Download presentation
Presentation is loading. Please wait.

1
※ 전단 금형 1. 전단 과정과 절단면 형상 1) 소성 변형기 (Plastic deformation) 가. 전단 과정
재료의 전단은 다음의 소성변형기, 전단기, 파단기의 3단계 과정으로 이루어진다. 1) 소성 변형기 (Plastic deformation) 펀치가 재료에 닿으면서 재료의 탄성 한계를 넘어 소성 변형 (굽힘)이 시작된다.
 소성 변형기 (Plastic deformation) 펀치가 재료에 닿으면서 재료의 탄성 한계를 넘어 소성 변형 (굽힘)이 시작된다.")
2
2) 전단기 (Penetration) → 3) 파단기 (Fracture)
펀치가 재료 속으로 더 침입하면 굽힘에 의한 눌림 후에 전단이 발생 3) 파단기 (Fracture) 전단변형이 진행됨에 따라 펀치, 다이 날 끝의 응력집중이 파단을 초래하고, 양날 끝에서의 균열이 서로 만나 소재가 분할
 파단기 (Fracture) 전단변형이 진행됨에 따라 펀치, 다이 날 끝의 응력집중이 파단을 초래하고, 양날 끝에서의 균열이 서로 만나 소재가 분할.")
3
나. 전단면 형상 전단과정을 거쳐 절단 분리된 블랭크의 전단면은, 처짐, 전단면, 파단면, 버(Burr)로 분류
처짐(shear droop) : 펀치가 가공재의 표면을 침입할 때 나타나며 재료 두께의 10~20%를 차지함 (틈새를 작게하면 그 양을 줄일 수 있다) (2) 전단면(shearing surface) : 가공제품의 전단면은 곱고 면에 대하여 직각을 이룰수록 좋으므로 전단면은 넓은 것이 바람직하며, 보통 재료 두께의 25~50%를 차지함. (3) 파단면(surface) : 인장 파단된 부분으로 미소한 요철이 심하며, 파단면의 크기는 클리어런스가 크면 커지고 연한 재료보다 경한 재료가 더 크다. (4) 버(burr) : 일반적으로 판두께의 10% 이하로 규제하는 조건이 적용되며, 날끝의 무딘 정도와 소재의 연성에 비례하여 버 높이가 커지고 이 값이 금형 수정 시기의 판단 척도가 됨
 : 펀치가 가공재의 표면을 침입할 때 나타나며. 재료 두께의 10~20%를 차지함 (틈새를 작게하면 그 양을 줄일 수 있다) (2) 전단면(shearing surface) : 가공제품의 전단면은 곱고 면에 대하여 직각을 이룰수록. 좋으므로 전단면은 넓은 것이 바람직하며, 보통 재료 두께의 25~50%를 차지함. (3) 파단면(surface) : 인장 파단된 부분으로 미소한 요철이 심하며, 파단면의 크기는. 클리어런스가 크면 커지고 연한 재료보다 경한 재료가 더 크다. (4) 버(burr) : 일반적으로 판두께의 10% 이하로 규제하는 조건이 적용되며, 날끝의 무딘. 정도와 소재의 연성에 비례하여 버 높이가 커지고 이 값이 금형 수정 시기의 판단 척도가 됨.")
4
나. 전단면 형상 절단면의 구성→

5
나. 전단면 형상 (가) 버의 방향 순차이송금형(progressive) : 피어싱(Piercing)된 구멍과 블랭킹(Blanking)된 외곽선에 발생하는 버(Burr)의 방향은 서로 반대 복합금형 (compound die) : 블랭킹(Blanking)과 피어싱(Piercing)의 버(Burr) 방향이 같다.
 : 블랭킹(Blanking)과 피어싱(Piercing)의 버(Burr) 방향이 같다.")
6
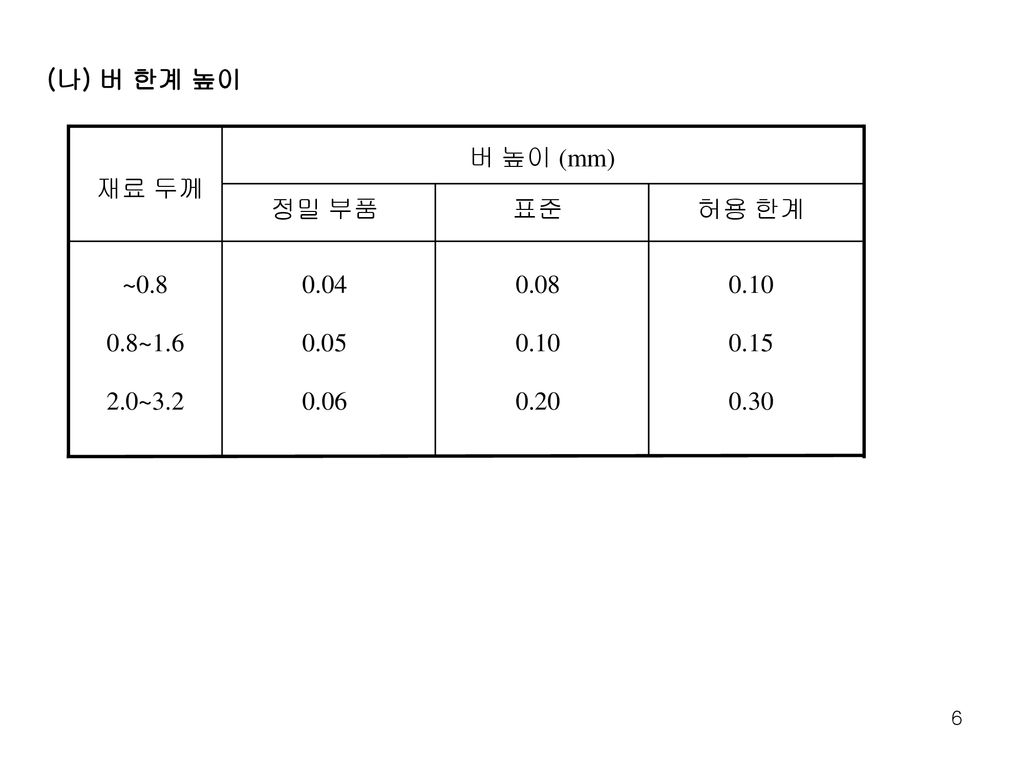
(나) 버 한계 높이 재료 두께 버 높이 (mm) 정밀 부품 표준 허용 한계 0.04 0.05 0.06 ~0.8 0.8~1.6 2.0~3.2 0.08 0.10 0.20 0.15 0.30
7
2. 클리어런스 (clearance) 1) 정의 펀치와 다이 사이의 편측 갭량을 나타내는 것으로 재료 두께의 상대적인 %로 표시 한다. 예를 들면 1mm 두께 강판의 틈새 10%라면 틈새는 0.1mm가 됨 원형 블랭킹의 경우 다이직경 = 펀치직경 + 2 x 틈새 전단하중, 전단 작업량, 단면의 형상에 큰 영향을 준다.

8
가. 클리어런스와 절단면 형상 a) 틈새 과소인 경우 : 2차 전단면(secondary shear)이 발생
틈새에 따른 균열 발생 형태 b) 틈새에 따른 절단면 형상
 틈새에 따른 절단면 형상.")
9
틈새가 클수록 눌림면(처짐)과 버(burr)는 증가하고, 파단면은 감소한다.
c) 절단면 구성비 비교 틈새가 클수록 눌림면(처짐)과 버(burr)는 증가하고, 파단면은 감소한다. 틈새에 따른 절단면 구성
 절단면 구성비 비교. 틈새가 클수록 눌림면(처짐)과 버(burr)는 증가하고, 파단면은 감소한다. 틈새에 따른 절단면 구성.")
10
클리어런스와 절단면 형상 각종 타입의 클리어런스 표준

11
나. 클리어런스의 결정 블랭킹 경우 : 펀치에 클리어런스 적용 (블랭킹된 제품은 다이의 치수와 외형이 동일함)
2) 피어싱 경우 : 다이(die)에 클리어런스 적용 (제품의 구멍치수는 펀치 치수와 동일함) 클리어런스의 크기 식 D : 다이의 직경(mm) d : 펀치의 작경(mm) t : 가공소재의 두께(mm) C : 클리어런스(%)
 피어싱 경우 : 다이(die)에 클리어런스 적용. (제품의 구멍치수는 펀치 치수와 동일함) 클리어런스의 크기 식. D : 다이의 직경(mm) d : 펀치의 작경(mm) t : 가공소재의 두께(mm) C : 클리어런스(%)")
12
클리어런스 실용치 단위 [c/t(%) 편측 클리어런스]
재질 정밀 블랭킹 또는 극박판 일반 블랭킹 또는 박판, 중후판 금속 비금속 순 철 연 강 고 탄 소 강 규소강판(T급) 규소강판(B급) 스테인리스강 구 리 황 동 인 청 동 양 은 알루미늄 (연질) 알루미늄ㆍ알루미늄 합금(경질) 아연ㆍ납 퍼 멀 로 이 에보나이트 셀룰로이드 베이클라이트 종이 ㆍ천 2~4 2~5 4~8 5~6 4~5 3~6 1~3 1~4 2~5 2~5 1~3 2~5 1~3 2~4 4~8 5~10 8~13 7~12 6~10 7~11 3~7 4~9 5~10 5~10 4~8 6~10 4~6 5~8 1~3 ㆍ두께가 클수록, 정밀도가 낮을수록 큰 값을 선택한다. ㆍ아주 두꺼운 소재는 10~20% 범위에서 선택하는 것이 바람직하다.
![클리어런스 실용치 단위 [c/t(%) 편측 클리어런스]](http://slidesplayer.org/slide/15135157/91/images/12/%ED%81%B4%EB%A6%AC%EC%96%B4%EB%9F%B0%EC%8A%A4+%EC%8B%A4%EC%9A%A9%EC%B9%98+%EB%8B%A8%EC%9C%84+%5Bc%2Ft%28%25%29+%ED%8E%B8%EC%B8%A1+%ED%81%B4%EB%A6%AC%EC%96%B4%EB%9F%B0%EC%8A%A4%5D.jpg "재질. 정밀 블랭킹 또는 극박판. 일반 블랭킹 또는 박판, 중후판. 금속. 비금속. 순 철 연 강 고 탄 소 강 규소강판(T급) 규소강판(B급) 스테인리스강 구 리 황 동 인 청 동 양 은 알루미늄 (연질) 알루미늄ㆍ알루미늄 합금(경질) 아연ㆍ납 퍼 멀 로 이. 에보나이트 셀룰로이드 베이클라이트. 종이 ㆍ천. 2~4 2~5 4~8 5~6 4~5 3~6 1~3 1~4 2~5 2~5 1~3 2~5 1~3 2~4. 4~8 5~10 8~13 7~12 6~10 7~11 3~7 4~9 5~10 5~10 4~8 6~10 4~6 5~8. 1~3. ㆍ두께가 클수록, 정밀도가 낮을수록 큰 값을 선택한다. ㆍ아주 두꺼운 소재는 10~20% 범위에서 선택하는 것이 바람직하다.")
13
4) 전단 하중 - 변위 선도 가) 절단위치별 하중 분포
절단면 위치에 따른 하중 변화는 주로 파단이 시작될 때 최대 하중을 표시하고, 파단 후의 하중선도는 재질의 연성, 틈새에 따라 다양한 경사를 나타냄. → 연성이 작은 재료의 하중-변위 그래프를 나타내는 것으로 파단 후에는 하중이 거의 작용되지 않음을 알 수 있다.

14
5) 재질, 틈새에 따른 하중 곡선의 변화 구분 재질 틈새 a b c d 취성 재료 연성 재료 〃 〃 적정 적음 적정 과대
 재질, 틈새에 따른 하중 곡선의 변화 구분 재질 틈새 a b c d 취성 재료 연성 재료 〃 〃 적정 적음 적정 과대")
15
6) 전단 저항 비교 틈새에 따른 전단력(전단저항) 변화 ㆍ틈새가 증가할수록 전단 저항이 감소한다. ㆍ고정식 스트리퍼판을 사용하면 전단 저항이 감소한다. ㆍ공구각이 감소하면 전단 저항은 감소하지만 공구의 마모가 촉진된다.

16
7) 틈새에 따른 만곡 (dish shape) 현상
ㆍ틈새가 증가될수록 양단 지지의 고정식 스트리퍼판을 쓸수록 곡률이 증가되어 만곡 현상이 커진다.

17
다. 클리어런스의 영향 1) 클리어런스가 작을 경우 2) 클리어런스가 클 경우
제품의 정도가 향상되며 뒤틀림(camber)현상이 적어진다. 제품의 전단면이 커지며 깨끗한 가공이 된다. 전단날에 큰 하중이 작용하므로 마모가 심하다. 제품 또는 소재가 펀치에 부착되어 상승하므로 이를 빼는 힘(stripping force) 이 커진다. 2차 전단 현상이 일어나게 되어 펀치가 두 번 전단을 하므로 전단력이 커지고 따라서 프레스에 부담을 주게 되어 프레스가 파손될 우려가 있다. 2) 클리어런스가 클 경우 전단력이 작아지므로 금형의 파손이 적다. 전단날에 작용하는 하중이 작으므로 마모가 적다. 제품의 뒤틀림 현상이 커지며, 정도가 높은 제품이 요구될 경우는 불량품이 됨 제품의 뒤틀림 현상이 제자리로 돌아가지 못한다. 파단면의 각도는 클리어런스가 클수록 커진다.
현상이 적어진다. 제품의 전단면이 커지며 깨끗한 가공이 된다. 전단날에 큰 하중이 작용하므로 마모가 심하다. 제품 또는 소재가 펀치에 부착되어 상승하므로 이를 빼는 힘(stripping force) 이 커진다. 2차 전단 현상이 일어나게 되어 펀치가 두 번 전단을 하므로 전단력이 커지고. 따라서 프레스에 부담을 주게 되어 프레스가 파손될 우려가 있다. 2) 클리어런스가 클 경우. 전단력이 작아지므로 금형의 파손이 적다. 전단날에 작용하는 하중이 작으므로 마모가 적다. 제품의 뒤틀림 현상이 커지며, 정도가 높은 제품이 요구될 경우는 불량품이 됨. 제품의 뒤틀림 현상이 제자리로 돌아가지 못한다. 파단면의 각도는 클리어런스가 클수록 커진다.")
18
3. 전단각 (shear angular) 펀치 또는 다이의 절삭날에 각도를 준 것을 전단각이라 함.
펀치에 전단각을 주면 휘어진 블랭크를 얻게 되므로, 블랭킹 가공에는 사용할 수 없고 피어싱 가공에 사용 다이 및 펀치의 전단각

19
3. 전단각 (shear angular) 펀치 다이 제품
전단각의 크기 : 제품 및 재질에 따라서 다르나 일반적으로 12˚ 이하로 사용. 전단각을 주는 목적 : 전단력을 감소시키기 위함. 전단하중의 최소 : α 또는 H가 클수록 전단하중은 감소하고, 클리어런스 13~14%에서 전단하중 최소 순차이송금형 : 보통 블랭크 두께의 1/2~1/3정도로 하는 것이 보통 일반적인 전단각의 높이 (H)는 다음 식으로 정한다. 1) 두꺼운 소재일 때 : H = t 2) 얇은 소재일 때 : H = 2t 제품 다이 펀치
는 다음 식으로 정한다. 1) 두꺼운 소재일 때 : H = t. 2) 얇은 소재일 때 : H = 2t. 제품. 다이. 펀치.")
20
4. 전단력과 일량 제품을 가공하기 위하여 얼마의 힘이 필요한가를 알아야만 금형의 각 부품을 설계할 수 있으며, 제품의 가공을 위한 프레스의 용량을 선정 가. 전단력 어떤 제품의 전단작업에 필요한 힘은 전단면의 면적과 재료의 전단강도에 따라 결정 1) 전단 하중의 계산 가) 전단 하중 = 전단 면적 X 전단 강도 = 전단 윤곽 길이 X 소재 두께 X 전단 강도
 전단 하중의 계산. 가) 전단 하중 = 전단 면적 X 전단 강도 = 전단 윤곽 길이 X 소재 두께 X 전단 강도.")
21
전단력을 구하는 공식 Ρ=Κ* l * t *τ(kgf) (1) 시어각이 있는 경우 제품 도면
P : 전단력 (kgf) l : 전단선의 길이 (mm) t : 소재의 두께(mm) τ : 재료의 전단강도(kgf/㎟) Κ : 보정계수(시어각에 따른 보정계수 H=t일때 Κ = 0.4~0.6, H = 2t, Κ’ = 0.2~0.4 제품 도면
 l : 전단선의 길이 (mm) t : 소재의 두께(mm) τ : 재료의 전단강도(kgf/㎟) Κ : 보정계수(시어각에 따른 보정계수. H=t일때 Κ = 0.4~0.6, H = 2t, Κ’ = 0.2~0.4. 제품 도면.")
22
(2) 시어각이 없는 경우 Ρ=Κs * l * t (kgf) P : 블랭킹에 필요한 힘 (kgf)
l : 전단 윤곽의 전장 (mm) t : 소재의 두께(mm) Κs : 전단강도 (kgf/㎟) 전단력을 계산하여 사용 프레스 지정할 경우 : 최저 20~30%의 여유를 둔다. 전단력의 크기가 프레스 능력의 50%를 초과 : 금형의 전단각을 검토한다. 전단력에 스트리퍼(stripper) 압력을 추가 : 10~20%를 추가한다.
 t : 소재의 두께(mm) Κs : 전단강도 (kgf/㎟) 전단력을 계산하여 사용 프레스 지정할 경우 : 최저 20~30%의 여유를 둔다. 전단력의 크기가 프레스 능력의 50%를 초과 : 금형의 전단각을 검토한다. 전단력에 스트리퍼(stripper) 압력을 추가 : 10~20%를 추가한다.")
23
납 주 석 알루미늄 듀랄루민 아 연 구 리 황 동 청 동 양 은
재료 납 주 석 알루미늄 듀랄루민 아 연 구 리 황 동 청 동 양 은 전단저항 (kgf/mm2) 인장강도 (kgf/mm2) 연질 경질 2~3 3~4 7~ ~22 22~30 32~40 28~36 - - 13~ ~30 35~40 40~60 45~56 - - 17~ ~40 40~60 50~75 55~76 2.5~4 4~5 8~ ~28 28~35 40~50 35~45 (3) 전단 강도의 예측 ㆍ알루미늄 합금 : 인장강도의 50~80% 선택 ㆍ저탄소강 : 인장 강도의 70~80% 선택 재료 철 판 디프드로잉용 강판 강 철 판 강철 0.1%C 강철 0.2%C 강철 0.3%C 강철 0.4%C 강철 0.6%C 강철 0.8%C 강철 1.0%C 규소강판 스테인리스 강판 니 켈 전단저항 (kgf/mm2) 인장강도 (kgf/mm2) 연질 경질 32 30~35 45~ - 32~ ~70 44~50 ~ ~ ~63 각종 재료의 전단강도 및 인장강도
 인장강도 (kgf/mm2) 연질. 경질. 2~3 3~4 7~ ~22 22~30 32~40 28~ ~ ~30 35~40 40~60 45~ ~ ~40 40~60 50~75 55~ ~4 4~5 8~ ~28 28~35 40~50 35~45. (3) 전단 강도의 예측. ㆍ알루미늄 합금 : 인장강도의 50~80% 선택. ㆍ저탄소강 : 인장 강도의 70~80% 선택. 재료. 철 판 디프드로잉용 강판 강 철 판 강철 0.1%C 강철 0.2%C 강철 0.3%C 강철 0.4%C 강철 0.6%C 강철 0.8%C 강철 1.0%C 규소강판 스테인리스 강판 니 켈. 전단저항 (kgf/mm2) 인장강도 (kgf/mm2) 연질. 경질 ~35 45~ ~ ~70 44~ ~ ~ ~63. 각종 재료의 전단강도 및 인장강도.")
24
(4) 측방력 (Side thrust) ㆍ전단 가공시 틈새에 의한 측방향 하중 발생 ㆍ전단선 윤곽 폐곡선(Closed line cut) : 평형유지 개곡선(Open line cut) : 측방력 발생 ⇒ back up 장치 필요 ㆍ Cut-off, notching, flanging 등에 적용 ㆍ 일반적으로 측방력(F1) = (0.08~0.15)P ㆍ 틈새 3% 일때의 F1= k*P에서 k값 강판 : 0.28~ 규소강판 : 황동 : 순수 알루미늄 : 0.08 측방력 발생의 금형설계 대책
 : 평형유지 - 개곡선(Open line cut) : 측방력 발생 ⇒ back up 장치 필요 ㆍ Cut-off, notching, flanging 등에 적용 ㆍ 일반적으로 측방력(F1) = (0.08~0.15)P. ㆍ 틈새 3% 일때의 F1= k*P에서 k값 - 강판 : 0.28~ 규소강판 : 황동 : 순수 알루미늄 : 측방력 발생의 금형설계 대책.")
25
(5) 스트리핑력 (Stripping force)
1) 발생 원인 ㆍ전단 초기의 눌림에 의한 스프링 백 현상 ㆍ측방력에 의한 냉간 압접 현상의 발생 2) 스트리핑력 (F2) ㆍ재질이 강하고 얇을수록 스트리핑력이 적어진다. ㆍ일반적으로 F2 = (0.025~0.2)P 또는 = 0.1P 제품의 평면도가 중요할 때 F2 = (0.3~0.4)P 금형치수와 제품치수 관계
 발생 원인. ㆍ전단 초기의 눌림에 의한 스프링 백 현상 ㆍ측방력에 의한 냉간 압접 현상의 발생. 2) 스트리핑력 (F2) ㆍ재질이 강하고 얇을수록 스트리핑력이 적어진다. ㆍ일반적으로 F2 = (0.025~0.2)P 또는 = 0.1P 제품의 평면도가 중요할 때 F2 = (0.3~0.4)P. 금형치수와 제품치수 관계.")
26
나. 일량 프레스의 알맞은 크기를 선택하기 위해서는 먼저 전단력(P)를 알아야 하고, 일량(E)를 계산하여 필요한 프레스의 크기 및 종류를 선택해야 한다. 각종 재료의일량보정계수

27
5. 펀치와 다이의 날 맞춤 가. 시그네스 테이프를 이용한 방법 나. 광선을 이용하는 방법
프레스 금형을 조립할 대 다이 날끝의 센터가 일치하지 않으면 적정 클리어런스라고 말할 수 없으며, 클리어런스가 적은 부분은 수명이 짧게 된다. 가. 시그네스 테이프를 이용한 방법 나. 광선을 이용하는 방법

28
다. 끼워 맞추기를 쓰는 방법

Similar presentations





 크리에이티브 커먼즈 저작자표시-비영리-동일조건변경허락 3.0 Unported 라이선스에 따라 이용할 수 있습니다.>")




 소재가 평면응력상태에 놓였을 때(σ3=0), 최대전단응력조건과 전단변형에너지 조건은σ1 – σ2 평면에서 각각 어떤 식으로 표시되는가? (2) σ1 =σ2인 등이축인장에서 σ = Kεn로 주어지는 재료의 네킹시 변형율을 구하라.>")
 피로와 크리프 (2) 잔류응력 (3) 삼축응력과 항복조건 (4) 변형일과 열의 발생>")


 전북대 TIC R&D사업단 선행기술팀 2014. 05. 27.>")
>")
 선삭(turning) 드릴링(drilling) 밀링(milling) 기어절삭(hobbing) 곡면절삭>")


