↔ 회사의 실력 ◆ 최적 제품/공정 설계를 위한 고장유형 평가방법 ◆ 철저한 설계관리 및 공정관리 방안을 도출하기위한 기본자료
 실현 --- 고객에게 제품의 신뢰성 보장. ◆ 고객 및 모기업의 제품/공정의 품질보증 일환 (QS-9000, ISO-9000 ) ◆ 발생 가능한 고장유형의 RISK 대비 (PL 소송 등) ● 사내 : ◆ 고장 정보의 DATA BASE --- 기술의 축적 ↔ 회사의 실력. ◆ 최적 제품/공정 설계를 위한 고장유형 평가방법. ◆ 철저한 설계관리 및 공정관리 방안을 도출하기위한 기본자료.")
10
그래도 고장 (故障 : Failure)은 생긴다.
어떤 문제가 어떻게 검증을 과학이란 ? 가설 실험 실험결과 가설의 채택

11
PDCA Cycle은 Engineering의 기본
설계 구상 Plan Act to adjust 설계 변경 FMEA Do 설계 Check 설계 검증 1차 설계 검증: 설계 과정 점검, 대체 계산, Benchmarking 2차 설계 검증: Computer Simulation 3차 설계 검증: Lab Test, Vehicle Test 4차 설계검증?

12
DR QFD FMEA DVP ROBUST DESIGN
설계품질 확보 체계도 DR CHECK LIST 항목 검증 결과 QFD FMEA 시험결과 DVP CHECK LIST 항목 시험항목 CHECK LIST 항목 개선대상 항목 ROBUST DESIGN 시험항목

14
FMEA는 자동차 업계의 기본 1960년대 미국 항공 우주 산업에서 복잡한 System의 신뢰성 확보를 위하여 시작
1970년대 자동차 산업으로 확산 1980년대 말 미국의 Big 3는 납품 업체에게 FMEA제출을 강제 사항으로 부과 (동일 Format 사용) 1994년 미국의 Big 3는 ISO 9000을 강화한 QS 9000 제정 ( FMEA는 QS 9000의 필수 항목 ) 1997년 GM과 Chrysler는 납품업체에게 QS 9000 인증 획득을 강제화
 1994년 미국의 Big 3는 ISO 9000을 강화한 QS 9000 제정. ( FMEA는 QS 9000의 필수 항목 ) 1997년 GM과 Chrysler는 납품업체에게 QS 9000 인증 획득을 강제화.")
15
1-5. FMEA의 작성 * FMEA 작성 대상 제품 설계 담당자 또는 공정 설계 담당자 : 작성 을 책임짐
제품 설계 담당자 또는 공정 설계 담당자 : 작성 을 책임짐 팀에 의한 작성 : 설계, 시험, 시작, 생산, 품질, 정비, 구매, 업체 전문가 참석 납품 업체 책임 부품(Black/Gray Box)에 대해서는 업체가 작성 : 설계/공정FMEA 제조업체 책임 부품(White Box)에 대해서도 업체가 작성 : 공정FMEA * FMEA 작성 대상 신규 부품 / 시스템 (법규 / 안전 부품 / 시스템) 기존 부품 / 시스템의 적용 환경 변화
에 대해서는 업체가 작성 : 설계/공정FMEA. 제조업체 책임 부품(White Box)에 대해서도 업체가 작성 : 공정FMEA. * FMEA 작성 대상. 신규 부품 / 시스템 (법규 / 안전 부품 / 시스템) 기존 부품 / 시스템의 적용 환경 변화.")
16
TEAM APPROACH ● 책임있는 엔지니어로 모든 관련부문의 직접적이고 실질적인 대표자가
● 책임있는 엔지니어로 모든 관련부문의 직접적이고 실질적인 대표자가 포함되어야 한다 (설계, 제조, 자재, 품질, 영업, 서비스, 구매 등) ● FMEA는 관련기능 부문들 사이에서 상호 아이디어를 촉진 시키는 촉매역할을 할 수 있는 팀활동임. ● ” The FMEA is a Living Document” - 설계 개념 (Design concept)의 마무리 시점이나 그 이전에 시작하고, - 변경사항이 발생하거나 제품개발단계를 통하여 추가 정보가 얻어질 때 지속적으로 갱신되고, - 양산이후의 조치사항을 포함하여 항상 최근의 조치도 반영해야 한다.
 ● FMEA는 관련기능 부문들 사이에서 상호 아이디어를 촉진 시키는 촉매역할을. 할 수 있는 팀활동임. ● The FMEA is a Living Document - 설계 개념 (Design concept)의 마무리 시점이나 그 이전에 시작하고, - 변경사항이 발생하거나 제품개발단계를 통하여 추가 정보가 얻어질 때. 지속적으로 갱신되고, - 양산이후의 조치사항을 포함하여 항상 최근의 조치도 반영해야 한다.")
17
제 2장. DFMEA (설계 FMEA) 2-1. DFMEA 란
 2-1. DFMEA 란")
18
2-2. DFMEA 의 도입 설계 FMEA는 잠재적 고장형태와 이에 관련된 원인 및 발생과정 (매커니즘)이
다루어진다는 것을 보장하는 수단임. 설계책임이 있는 엔지니어 또는 팀에 의해 사용되어지는 분석적 기법 연관된 모든 시스템, 서브 시스템, 구성품, 완제품까지 평가 되어야 함 FMEA는 가장 가혹한 상태에서 설계될 때의 팀의 생각을 종합한 것임 1) 고장의 위험으로부터 다음의 내용을 설계시 지원 설계요구사항 및 설계대안의 객관적인 평가 설계개선, 개발, 타당성확인 시험/분석을 위한 정보의 제공 (우선순위체계) 문제해결과정을 추적하기 위한 서식을 제공 (문서화) 향상된 설계를 개발하는데 미래의 참고자료로 제공 (설계 BANK)
 고장의 위험으로부터 다음의 내용을 설계시 지원. 설계요구사항 및 설계대안의 객관적인 평가. 설계개선, 개발, 타당성확인 시험/분석을 위한 정보의 제공 (우선순위체계) 문제해결과정을 추적하기 위한 서식을 제공 (문서화) 향상된 설계를 개발하는데 미래의 참고자료로 제공 (설계 BANK)")
19
2) 고객 정의 최종 사용자 , 정부규제사항 차량이나 상위 조립품의 설계 엔지니어 / 팀 제조, 조립, 서비스의 제조 엔지니어 / 팀 3) 팀 노력 책임있는 엔지니어로 모든 관련부문의 직접적이고, 실질적인 대표자가 참여 할 것 제품설계, 분석/시험, 신뢰성, 공정설계, 생산, 자재, 품질, 서비스, 공급자 등 4) LIVING DOCUMENT 설계개념의 마무리 시점이나 그 이전에 시작 변경사항 발생, 추가정보가 있을 때 지속적으로 갱신 제품도면이 금형이나 치공구 준비를 위해, 배포되기 전에 완료될 것 5) 제조/조립의 요구 반영 공정은 제조/조립의 요구가 반영된 설계의도 대로 제조/조립될 것으로 가정
 LIVING DOCUMENT. 설계개념의 마무리 시점이나 그 이전에 시작. 변경사항 발생, 추가정보가 있을 때 지속적으로 갱신. 제품도면이 금형이나 치공구 준비를 위해, 배포되기 전에 완료될 것. 5) 제조/조립의 요구 반영. 공정은 제조/조립의 요구가 반영된 설계의도 대로 제조/조립될 것으로 가정.")
20
6) 제조/조립 공정의 검토사항 DFMEA는 설계취약성 극복을 공정관리에 의존하지 않지만, 다음과 같은 제조/조립공정의 기술적, 물리적한계는 고려해야 한다. 필요한 금형의 초안 표면처리의 한계 공구사용을 위한 작업공간 및 통로의 확보 철판의 한계강도 공차 / 공정능력 / 성능 또한, DFMEA는 서비스측면에서도 기술적, 물리적한계를 고려하여야 한다 공구 접근성 진단능력 자재 분류기호 (재 활용을 위해 )
")
21
2-3. 설계 FMEA의 사전 준비단계 1) 설계의도 파악
- 설계과정에서 무엇이 수행되기를 기대하고, 무엇이 수행되지 않기를 기대하는 목록 (FMEA를 실시하려 하는 대상 제품의 임무를 확인) ● 설계요구 또는 설계사양서의 파악 ● 품질기능 전개(Quality Function Deployment) - 고객 요구사항을 제품 품질 특성과 연계한다 ● 차량요구사항과 관련된 문서의 파악 ●과거 품질분제 파악 ● 제조/ 조립공정의 요구사항 파악 2) 분석수준 (LEVEL) 결정 - 시스템/하위시스템/구성품의 구성 분석 (Family Tree Sheet)을 수행하여 분석수준 (LEVEL) 설정 - 시스템/하위시스템/구성품의 경계와 분석수준은 수평팀 (CFT) 에서 결정
 ● 설계요구 또는 설계사양서의 파악. ● 품질기능 전개(Quality Function Deployment) - 고객 요구사항을 제품 품질 특성과 연계한다. ● 차량요구사항과 관련된 문서의 파악. ●과거 품질분제 파악. ● 제조/ 조립공정의 요구사항 파악. 2) 분석수준 (LEVEL) 결정. - 시스템/하위시스템/구성품의 구성 분석 (Family Tree Sheet)을 수행하여. 분석수준 (LEVEL) 설정. - 시스템/하위시스템/구성품의 경계와 분석수준은 수평팀 (CFT) 에서 결정.")
22
◆ FMEA 분석 내용 - 각 ITEM간의 연계성과 상호작용 - 각 ITEM의 기능과 고장형태 1) 시스템 FMEA
- 샤시 시스템, 구동 시스템, 내장 시스템등 - 주안점은 다른 시스템과의 연계성(Interface) 및 상호작용(Interaction)이다 2) 하위시스템 FMEA - 시스템의 하부 집합체로 프론트 서스펜션 서브시스템(샤시시스템의 하부 집합)등 - 주안점은 각 하위시스템간의 연계성 및 상호작용이다 3) 구성품 FMEA - 하위 시스템을 구성하고 있는 하부 구성품에 주안점을 둔다
 및 상호작용(Interaction)이다. 2) 하위시스템 FMEA. - 시스템의 하부 집합체로 프론트 서스펜션 서브시스템(샤시시스템의 하부 집합)등. - 주안점은 각 하위시스템간의 연계성 및 상호작용이다. 3) 구성품 FMEA. - 하위 시스템을 구성하고 있는 하부 구성품에 주안점을 둔다.")
23
시스템 수준 서브시스템 수준 구성품 수준 자전거 프레임 상단프레임 설계목표: 1)보전수리 없이 최소한 3000시간
주행 및 설계(제품)수명 1000시간 2)99.5%의 성인 남자에게 안락함을 줄 것 3)… 등, … 기능 : -사용 용이 잠재적 고장형태 : -조정(조향)하기 어렵다. -폐달 밟기 어렵다. 믿을 수 있는 수송 제공 -잦은 체인파손 -잦은 타이어 보전수리 요구 기능: 안락한 수송 제공 -안장위치가 안락하지 못함 핸들 손잡이 어셈블리 앞바퀴 어셈블리 뒷바퀴 어셈블리 스프로켓(톱니바퀴) 어셈블리 안장 어셈블리 체인 어셈블리 기능 : -안장지지를 위한 안정된 부속물 제공 잠재적 고장형태 : -안장지지에 대한 구조적 고장 -안장지지에 대한 지나친 휨 -만족스러운 외관 제공 -웃칠(광택) 저하 -도장칩 하단 앞 튜브(Lower Front Tube) 하단 뒤 튜브(Lower Rear Tube) 스프로켓 튜브(Sprocket Tube) 기능 : -구조적 지지 제공 잠재적 고장형태 : -구조적 고장 -지나친 휨 -올바르게 완성된 프레임의 기하하적 치수관리를 제공 -프레임 장착위치의 길이가 너무 길다. -츠레임 장착위치의 길이가 너무 짧다. 프레임 어셈블리의 생산방법을 지원(용접) 자전거 프레임 상단프레임
수명 1000시간. 2)99.5%의 성인 남자에게 안락함을 줄 것. 3)… 등, … 기능 : -사용 용이. 잠재적 고장형태 : -조정(조향)하기 어렵다. -폐달 밟기 어렵다. 믿을 수 있는 수송 제공. -잦은 체인파손. -잦은 타이어 보전수리 요구. 기능: 안락한 수송 제공. -안장위치가 안락하지 못함. 핸들 손잡이 어셈블리. 앞바퀴 어셈블리. 뒷바퀴 어셈블리. 스프로켓(톱니바퀴) 어셈블리. 안장 어셈블리. 체인 어셈블리. 기능 : -안장지지를 위한 안정된 부속물 제공. 잠재적 고장형태 : -안장지지에 대한 구조적 고장. -안장지지에 대한 지나친 휨. -만족스러운 외관 제공. -웃칠(광택) 저하. -도장칩. 하단 앞 튜브(Lower Front Tube) 하단 뒤 튜브(Lower Rear Tube) 스프로켓 튜브(Sprocket Tube) 기능 : -구조적 지지 제공. 잠재적 고장형태 : -구조적 고장. -지나친 휨. -올바르게 완성된 프레임의 기하하적. 치수관리를 제공. -프레임 장착위치의 길이가 너무 길다. -츠레임 장착위치의 길이가 너무 짧다. 프레임 어셈블리의 생산방법을 지원(용접) 자전거. 프레임. 상단프레임.")
24
품목(ITEM)의 종류 1. 시스템: 요구되는 임무를 달성할 수 있는 모든 기능 을 가진 복잡한 제품
1. 시스템: 요구되는 임무를 달성할 수 있는 모든 기능 을 가진 복잡한 제품 2. 서브 시스템: 시스템의 임무를 분담해서 달성할 수 있는 기능을 가진 시스템의 일부 3. 구성품: 시스템, 서브 시스템을 구성하는 단체 또는 결합체 기능품: 단독으로 범용성있는 독자적 기능을 가진 것 조립품: 2개 이상의 부품이 접속된 것으로 서브 시스템의 기능을 보완하는 특정의 기능을 가진 것 부 품: 파괴 하는 것 외에 더 이상 분해 할 수 없는 것으로 설계상 한정된 기능을 가진 것

25
3) 블록 다이어그램(Block Diagram) 분석
- 설계 FMEA는 분석되어야 할 시스템, 서브 시스템 및 구성품에 대한 블록 다이어그램 분석에서 부터 시작된다. - 다이어그램의 사본은 FMEA와 함께 보관되어야 할 것이다. ● 기능별 블록 다이어그램 - 시스템/하위시스템/구성품의 기능 이해 (Input / Function / Output) ● 신뢰성 블록 다이어그램 - 제품 기능의 신뢰성에 대한부품의 구성과 영향도 이해 4) PART LIST (BOM, EPL) 작성 - 모든 구성 부품을 파악하여 DFMEA 작성시 반영 (주요제품특성 포함) 5) 고장유형의 파악 - 부품별 고장유형에 대한 매트릭스 작성 6) Fault Tree Analysis 실시 - 고장유형에 대한 고장원인 관계도 작성
 ● 신뢰성 블록 다이어그램. - 제품 기능의 신뢰성에 대한부품의 구성과 영향도 이해. 4) PART LIST (BOM, EPL) 작성. - 모든 구성 부품을 파악하여 DFMEA 작성시 반영 (주요제품특성 포함) 5) 고장유형의 파악. - 부품별 고장유형에 대한 매트릭스 작성. 6) Fault Tree Analysis 실시. - 고장유형에 대한 고장원인 관계도 작성.")
26
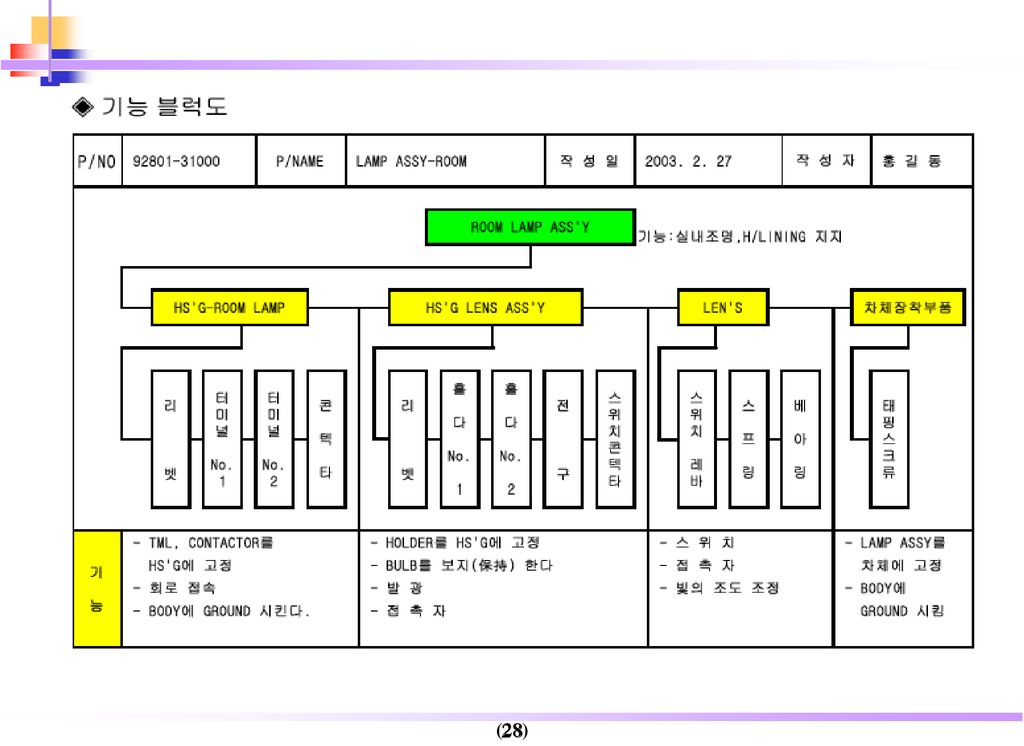
기능별 블록다이어그램 시스템명 : FLASHLIGHT 적용차량년도: 1994 신제품
적용차량년도: 신제품 FMEA I.D 번호: X X X 110D001 작업환경 범위 온도 : -20~160F 부식재 : 시험계획서 B 진동 : 해당없음 충격 : 6 FOOT 낙하 외부재료 : 먼지 습도 : 0-100% RH 문자 = 구성품 = 부착/ 결합됨 = 간섭/ 결합안됨 = FMEA에 포함되지 않음 번호 = 부착방법 아래 사례는 관련된 블록 다이어그램이다. 블록 다이어그램의 다른 유형들은 그들의 분석에서 고려되어야 할 항목을 명확히 하기 위해 FMEA팀에 의해 사용되어야 한다. 스위치 ON/OFF 2 3 전구 조립품 D HOUSING 4 1 4 PLATE E 배터리 B 스프링 F 5 5 구성품 A.HOUSING E. PLATE B.배터리(2D CELL) F. 스프링 C. ON/OFF 스위치 접합방법 1.SKIP FIT SNAP FIT 2.RIVETS COMPRESSIVE FIT 3.THREAD
 F. 스프링. C. ON/OFF 스위치. 접합방법. 1.SKIP FIT 4.SNAP FIT. 2.RIVETS 5.COMPRESSIVE FIT. 3.THREAD.")
27
FLASHLIGHT 전구조립품 하우징 스위치 PLATE 스프링 캡 렌즈 반사경 전구

29
신뢰성 블록다이어그램

30
2-4. 설계 FMEA의 전개 FMEA의 번호 : 문서추적을 위해 사용 시스템, 하위시스템 또는 구성품의 이름과 번호
설계책임 : 설계 책임 부서명 기입, 알고 있다면 공급자 이름기입 작 성 자 : 작성 책임자 이름, 전화번호, 회사명 기입 모델년도 / 차종 완료예정일 : 계획된 양산도면 배포일을 초과하지 않는 초기의 FMEA 완료예정일 FMEA 최초 작성일/ 최근 개정일 : 개정에 대한 이력표현 필요 핵 심 팀 : 팀원의 이름과 부서 기입

31
9) 항목(ITEM)/기능 ● 분석하고자 하는 항목의 이름과 번호를 기입 ● 설계의도에 맞게 분석하고자 하는 부품의 기능을 간단 명료하게 기입 ● 시스템 작동에 관련된 환경 정보 포함 (온도, 압력, 습도의 범위, 설계수명) ● 서로 다른 고장형태의 한가지 이상의 기능을 가진다면 → 모든 기능을 분리하여 나열 10) 잠재적 고장형태 ● 구성품, 하위 시스템, 시스템이 의도된 기능을 만족할 수 없을 것이라는 방식(manner) ● 부품 및 기능에 대한 설계의도를 만족치 못하는 각각의 잠재적 고장형태를 나열 ● 과거 실패사례, 결함 보고서, 브레인스토밍 등을 검토하는 것을 권장 ● 특정 작동조건 및 사용조건에서 발생 될 수 있는 고장형태도 고려 ● 전형적 고장형태 : 균열, 고착, 변형, 전기단락, 느슨함, 산화, 누수, 누유, 파손 등 ● 고장형태는 고객이 감지하는 증상이 아닌 기술적, 물리적 용어의 표현 이어야 함
 잠재적 고장형태. ● 구성품, 하위 시스템, 시스템이 의도된 기능을 만족할 수 없을 것이라는 방식(manner) ● 부품 및 기능에 대한 설계의도를 만족치 못하는 각각의 잠재적 고장형태를 나열. ● 과거 실패사례, 결함 보고서, 브레인스토밍 등을 검토하는 것을 권장. ● 특정 작동조건 및 사용조건에서 발생 될 수 있는 고장형태도 고려. ● 전형적 고장형태 : 균열, 고착, 변형, 전기단락, 느슨함, 산화, 누수, 누유, 파손 등. ● 고장형태는 고객이 감지하는 증상이 아닌 기술적, 물리적 용어의 표현 이어야 함.")
32
고유신뢰성 사용신뢰성 고장형태 조사를 위한 질문
시스템/부품은 어떠한 방식으로 상위 시스템이 의도된 기능을 수행하지 못하게 되는가 시스템/ 부품은 제조/조립될 때 무엇이 잘못될 수 있는가 그 기능이 시험되었다면 어떤 고장이 검출될 수 있는가 이 제품은 어떤 환경 조건에서 작동될 것인가 이 시스템/부품은 상위단계의 어셈블리에 어떻게 사용될 것인가 이 시스템/부품은 다른 시스템/부품과 어떻게 상호 작용하는가 ※고장형태의 예 변형, 균열, 파손, 탄성 불안정, 마모, 부식, 표면흠, 표면의 거칠음, 헐거움, 탈락, 고착, 소손, 이물, 오손, 누설, 번짐, 침식, 변질, 개방, 단락, 잡음 ★ 기능적 접근법 (Functional Approach) ★ 하드웨어 접근법 (Hardware Approach)
 ★ 하드웨어 접근법 (Hardware Approach)")
33
Stress 고장 Mechanism 고장형태
고장형태 정의 방법 (장기신뢰성) Stress 고장 Mechanism 고장형태 열 응력 압력 중력 전기, 자기 빛 환경요소 휨 팽창 피로 파손 마찰 열화 화학반응 결정화 탈락 동결 확산, 휘발 간섭 분리, 파손, 균열 마모 변형 소부, 소손, 고착 부식 수축 변색, 경도연화 변질 단선, 전기쇼트 잡음, 이음 냄새 성능열화
 Stress. 고장 Mechanism. 고장형태. 열. 응력. 압력. 중력. 전기, 자기. 빛. 환경요소. 휨. 팽창. 피로. 파손. 마찰. 열화. 화학반응. 결정화. 탈락. 동결. 확산, 휘발. 간섭. 분리, 파손, 균열. 마모. 변형. 소부, 소손, 고착. 부식. 수축. 변색, 경도연화. 변질. 단선, 전기쇼트. 잡음, 이음. 냄새. 성능열화.")
34
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식.")
35
고장의 영향 ● 고객이 인지하는 것으로, 고장형태가 기능에 미치는 영향 - 고장이 나면 어떤 결과가 나타날 것인가 ? ● 안전이나 법규에 영향을 미치는 품질특성은 명확하게 표현 ● 구성품, 하위시스템, 시스템 사이에 계층적 관계가 존재한다는 것을 검토. ● 전형적 고장의 영향 :소음, 거칠음, 불규칙한 작동, 작동불능, 조잡한 외관 냄새, 성능,기능, 신뢰성, 법규불만족 * 계층적 단계간의 고장 영향 부품 ………………………... 파손 상위 어셈블리……………………….. 진동한다 시스템 ………………………. 간헐적으로 작동한다 차량 ……………………….. 성능이 저하된다 고객 ……………………… 매우 불만족 한다 법규 ………………………. F/CMVSS#108을 만족하지 못한다

36
12) 심각도 (S : Severity) ● 고장이 발생 할 경우 구성품, 하위시스템, 시스템 이 고객에 미치는 영향의 심각한 정도를 평가한 것 ● 심각도는 단지 영향에 의해서만 판단된다 ● 기본적으로 심각도의 등급감소는 불가능하다, 설계변경만으로 가능함 * 제안된 평가 기준 수정을 한다 할지라도 팀은 평가기준과 등급체계는 의견일치를 보아야 하며, 일관성을 유지하여야 한다 * 비고 1. 등급 9와 10은 기준을 변경하는 것을 권고 하지 않는다 2. 심각도 1등급은 더 이상 분석해서는 안될 것이다. 3. 높은 심각도 등급은 설계변경으로 줄어들 수 있다 ( 예: run flat tires )
")
37
* 심각도 등급 분류 영 향 기 준 등급 경고없는 위험 고장이 경고없이 운행에 영향을 미치거나, 정부 법규에 대해
영 향 기 준 등급 경고없는 위험 고장이 경고없이 운행에 영향을 미치거나, 정부 법규에 대해 불일치 사항이 포함될 때 10 경고있는 위험 고장이 경고하면서 운행에 영향을 미치거나, 정부 법규에 대해 9 매우높음 자동차/부품의 작동 불능(주요기능 상실) 8 높 음 자동차/부품이 작동하지만, 성능이 떨어짐, 고객 매우 불만족 7 보 통 자동차/부품이 작동하지만, 몇 가지 편의 부품의 작동 불능, 고객 불만족 6 낮 음 자동차/부품이 작동하지만, 몇 가지 편의 부품의 성능이 떨어짐, 고객 다소 불만족 5 매우낮음 조립/마무리 상태 약간 불량. Squeak & Rattle 존재. 대부분의 고객 결함 감지(75%)이상 4 경 미 고객결함 감지(50%)이상 3 매우경미 예민한 고객 결함감지 (25%)미만 2 없 음 인지할 수 있는 영향이 없음 1
 8. 높 음. 자동차/부품이 작동하지만, 성능이 떨어짐, 고객 매우 불만족. 7. 보 통. 자동차/부품이 작동하지만, 몇 가지 편의 부품의 작동 불능, 고객 불만족. 6. 낮 음. 자동차/부품이 작동하지만, 몇 가지 편의 부품의 성능이 떨어짐, 고객 다소 불만족. 5. 매우낮음. 조립/마무리 상태 약간 불량. Squeak & Rattle 존재. 대부분의 고객 결함 감지(75%)이상. 4. 경 미. 고객결함 감지(50%)이상. 3. 매우경미. 예민한 고객 결함감지 (25%)미만. 2. 없 음. 인지할 수 있는 영향이 없음. 1.")
38
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식 도어의 열화가 다음을 초래한다. 시간경과에 따라 페인트 녹발생 으로 외관이 만족스럽지 못하게 된다. 내부 도어 하드웨어 기능이 손상된다. 7
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식. 도어의 열화가. 다음을 초래한다. 시간경과에 따라. 페인트 녹발생. 으로 외관이. 만족스럽지. 못하게 된다. 내부 도어. 하드웨어 기능이. 손상된다. 7.")
39
13) 분류 ● 추가적인 설계 또는 공정관리가 요구되는 특별한 제품특성을 분류 : CC(CRITICAL), SC(SIGNIFICANT) 등 ● 특별특성에 대한 추가적인 공정관리 요구 14) 고장의 잠재적 원인 및 메커니즘 ● 고장의 원인은 설계 취약성의 표시로 정의되고, 그 결과는 고장형태이다 ● 고장 메커니즘은 고장의 구조적 원인의 나열을 의미한다 ● 브레인스토밍 등을 이용해 PROCESS를 점검 한다 ● 고장원인의 예 - 잘못된 재료선정, 부적절한 신뢰성의 추정 부적절한 공차 - 잘못된 표준 잘못된 가정 윤활방법의 부적절 - 부적절한 표면처리 - 사용환경에 대한 검토 미흡 잘못된 연산방식
 고장의 잠재적 원인 및 메커니즘. ● 고장의 원인은 설계 취약성의 표시로 정의되고, 그 결과는 고장형태이다. ● 고장 메커니즘은 고장의 구조적 원인의 나열을 의미한다. ● 브레인스토밍 등을 이용해 PROCESS를 점검 한다. ● 고장원인의 예. - 잘못된 재료선정, - 부적절한 신뢰성의 추정 - 부적절한 공차. - 잘못된 표준 - 잘못된 가정 - 윤활방법의 부적절 - 부적절한 표면처리. - 사용환경에 대한 검토 미흡 - 잘못된 연산방식.")
40
● 전형적인 고장원인 매카니즘의 예 - 휘어짐 (Yield) - 피로 (Fatigue) - 자재의 불안정성 (Material Instability) - 늘어짐 (Creep) - 마모 (Wear) - 부식 (Corrosion) - 화학적 산화 (Chemical Oxidation) - 전자기 이동 (Electromigration)
 - 부식 (Corrosion) - 화학적 산화 (Chemical Oxidation) - 전자기 이동 (Electromigration)")
41
고장원인의 조사방법 1. 고장원인의 2개의 가정 1) 설계의 결함 2) 제조/조립의 잘못 2. 원인조사를 위한 질문
1. 고장원인의 2개의 가정 1) 설계의 결함 2) 제조/조립의 잘못 2. 원인조사를 위한 질문 ★ 고장을 일으킬 원인은 무엇인가? ★ 어떤 환경(자극; Stress)이 기능을 수행치 못하도록 하는가? ★ 왜 설계 규격을 만족시키지 못하는가? ★ 부품이 왜 잘못 조립되어 질 수 있는가? ★ 설계 규격/공차가 제조 공정에서 가능한가? ※ 설계FMEA는 설계의 잠재적 취약성을 공정관리에 의존하지는 않지만 제조/조립공정의 기술적, 물리적 한계에 대하여 고려한다 - 표면처리의 한계 - 조립 공간/공구의 한계 - 공정능력의 한계
 설계의 결함. 2) 제조/조립의 잘못. 2. 원인조사를 위한 질문. ★ 고장을 일으킬 원인은 무엇인가 ★ 어떤 환경(자극; Stress)이 기능을 수행치 못하도록 하는가 ★ 왜 설계 규격을 만족시키지 못하는가 ★ 부품이 왜 잘못 조립되어 질 수 있는가 ★ 설계 규격/공차가 제조 공정에서 가능한가 ※ 설계FMEA는 설계의 잠재적 취약성을 공정관리에 의존하지는 않지만. 제조/조립공정의 기술적, 물리적 한계에 대하여 고려한다. - 표면처리의 한계. - 조립 공간/공구의 한계. - 공정능력의 한계.")
42
15) 발생도 (O : Occurrence) ● 발생도란 설계수명 동안에 특정한 원인/ 메커니즘이 발생할 수 있는 가능성이다 ● 발생도를 줄이는 유일한 방법은 그 원인 혹은 메커니즘을 예방하거나 CONTROL 할 수 있도록 설계변경 및 설계과정을 변경하는 것이다. ● 발생도 :- 유사부품/서브시스템/시스템의 고장에 대한 고객/서비스/필드로 부터의 사례 - 유사제품/CARRY OVER품의 과거 품질 수준 - 구성품/ 시스템에 얼마나 변경이 있었는가 - 환경의 변화는 무엇인가 - 발생율 추정을 위한 기술적 분석이 이용되었는가 ● 발생도 등급은 FMEA내에서 상대적인 평가이지 실제의 발생 가능성을 반영한 절대값은 아니다

43
* 발생도 평가 기준 고 장 확 율 고 장 가 능 비 율 등급 매우높음 : 지속적인고장 1000개의 차량/부품당 100개 이상
고 장 확 율 고 장 가 능 비 율 등급 매우높음 : 지속적인고장 1000개의 차량/부품당 100개 이상 10 1000개의 차량/부품당 50개 이상 9 높 음 : 빈번한 고장 1000개의 차량/부품당 20개 이상 8 1000개의 차량/부품당 10개 이상 7 보 통 : 가끔 고장 1000개의 차량/부품당 5개 이상 6 1000개의 차량/부품당 2개 이상 5 1000개의 차량/부품당 1개 이상 4 낮 음 : 상대적으로 적은 고장 1000개의 차량/부품당 0.5개 이상 3 1000개의 차량/부품당 0.1개 이상 2 희 박 : 고장이 거의 없음 1000개의 차량/부품당 0.01개 이하 1

44
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식 도어의 열화가 다음을 초래한다. 시간경과에 따라 페인트 녹발생 으로 외관이 만족스럽지 못하게 된다. 내부 도어 하드웨어 기능이 손상된다. 7 안쪽도어 판넬에 적용되는 모서리 부위의 보호 왁스 규격이 너무 낮음. 왁스 두께 규격 불충분 왁스 배합 규격 부적합 2 잘못된 공기가 왁스의 모서리/끝단 부위에 유입을 막는다. 5 스프레이 헤드 접근을 위한 판넬사이의 충분한 여유공간이 없음.
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식. 도어의 열화가. 다음을 초래한다. 시간경과에 따라. 페인트 녹발생. 으로 외관이. 만족스럽지. 못하게 된다. 내부 도어. 하드웨어 기능이. 손상된다. 7. 안쪽도어 판넬에. 적용되는 모서리. 부위의 보호 왁스. 규격이 너무 낮음. 왁스 두께 규격. 불충분. 왁스 배합 규격. 부적합. 2. 잘못된 공기가. 왁스의 모서리/끝단. 부위에 유입을 막는다. 5. 스프레이 헤드 접근을. 위한 판넬사이의. 충분한 여유공간이. 없음.")
45
16) 현 설계관리 ● 설계 유효성 확인, 설계검증활동의 목록으로 고장형태, 원인, 메커니즘으로부터 설계 안정성을 보증하는 것이다 ● 현 관리는 동종이거나 유사한 설계에서 현재 사용되어지고 있는 것 이다 ● 설계검토, 고장/안전설계, 수학적연구, 가상/실험실(Rig, Lab)시험, 타당성검토, 시작품시험, 주행 테스트, 가속시험 등으로 설계관리의 개선이 요구된다 ● 설계관리와 다루어져야 할 형태는 다음의 2가지 형태다 (1) 예방 : 고장형태의 원인/매카니즘으로부터의 예방 혹은 발생율의 감소 (2) 검출 : 부품이 생산으로 이관되기 전에 분석적/물리적방법으로 고장 또는 원인/매카니즘의 검출 방법 ※ 적절한 접근방법은 원인의 예방으로 부터 고장의 검출로 진행한다
시험, 타당성검토, 시작품시험, 주행 테스트, 가속시험 등으로 설계관리의 개선이 요구된다. ● 설계관리와 다루어져야 할 형태는 다음의 2가지 형태다. (1) 예방 : 고장형태의 원인/매카니즘으로부터의 예방 혹은 발생율의 감소. (2) 검출 : 부품이 생산으로 이관되기 전에 분석적/물리적방법으로 고장 또는. 원인/매카니즘의 검출 방법. ※ 적절한 접근방법은 원인의 예방으로 부터 고장의 검출로 진행한다.")
46
설계관리방법 ● 설계관리방법은 1. 고장형태 또는 그의 1차 원인의 예방을 위해 사용되는 방법, 시험 ( P )
2. 고장형태, 원인의 검출에 의한 설계 타당성 검증활동 ( D ) ● 설계관리방법의 선택은 앞에서 전술된 2가지 형태중 예방관리로 부터 검출관리로 적용한다 1. 고장형태의 발생을 예방하기위한 고장원인(조건, 사양)의 검증방법 예) 실험계획등에 의한 표면처리 사양의 결정 2. 고장형태, 원인을 검출하기 위한 기존의 검출방법 예) 시험조건으로 크랙의 발생을 검출하는 시험 예) 설계검증 시험, 설계검토, 승인시험, 컴퓨터 시뮬레이션, 대체계산, LAB TEST VEHICLE TEST,외주 기술용역 의뢰, 벤치마킹, 경쟁사 사양 비교 조사
 ● 설계관리방법의 선택은 앞에서 전술된 2가지 형태중 예방관리로 부터 검출관리로. 적용한다. 1. 고장형태의 발생을 예방하기위한 고장원인(조건, 사양)의 검증방법. 예) 실험계획등에 의한 표면처리 사양의 결정. 2. 고장형태, 원인을 검출하기 위한 기존의 검출방법. 예) 시험조건으로 크랙의 발생을 검출하는 시험. 예) 설계검증 시험, 설계검토, 승인시험, 컴퓨터 시뮬레이션, 대체계산, LAB TEST. VEHICLE TEST,외주 기술용역 의뢰, 벤치마킹, 경쟁사 사양 비교 조사.")
47
* 검출도 : 검출방법의 신뢰정도 17) 검출도 (D : Detection)
검출도란 잠재 원인/형태를 검출하기 위한 현 설계관리의 검출방법에 의한 검출능력을 의미한다. 검출능력의 향상을 위해서는 설계 유효성 확인 혹은 각종 검증활동이 개선되어야 한다. * 검출도 : 검출방법의 신뢰정도 검 출 도 설계 관리에 의한 검출 가능성 등급 절대적 불확실 원인/매카니즘, 고장형태를 검출할 수 없다 10 매우 희박 원인/매카니즘, 고장형태를 검출할 기회가 매우 희박 9 희 박 원인/매카니즘, 고장형태를 검출할 기회가 희박 8 매우 낮음 원인/매카니즘, 고장형태를 검출할 기회가 매우 낮다 7 낮 음 원인/매카니즘, 고장형태를 검출할 기회가 낮다 6 보 통 원인/매카니즘, 고장형태를 검출할 기회가 보통이다 5 다소 높음 원인/매카니즘, 고장형태를 검출할 기회가 다소 높다 4 높 음 원인/매카니즘, 고장형태를 검출할 기회가 높다 3 매우 높음 원인/매카니즘, 고장형태를 검출할 기회가 매우 높다 2 거의 확실 원인/매카니즘, 고장형태를 검출할 기회가 거의 확실하다 1

48
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식 도어의 열화가 다음을 초래한다. 시간경과에 따라 페인트 녹발생 으로 외관이 만족스럽지 못하게 된다. 내부 도어 하드웨어 기능이 손상된다. 7 안쪽도어 판넬에 적용되는 모서리 부위의 보호 왁스 규격이 너무 낮음. 차량일반내구시험 vah. T-118 T-109 T-301 왁스 두께 규격 불충분 왁스규격: XX 왁스제조사의 표준사양적용 차량일반내구시험 - 상기시험과 동일 왁스 배합 규격 부적합 2 물리적 및 화학적 실험실 시험 - 보고서 NO. 1265 잘못된 공기가 왁스의 모서리/끝단 부위에 유입을 막는다. 5 작동치 않는 스프레이 헤드의 설계보조 연구 8 스프레이 헤드 접근을 위한 판넬사이의 충분한 여유공간이 없음. 위한 도면 평가
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식. 도어의 열화가. 다음을 초래한다. 시간경과에 따라. 페인트 녹발생. 으로 외관이. 만족스럽지. 못하게 된다. 내부 도어. 하드웨어 기능이. 손상된다. 7. 안쪽도어 판넬에. 적용되는 모서리. 부위의 보호 왁스. 규격이 너무 낮음. 차량일반내구시험 vah. T-118. T-109. T-301. 왁스 두께 규격. 불충분. 왁스규격: XX. 왁스제조사의. 표준사양적용. 차량일반내구시험. - 상기시험과 동일. 왁스 배합 규격. 부적합. 2. 물리적 및 화학적. 실험실 시험. - 보고서 NO 잘못된 공기가. 왁스의 모서리/끝단. 부위에 유입을 막는다. 5. 작동치 않는. 스프레이 헤드의. 설계보조 연구. 8. 스프레이 헤드 접근을. 위한 판넬사이의. 충분한 여유공간이. 없음. 위한 도면 평가.")
49
18) RISK PRIORITY NUMBER (RPN) ; 위험우선수
● RPN= S x O x D (S) 심각도, (O) 발생도, (D) 검출도 ● Pareto를 이용하여, 위험우선 순위를 검토한다 ● 심각도가 높을 때는(8 이상) 특별한 주의를 기울여야 한다 ● RPN 조치는 고객에 의해 요구 되어지지만 , RPN지수 100 이상은 개선 조치되어 져야 한다. 주요 부품일 경우에는 50~30 이상의 경우도 개선 요구되어 진다
 심각도, (O) 발생도, (D) 검출도. ● Pareto를 이용하여, 위험우선 순위를 검토한다. ● 심각도가 높을 때는(8 이상) 특별한 주의를 기울여야 한다. ● RPN 조치는 고객에 의해 요구 되어지지만 , RPN지수 100 이상은 개선 조치되어 져야 한다. 주요 부품일 경우에는 50~30 이상의 경우도 개선 요구되어 진다.")
50
19) 권고 조치 사항 ● 고장형태가 RPN에 의해 평가 되었다면, 높은 평가 부분과 주요 부품에 대한 정확한 조치가 지시되어야 한다. ● 추천된 조치는 심각도, 발생도, 검출도를 줄여야 한다. ● 설계 타당성확인과 검증 활동의 강화는 단지 검출도의 수준을 높일 뿐이다. ● 설계변경에 의한 고장의 원인과 메커니즘을 제거 혹은 관리 함으로서 발생도를 줄일 수 있다. ● 고장의 영향을 제거/감소하는 설계변경 만이 심각도의 수준을 줄일 수 있다 . ( 2중 장치, 경고 장치, 이모빌라이져, 고장형태의 제거) ● 특정원인에 대한 권고조치사항이 없으면 해당란에 “없음”이라고 기입 20) 책임 및 목표완료 예정일 ● 책임있는 조직과 개인의 이름 및 목표완료 예정일 기입
 ● 특정원인에 대한 권고조치사항이 없으면 해당란에 없음 이라고 기입. 20) 책임 및 목표완료 예정일. ● 책임있는 조직과 개인의 이름 및 목표완료 예정일 기입.")
51
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식 도어의 열화가 다음을 초래한다. 시간경과에 따라 페인트 녹발생 으로 외관이 만족스럽지 못하게 된다. 내부 도어 하드웨어 기능이 손상된다. 7 안쪽도어 판넬에 적용되는 모서리 부위의 보호 왁스 규격이 너무 낮음. 차량일반내구시험 vah. T-118 T-109 T-301 294 실험실 가속부식 시험 추가 A Tate-Body Engrg. 8X 09 30 왁스 두께 규격 불충분 왁스규격: XX 왁스제조사의 표준사양적용 차량일반내구시험 - 상기시험과 동일 196 왁스두께에 대한 실험계획법 수행 모서리에 도포된 왁스검증을 위한 W/test A Tate –Body 9X 01 15 왁스 배합 규격 부적합 2 물리적 및 화학적 실험실 시험 - 보고서 NO. 1265 28 없음 잘못된 공기가 왁스의 모서리/끝단 부위에 유입을 막는다. 5 작동치 않는 스프레이 헤드의 설계보조 연구 8 280 양산스프레이장비 및 규정 왁스를 사용한 팀평가 추가 Body Engrg. & Assy Ops 8X 11 15 스프레이 헤드 접근을 위한 판넬사이의 충분한 여유공간이 없음. 위한 도면 평가 112 설계 aid buck과 스프레이헤드를 이용한
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식. 도어의 열화가. 다음을 초래한다. 시간경과에 따라. 페인트 녹발생. 으로 외관이. 만족스럽지. 못하게 된다. 내부 도어. 하드웨어 기능이. 손상된다. 7. 안쪽도어 판넬에. 적용되는 모서리. 부위의 보호 왁스. 규격이 너무 낮음. 차량일반내구시험 vah. T-118. T-109. T 실험실 가속부식. 시험 추가. A Tate-Body. Engrg. 8X 왁스 두께 규격. 불충분. 왁스규격: XX. 왁스제조사의. 표준사양적용. 차량일반내구시험. - 상기시험과 동일 왁스두께에 대한. 실험계획법 수행. 모서리에 도포된. 왁스검증을 위한. W/test. A Tate –Body. 9X 왁스 배합 규격. 부적합. 2. 물리적 및 화학적. 실험실 시험. - 보고서 NO 없음. 잘못된 공기가. 왁스의 모서리/끝단. 부위에 유입을 막는다. 5. 작동치 않는. 스프레이 헤드의. 설계보조 연구 양산스프레이장비. 및 규정 왁스를. 사용한. 팀평가 추가. Body Engrg. & Assy Ops. 8X 스프레이 헤드 접근을. 위한 판넬사이의. 충분한 여유공간이. 없음. 위한 도면 평가 설계 aid buck과. 스프레이헤드를. 이용한.")
52
21) 조치결과 및 RPN UP- DATE ● 조치결과 및 핵심 일자는 기록 되어 져야 하고, 내부의 추적방법에 의해 F/UP 되어 져야 한다. ● 한번 조치가 되어 지고 나면 팀은 심각도, 발생도, 검출도의 해당 부분을 조정하여 RPN 지수를 변경하여야 한다. ● 만약 조치가 제한적인 결과 이면 적절하게 재 검토되어 팀이 만족 할 때 까지 계속 과정을 진행 시킨다 . 22) 후속조치 ● 설계책임자는 모든 권고조치사항이 수행되거나 적절히 확인되었다는 것을 보장할 책임이 있음. ● FMEA는 살아있는 문서 ; (1) 최근의 관련조치 반영 (2) 최신설계단계를 반영 (3) 양산시작 이후에 발생한 내용도 포함
 후속조치. ● 설계책임자는 모든 권고조치사항이 수행되거나 적절히 확인되었다는 것을. 보장할 책임이 있음. ● FMEA는 살아있는 문서 ; (1) 최근의 관련조치 반영. (2) 최신설계단계를 반영. (3) 양산시작 이후에 발생한 내용도 포함.")
53
⑩ ⑫ ⑪ ⑭ ⑯ ⑰ 4 ⑳ 6 잠 재 적 고장형태 및 영향분석 (설계FMEA) 항목 기능 잠재적 고장형태 고장의
시스템 X 하위시스템 잠 재 적 고장형태 및 영향분석 (설계FMEA) FMEA 번호 ① 페이지 of 1 구성품 /Body Closures ② 모델년도/차종 X/Lion 4dr/Wagon ⑤ 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥ 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦ 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧ 항목 ⑨ 기능 잠재적 고장형태 ⑩ ⑫ 고장의 잠재적 영향 ⑪ 심 각 도 분 류 ⑬ 고장의 잠재적 원인/메카니즘 ⑭ 발 생 ⑮ 현 설계관리 예방 ⑯ ⑰ 검출 검 출 위 험 우 선 수 3 권고조치 사항 4 책임 및 목표 완료예정일 ⑳ 조 치 결 과 조치내용 6 위험우선수 Font Door L.H. H8HX-0000-A 차량출입 날씨, 소음, 측면충돌로부터 탑승자 보호 밀러, 힌지, 랫치, 윈도우 레큐레이터를 포함한 도어 하드웨어 장착점 제공 외관부품의 적절한 표면 제공 도장 및 트림류 장착 내부하단도어 판넬부식 도어의 열화가 다음을 초래한다. 시간경과에 따라 페인트 녹발생 으로 외관이 만족스럽지 못하게 된다. 내부 도어 하드웨어 기능이 손상된다. 7 안쪽도어 판넬에 적용되는 모서리 부위의 보호 왁스 규격이 너무 낮음. 차량일반내구시험 vah. T-118 T-109 T-301 294 실험실 가속부식 시험 추가 A Tate-Body Engrg. 8X 09 30 시험결과에 근거 하여 (Test No. 1481) 모서리의 도포 spec을 125mm로 증가 2 28 왁스 두께 규격 불충분 왁스규격: XX 왁스제조사의 표준사양적용 차량일반내구시험 - 상기시험과 동일 196 왁스두께에 대한 실험계획법 수행 모서리에 도포된 왁스검증을 위한 W/test A Tate –Body 9X 01 15 시험결과 (Test No.1481) 규정된 두께가 적정하다는 것을 보여줌. 실험계획법은 규정된 두께의 25% 산포는 허용 된다는 것을 왁스 배합 규격 부적합 물리적 및 화학적 실험실 시험 - 보고서 NO. 1265 없음 잘못된 공기가 왁스의 모서리/끝단 부위에 유입을 막는다. 5 작동치 않는 스프레이 헤드의 설계보조 연구 8 280 양산스프레이장비 및 규정 왁스를 사용한 팀평가 추가 Body Engrg. & Assy Ops 8X 11 15 테스트를 근거하여 영향부위에 3개의 Vent를 추가 1 3 21 스프레이 헤드 접근을 위한 판넬사이의 충분한 여유공간이 없음. 위한 도면 평가 112 설계 aid buck과 스프레이헤드를 이용한 평가를 통해 적절한 접근이 가 능한 것으로 나타났음.
 FMEA 번호 1234 ① 페이지 1 of 1. 구성품 01.03/Body Closures ② 모델년도/차종 199X/Lion 4dr/Wagon ⑤. 설계책임 Body Engineering ③ 완료예정일 9X ER ⑥. 작성자 A Tate – X6412 – Body Engr ④ FMEA 최초작성일 8X 최근개정일 8X ⑦. 핵심팀 T. Fender-Car Product Dev., Childers-Manufacturing. J. Ford-Assy Ops (Dalton, Fraser, Henley Assembly Plants) ⑧. 항목. ⑨. 기능. 잠재적. 고장형태. ⑩. ⑫ 고장의. 잠재적 영향. ⑪. 심. 각. 도. 분. 류. ⑬. 고장의 잠재적. 원인/메카니즘. ⑭. 발. 생. ⑮. 현 설계관리. 예방. ⑯. ⑰ 검출. 검. 출. 위. 험. 우. 선. 수. 3. 권고조치. 사항. 4. 책임 및 목표. 완료예정일. ⑳. 조 치 결 과 조치내용. 6. 위험우선수. Font Door L.H. H8HX-0000-A. 차량출입. 날씨, 소음, 측면충돌로부터. 탑승자 보호. 밀러, 힌지, 랫치, 윈도우. 레큐레이터를. 포함한. 도어 하드웨어. 장착점 제공. 외관부품의. 적절한 표면. 제공. 도장 및 트림류. 장착. 내부하단도어. 판넬부식. 도어의 열화가. 다음을 초래한다. 시간경과에 따라. 페인트 녹발생. 으로 외관이. 만족스럽지. 못하게 된다. 내부 도어. 하드웨어 기능이. 손상된다. 7. 안쪽도어 판넬에. 적용되는 모서리. 부위의 보호 왁스. 규격이 너무 낮음. 차량일반내구시험 vah. T-118. T-109. T 실험실 가속부식. 시험 추가. A Tate-Body. Engrg. 8X 시험결과에 근거. 하여 (Test No. 1481) 모서리의. 도포 spec을. 125mm로 증가 왁스 두께 규격. 불충분. 왁스규격: XX. 왁스제조사의. 표준사양적용. 차량일반내구시험. - 상기시험과 동일 왁스두께에 대한. 실험계획법 수행. 모서리에 도포된. 왁스검증을 위한. W/test. A Tate –Body. 9X 시험결과. (Test No.1481) 규정된 두께가. 적정하다는 것을. 보여줌. 실험계획법은. 규정된 두께의. 25% 산포는 허용. 된다는 것을. 왁스 배합 규격. 부적합. 물리적 및 화학적. 실험실 시험. - 보고서 NO 없음. 잘못된 공기가. 왁스의 모서리/끝단. 부위에 유입을 막는다. 5. 작동치 않는. 스프레이 헤드의. 설계보조 연구 양산스프레이장비. 및 규정 왁스를. 사용한. 팀평가 추가. Body Engrg. & Assy Ops. 8X 테스트를 근거하여. 영향부위에 3개의. Vent를 추가 스프레이 헤드 접근을. 위한 판넬사이의. 충분한 여유공간이. 없음. 위한 도면 평가 설계 aid buck과. 스프레이헤드를. 이용한. 평가를 통해. 적절한 접근이 가. 능한 것으로. 나타났음.")
54
2-5. 설계 FMEA의 효과 ※ 설계검증 이력관리를 위한 만병통치약?
고장 형태를 확대 해석하여 원가, 정비성, 공정능력, 재활용 등의 요구사항 및 불만족도 포함 고장 예방/검출 방법에 설계과정점검, Computer Simulation, Lab 시험, 차량시험, 회의 등을 포함하고 수행한 담당자와 일자를 ( )에 명기하여 설계검증의 실명제화 검출도를 실제 수행한 설계 검증 방법에 따라서 Update (예: 설계담당자의 설계과정점검 후 검출도:7 --> 차량시험 후 검출도:2) 고장 형태의 그룹화 (초기고장,통상사용 시 고장, 과부하 고장, 양산성 문제, 재활용 문제, 원가 문제 등)
에 명기하여 설계검증의 실명제화. 검출도를 실제 수행한 설계 검증 방법에 따라서 Update. (예: 설계담당자의 설계과정점검 후 검출도:7 --> 차량시험 후 검출도:2) 고장 형태의 그룹화. (초기고장,통상사용 시 고장, 과부하 고장, 양산성 문제, 재활용 문제, 원가 문제 등)")
55
제 3장 FMEA 작성사례 (양식/실습) 4-1. 작성 사례 1) 설계 FMEA 4-2. 관련 양식 4-3. 실습
 4-1. 작성 사례 1) 설계 FMEA 4-2. 관련 양식 4-3. 실습")
56
1-1) 신뢰성 블록도
 신뢰성 블록도")
57
4-1. 작성사례 1-2) 과거불량 이력
 과거불량 이력")
58
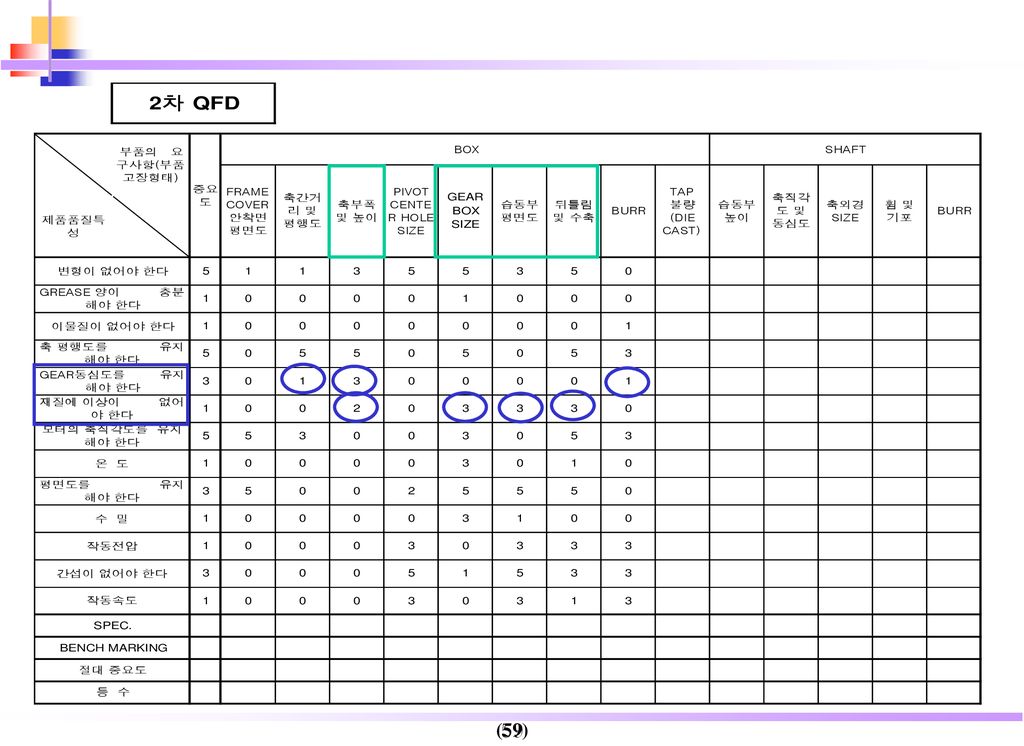
1-3) 품질 기능전개
 품질 기능전개")
60
1-4) 부품 고장 분석
 부품 고장 분석")
61
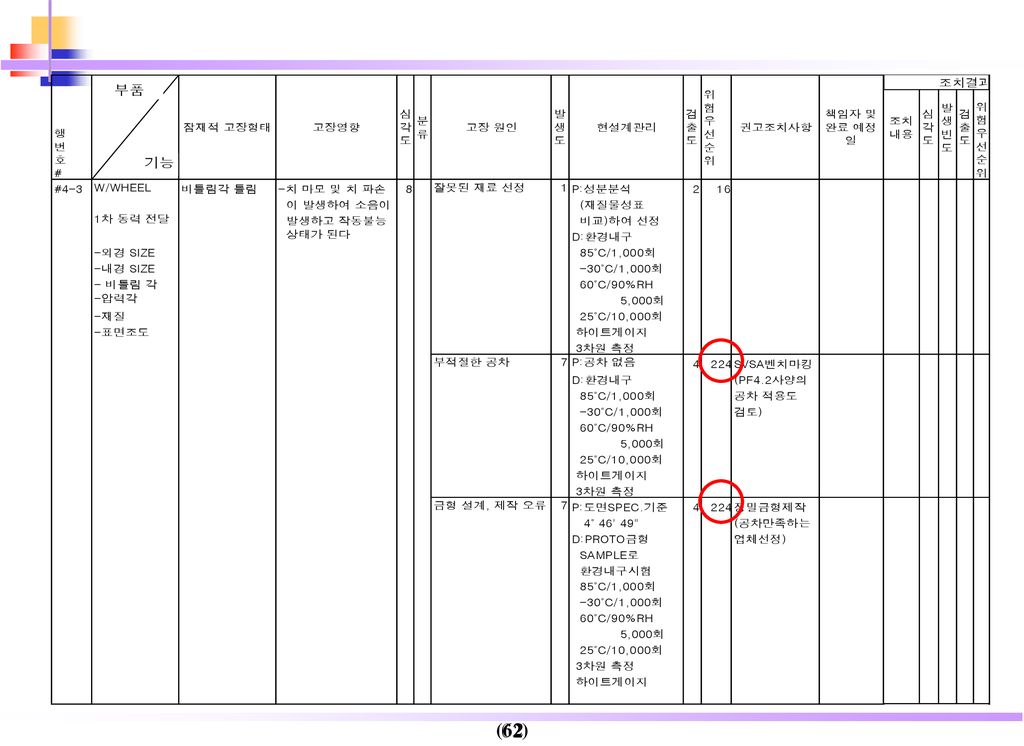
1-5) DFMEA
 DFMEA")
63
1-2) Family Tree Sheet 설계 FMEA Block Diagram 시스템명 : 적용차량년도:
FMEA I.D 번호: 작업환경 범위 온도 : 부식재 : 진동 : 충격 : 외부재료 : 습도 : 기타 : 문자 = 구성품 = 부착/ 결합됨 = 간섭/ 결합안됨 = FMEA에 포함되지 않음 번호 = 부착방법 아래 사례는 관련된 블록 다이어그램이다. 블록 다이어그램의 다른 유형들은 그들의 분석에서 고려되어야 할 항목을 명확히 하기 위해 FMEA팀에 의해 사용되어야 한다.

64
1-3) 부품구성도 (자재수급서)
 부품구성도 (자재수급서)")
65
1-5) 고장원인 조사
 고장원인 조사")
66
1-6) 설계 FMEA
 설계 FMEA")
67
4-3. 실습 1) 설계 FMEA 실습 1.제품명: 1회용 가스라이타 2.품질문제 (Field 에서의 주요 고객 불만)
1) 여름에 밀폐된 승용차에 둔 가스라이터 폭발 및 사용 불가 2) 바람이 많이 부는 날 라이터가 잘 켜지지 않음 3) 불꽃 조절이 안됨(어느 정도 사용후) 4) 스파크 일어나나 점화가 안됨. 5) 연소상태로 연속 사용후 재사용이 불가능함. *기타 경험하는 품질 문제를 임의로 선정해도 무방함. *발생빈도는 팀 임의로 결정 3.품질문제의 원인 *부품의 기능을 검토하여 잠재원인을 팀별로 결정.
 여름에 밀폐된 승용차에 둔 가스라이터 폭발 및 사용 불가. 2) 바람이 많이 부는 날 라이터가 잘 켜지지 않음. 3) 불꽃 조절이 안됨(어느 정도 사용후) 4) 스파크 일어나나 점화가 안됨. 5) 연소상태로 연속 사용후 재사용이 불가능함. *기타 경험하는 품질 문제를 임의로 선정해도 무방함. *발생빈도는 팀 임의로 결정. 3.품질문제의 원인. *부품의 기능을 검토하여 잠재원인을 팀별로 결정.")
68
4. 가스라이터 구조 및 부품별 기능 1)불꽃 조절기: 불꽃에 높낮이를 결정하는 장치로서 가스조절기능을 가지고 있다.
2)스프링: 부싯돌과 힘 게이지의 표면 마찰을 극대화 시키기 위해 존재한다. 3)부싯돌: 힘 게이지와 물리적 충돌로 최초 불꽃을 발생 시킨다. 4)가스조절기:불꽃 점화 후 조절기를 누름과 동시에 내부 가스가 밖으로 유출된다. 5)힘 게이지: 부싯돌에 압력을 가하여 불꽃을 일으키는 물리적 도구 6)바람막이: 내용물에 보호 및 최초 불꽃 발생 시 미세 바람을 막는 작용
스프링: 부싯돌과 힘 게이지의 표면 마찰을 극대화 시키기 위해 존재한다. 3)부싯돌: 힘 게이지와 물리적 충돌로 최초 불꽃을 발생 시킨다. 4)가스조절기:불꽃 점화 후 조절기를 누름과 동시에 내부 가스가 밖으로 유출된다. 5)힘 게이지: 부싯돌에 압력을 가하여 불꽃을 일으키는 물리적 도구. 6)바람막이: 내용물에 보호 및 최초 불꽃 발생 시 미세 바람을 막는 작용.")
69
5.가스라이타 검사기준 기능적 조건 1. 불꽃의 점화 불꽃을 만들어내기 위해 의도적으로 손에 의한 조작이 필요하며 이들 조작은 다음의 필수조건은 아래를 만족시킬 수 있는 것 이라야 한다. (1) 불꽃을 만들어서 유지하기 위해 필요한 적극적인 행위가 필요한 체제 (2) 불꽃을 만들어내기 위해 두 가지 또는 그 이상으로 독립된 행위가 필요한 체제 (3) 불꽃을 만들어내기 위해서는 최소한과 그 이상의 동력이 필요한 체제 2. 불꽃높이의 제한은 시험을 했을 때, 다음의 필수조건에 합치되어야 한다. 조정식 라이터는 최고의 불꽃높이의 한도로 정한 곳까지 조정을 하더라도 불꽃높이가 150mm이상이 되어서는 안된다. (1) 소비자의 손에 넘어가기 제일 먼저 점화되었을 때의 불꽃높이는 100mm를 넘지 않아야 한다. (2) 최저의 불꽃높이가 50mm이하로 조정할 수 있는 것이라야 한다. 3. 불꽃높이의 조절 불꽃높이를 조정 하는 데는 소비자의 의도적인 행위가 필요하다. 불꽃조정장치가 라이터 몸체에서 바깥쪽으로 튀어나와 있는 경우에는 최대 1N 의 조작력이 조정장치의 접선방향으로 필요할 것 4. 불꽃의 소화 조정식 라이터는 최고높이의 불꽃으로 5초간 연소한 후에 캡을 닫거나 단추레버를 작동하여 의도적인 방법으로 라이터를 소화했을 때에 2초 이내에 노출된 불꽃이 완전히 소화되어야 한다.
 불꽃을 만들어서 유지하기 위해 필요한 적극적인 행위가 필요한 체제. (2) 불꽃을 만들어내기 위해 두 가지 또는 그 이상으로 독립된 행위가 필요한 체제. (3) 불꽃을 만들어내기 위해서는 최소한과 그 이상의 동력이 필요한 체제. 2. 불꽃높이의 제한은 시험을 했을 때, 다음의 필수조건에 합치되어야 한다. 조정식 라이터는 최고의 불꽃높이의 한도로 정한 곳까지 조정을 하더라도 불꽃높이가 150mm이상이 되어서는 안된다. (1) 소비자의 손에 넘어가기 제일 먼저 점화되었을 때의 불꽃높이는 100mm를 넘지 않아야 한다. (2) 최저의 불꽃높이가 50mm이하로 조정할 수 있는 것이라야 한다. 3. 불꽃높이의 조절 불꽃높이를 조정 하는 데는 소비자의 의도적인 행위가 필요하다. 불꽃조정장치가 라이터 몸체에서 바깥쪽으로 튀어나와 있는 경우에는 최대 1N 의 조작력이 조정장치의 접선방향으로 필요할 것. 4. 불꽃의 소화 조정식 라이터는 최고높이의 불꽃으로 5초간 연소한 후에 캡을 닫거나 단추레버를 작동하여 의도적인 방법으로. 라이터를 소화했을 때에 2초 이내에 노출된 불꽃이 완전히 소화되어야 한다.")
70
구조적 조건 1. 끝손질 의도된 방법으로 다루거나 사용했을 때 소비자에게 상해를 입히는 날카로움 및 표면의 흠(벗겨짐,긁힘)이 없어야 한다. 2. 낙하시험: 3회 따로 따로 1.0m의 높이에서 떨어뜨려도 연료탱크의 파괴나 자동점화의 계속, 15mg/min 이상의 가스의 누출이 있어서는 안되며, 여전히 의도된 방법으로 조작이 가능하여야 한다. 3. 온도시험: 35℃의 온도에서 4시간을 견뎌낼 수 있는 것이라야 한다 연료탱크나 기타 부위에 이상이 없어야 한다. 4. 일반연소시험 1) 최고의 불꽃높이로 켠 후 손에 쥐고 5초간 어떤 방향일지라도 향하게 하여 연소시키더라도 위험한 상태를 야기시킬 부품의 변형이나 여하한 연소의 흔적도 없이 견뎌내야 한다. 2) 50mm의 높이로 불꽃을 고정하고 불꽃을 상방향으로 하여 손에 쥐고 10초 동안 연소시켰을 때, 위험한 상태를 야기시킬 부품의 변형이나, 여하한 연소의 흔적도 없이 견뎌내야 한다. 5. 연속 연소시험: 50mm의 불꽃높이로 고정하고 수직상태에서 2분 동안 연소시켰을 때 위험한 상황을 야기시키지 않고 견뎌내야 한다.
 최고의 불꽃높이로 켠 후 손에 쥐고 5초간 어떤 방향일지라도 향하게 하여 연소시키더라도. 위험한 상태를 야기시킬 부품의 변형이나 여하한 연소의 흔적도 없이 견뎌내야 한다. 2) 50mm의 높이로 불꽃을 고정하고 불꽃을 상방향으로 하여 손에 쥐고 10초 동안 연소시켰을 때, 위험한 상태를 야기시킬 부품의 변형이나, 여하한 연소의 흔적도 없이 견뎌내야 한다. 5. 연속 연소시험: 50mm의 불꽃높이로 고정하고 수직상태에서 2분 동안 연소시켰을 때 위험한 상황을 야기시키지 않고. 견뎌내야 한다.")
71
시험방법 시료표준 :모든 시험시료는 사양에 따라 연료가 충진된 라이터로 하며, 다음의 각 시험을 하기 전에 라이터를 10±2℃에서 적어도 10시간 안정시켜서 표준화한 후 시험을 실시한다. 1. 불꽃의 높이 (test no. 1) 이 시험의 목적은 라이터의 불꽃높이의 측정방법을 규정함에 있다. 1). 장 치 ① 불연성의 것으로 5mm의 간격으로 선을 그은 것 ② 이판보다 적어도 25mm떨어진 위치에 라이터가 고정되는 것 ③ 이 판은 어떤 적절한 수단으로 수직으로 세우고, 시험은 자연상태에서 행해져야 한다. 2). 순 서 ① 라이터를 소정위치에 떨어지게 둔다. ② 라이터를 점화한 후 5초간의 연소 동안에, 눈으로 보이는 불꽃의 상단이 라이터 뒤에 있는 판의 5mm간격의 새김의 어느 곳에 가장 가까우냐에 따라 불꽃높이를 측정한다. 2. 불꽃의 소화 (test no. 2) 이 시험의 목적은, 라이터가 안전하게 소화되는가를 확인하는 데 있다. 1). 장 치 : 기재된 불꽃높이를 측정하는 시험에 준한다. 2). 순 서 ① 라이터를 보통으로 동작시키는 상태로 해서, 불꽃높이 측정장치의 앞에 세운다. ② 1차로 착화시켜 4.5에 기재된 불꽃높이로 조정하고, ③ 소화 후에 10분간을 기다린다. ④ 그 라이터를 4.5에 기재된 기간만큼 2차로 점화하고, 보통방법으로 소화 한다. ⑤ 소화 동작후에 소화시간을 측정, 기록한다. 시간을 초과하는 추가연소는 불합격으로 한다.
 이 시험의 목적은 라이터의 불꽃높이의 측정방법을 규정함에 있다. 1). 장 치. ① 불연성의 것으로 5mm의 간격으로 선을 그은 것. ② 이판보다 적어도 25mm떨어진 위치에 라이터가 고정되는 것. ③ 이 판은 어떤 적절한 수단으로 수직으로 세우고, 시험은 자연상태에서 행해져야 한다. 2). 순 서. ① 라이터를 소정위치에 떨어지게 둔다. ② 라이터를 점화한 후 5초간의 연소 동안에, 눈으로 보이는 불꽃의 상단이 라이터 뒤에 있는 판의 5mm간격의 새김의. 어느 곳에 가장 가까우냐에 따라 불꽃높이를 측정한다. 2. 불꽃의 소화 (test no. 2) 이 시험의 목적은, 라이터가 안전하게 소화되는가를 확인하는 데 있다. 1). 장 치 : 기재된 불꽃높이를 측정하는 시험에 준한다. 2). 순 서. ① 라이터를 보통으로 동작시키는 상태로 해서, 불꽃높이 측정장치의 앞에 세운다. ② 1차로 착화시켜 4.5에 기재된 불꽃높이로 조정하고, ③ 소화 후에 10분간을 기다린다. ④ 그 라이터를 4.5에 기재된 기간만큼 2차로 점화하고, 보통방법으로 소화 한다. ⑤ 소화 동작후에 소화시간을 측정, 기록한다. 시간을 초과하는 추가연소는 불합격으로 한다.")
72
3. 낙하시험 (test no.3) 이 시험의 목적은, 가스라이터를 견고한 표면에 떨어뜨렸을 때, 연료탱크 파손, 자동점화의 계속, 소화의 이상 등의 이상여부를 판정하기 위하여 행해진다. 사용 중에 일어날 수 있는 낙하에 대하여 라이터가 안전할 수 있는 성능에 관한 정보를 제공함에 있다. 1) 장 치 ① 카페트 표면, 1.0m의 높이로 마크된 측정기 ② 가스라이터로는 경과시간 1분간으로 가스의 누출이 측정되는 것은 0.1mg 혹은 경과 시간 10분간으로 가스의 누출이 측정되는 것은 1.0mg의 중량을 읽어낼 수 있는 장치라야 한다. 2) 순 서 ① 밑바닥이 하향으로 하여 카페트 표면에 1.0m의 높이에서 자유낙하 시킨다 ② 낙하제품을 불꽃 및 소화시험을 통해 관찰 한다 4. 온도시험 (test no.4) 이 시험의 목적은, 온도의 상승시에 폐쇄부를 포함하여 연료탱크가 안전하게 견뎌낼 수 있는지의 여부를 결정하는 데 있다. 1) 고온에서도 연료탱크가 파손되지 않고 라이터를 안전하게 사용하는데 견뎌낼 수 있는지의 여부에 관한 정보를 제공하는 데 있다. 2) 장 치 ① 밀실 : 가스의 퇴적을 방지하는 환기장치가 부착된 것으로서, 35±2℃의 온도를 보존할 수 있는 것. ② 35±2℃이내에서 온도를 측정할 수 있는 것. ③ 가스라이터로는 경과시간 1분간에 가스의 누출이 측정되는 경우는 0.1mg 혹은 경과시간 10분간에 가스의 누출이 측정되는 경우는 1.0mg의 중량을 읽어낼 수 있는 장치라야 한다. 3) 순 서 ① 밀실의 온도를 35±2℃로 안정시킬 것 ② 시료를 그 밀실 속에 4시간에 걸쳐 놓아둘 것. ③ 4시간 후에 시료를 꺼내 23±2℃에서 적어도 10시간을 안정시킬 것. ④ 온도가 안정된 후, 가스의 누출이 매분 15mg이상인지 아닌지를 중량으로 측정한다.
 장 치. ① 카페트 표면, 1.0m의 높이로 마크된 측정기. ② 가스라이터로는 경과시간 1분간으로 가스의 누출이 측정되는 것은 0.1mg 혹은 경과 시간 10분간으로 가스의 누출이. 측정되는 것은 1.0mg의 중량을 읽어낼 수 있는 장치라야 한다. 2) 순 서. ① 밑바닥이 하향으로 하여 카페트 표면에 1.0m의 높이에서 자유낙하 시킨다. ② 낙하제품을 불꽃 및 소화시험을 통해 관찰 한다. 4. 온도시험 (test no.4) 이 시험의 목적은, 온도의 상승시에 폐쇄부를 포함하여 연료탱크가 안전하게 견뎌낼 수 있는지의 여부를 결정하는 데 있다. 1) 고온에서도 연료탱크가 파손되지 않고 라이터를 안전하게 사용하는데 견뎌낼 수 있는지의 여부에 관한 정보를 제공하는 데 있다. 2) 장 치. ① 밀실 : 가스의 퇴적을 방지하는 환기장치가 부착된 것으로서, 35±2℃의 온도를 보존할 수 있는 것. ② 35±2℃이내에서 온도를 측정할 수 있는 것. ③ 가스라이터로는 경과시간 1분간에 가스의 누출이 측정되는 경우는 0.1mg 혹은 경과시간 10분간에 가스의 누출이. 측정되는 경우는 1.0mg의 중량을 읽어낼 수 있는 장치라야 한다. 3) 순 서. ① 밀실의 온도를 35±2℃로 안정시킬 것. ② 시료를 그 밀실 속에 4시간에 걸쳐 놓아둘 것. ③ 4시간 후에 시료를 꺼내 23±2℃에서 적어도 10시간을 안정시킬 것. ④ 온도가 안정된 후, 가스의 누출이 매분 15mg이상인지 아닌지를 중량으로 측정한다.")
73
5. 연속 연소시험 (test no.5) 이 시험의 목적은 라이터를 2분간 연속으로 연소시켰을 때에 위험한 상태가 되지 않는지의 여부를 시험하는 데 있다. 1) 장 치 불연성 재료로 만들어진 무풍상태의 작은 방. 2) 순서 ① 조정식 가스라이터는, 불꽃을 50mm든가 또는 50mm이하라면 그것을 조정할 수 있는 최대의 불꽃의 높이로 세트하고, ② 라이터를 23±2℃의 온도에서 최저 10시간 안정시킨다. ③ 가스의 방출이 수직으로 되는 버너밸브의 방향으로 시료를 착화하고, 2분간 연소시킨다. ④ 2분간의 계속적인 연소동안에 탱크의 파열, 균열, 밸브의 이탈등의 상태를 볼 수 있을 때는 불합격이다.
 순서. ① 조정식 가스라이터는, 불꽃을 50mm든가 또는 50mm이하라면 그것을 조정할 수 있는 최대의 불꽃의 높이로 세트하고, ② 라이터를 23±2℃의 온도에서 최저 10시간 안정시킨다. ③ 가스의 방출이 수직으로 되는 버너밸브의 방향으로 시료를 착화하고, 2분간 연소시킨다. ④ 2분간의 계속적인 연소동안에 탱크의 파열, 균열, 밸브의 이탈등의 상태를 볼 수 있을 때는 불합격이다.")
Similar presentations




 지원하려는 사업 명칭 사업계획서 작성양식.>")





. 고장률은 확률이 아니며 따라서 1 보다 커도 상관없다. 고장이 발생하기 쉬운 정도를 표시하는 척도. 일반으로 고장률은 순간고장률과 평균고장률을 사용하고 있지만.>")



 1. 품질의 통계적 관리 2. 통계적 공정관리 3. 샘플링검사>")




 2004. 02. 15 퍼스널 오라클 9i 인스톨.>")