제6장 부피성형가공 - (3) 압출
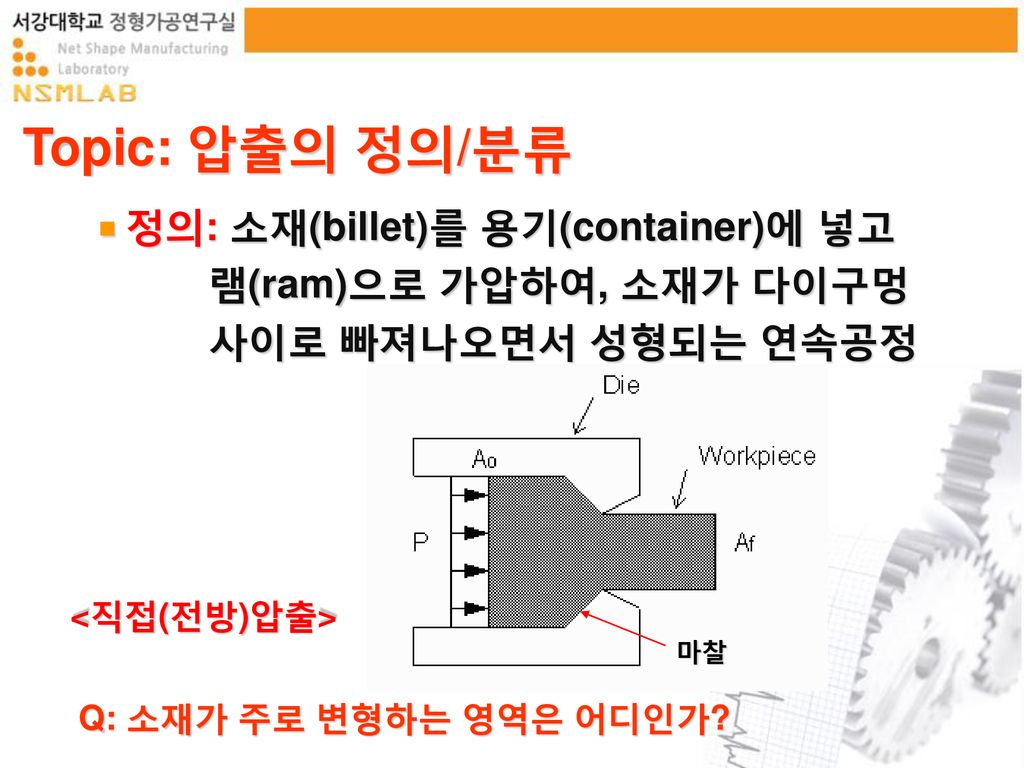
Topic: 압출의 정의/분류 정의: 소재(billet)를 용기(container)에 넣고 램(ram)으로 가압하여, 소재가 다이구멍 사이로 빠져나오면서 성형되는 연속공정 <직접(전방)압출> 마찰 Q: 소재가 주로 변형하는 영역은 어디인가?
특징: 압축응력이 주가 됨. 높은 성형성. 분류1: 직접, 간접, 정수압, 충격 분류2: 열간압출, 냉간압출(=냉간단조) (* Chevron crack-압출결함) 분류1: 직접, 간접, 정수압, 충격 분류2: 열간압출, 냉간압출(=냉간단조) <간접(후방)압출> <정수압압출>
<충격압출>
Types of Extrusion FIGURE 6.47 Types of extrusion: (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
Extruded Products FIGURE 6.48 (a)-(c) Examples of extrusions and products made by sectioning them. Source: Kaiser Aluminum. (d) Examples of extruded cross-sections. Source: (d) Courtesy of Plymouth Extruded Shapes.
<압출가능한 단면>
빌렛 (소재) 컨테이너 압출다이
<압출의 효율>
문제: (주)KCC는 압출공정을 통해 직경이 6인치인 알루미늄봉을 직경 2인치로 만들기 위해 압출기를 선정하려고 한다 문제: (주)KCC는 압출공정을 통해 직경이 6인치인 알루미늄봉을 직경 2인치로 만들기 위해 압출기를 선정하려고 한다. 과잉일은 이상변형일의 40%, 마찰일은 변형일의 25%로 가정할 때 예상되는 압출하중은 얼마인가? 소재는 유동응력이 인 알루미늄 1100-O이다.
Topic: 압출이론 다이반각 a •압출비 변형률 직각다이-데드영역
•압출압력 (1) 이상변형시 >> 공급에너지=이상변형에너지 (2) 마찰고려(과잉변형 무시) 단위부피당 에너지 (2) 마찰고려(과잉변형 무시) (3) 마찰, 과잉변형을 고려하는 경우 Extrusion pressure with 45° dead-metal zone: Q: 압출압력과 단위부피당 소요에너지의 관계는?
소재유동 압출하중의 구성
압출하중과 행정
Topic: 압출결함 파이프 결함 표면균열 중심부 균열 (Chevron crack) Q: 파이프결함이 언제 생기기 시작하는가?
<압출제품 (1)>
<압출제품 (2)>
냉간압출 = 냉간단조
Impact Extrusion FIGURE 6.55 (a)-(b) Schematic illustration of the impact-extrusion process. The extruded parts are stripped using a stripper plate, as otherwise they may stick to the punch. (c) Two examples of products made by impact extrusion. Collapsible tubes can be produced by impact extrusion, referred to as the Hooker process.
Tube Extrusion FIGURE 6.58 Extrusion of a seamless tube. (a) Using an internal mandrel that moves independently of the ram. An alternative arrangement has the mandrel integral with the ram. (b) Using a spider die (see Fig. 6.59c) to produce seamless tubing.
Extrusion of Hollow Shapes FIGURE 6.59 (a) An extruded 6063-T6 aluminum ladder lock for aluminum extension ladders. This part is 8 mm (5/16 in.) thick and is sawed from the extrusion, as also shown in Fig. 6.48a. (b)-(d) Components of various types of dies for extruding intricate hollow shapes. Source: After K. Laue and H. Stenger
<압출기>