Download presentation
Presentation is loading. Please wait.

1
토크렌치 비교 ㈜한국자동화기술

2
목 차 1. 회사소개 2. 비교배경 3. 토크렌치 분류 4. CLICK 타입 5. BREAKER 타입 6. SLIP 타입 7. 품질 이력 관리용 토크 렌치 8. 토크 렌치 기술 규격

3
1. 회사소개 ㈜한국자동화기술은 BOSCH PRODUCTIONTOOLS ( 독일 ), TORQUELEADER ( 영국 ), GEDORE ( 독일 ) 등의 국내 에이전트 입 니다. 현대. 기아자동차, GM 대우, 르노삼성, 현대모비스, 삼성 등의 유수의 업체와 지속적으로 토크 및 공구 관련 세미나를 개최하고 있으며, 다양한 솔루션을 국내 업체들에게 제공하고 있습니다.

4
2. 비교이유 기계적인 볼트는 자동차. 기계. 항공. 선박. 철도. 자동화 등 산업 전반에서 필요한 중요한 구성부품입니다. 부적합한 사용이나 잘못된 공정은 완성된 제품에 결함을 유발시키는 위 험한 요소입니다. 볼트의 올바른 체결을 위하여 여러 가지 방법이 사용되고 있습니다. 이번 세미나에서는 여러 가지의 체결 법 중 하나인 토크렌치를 이용한 토크 제어 체결 ( Torque control tightening ) 방법에 대해서 각 토크렌치 를 비교 분석해 보고자 한다.
 방법에 대해서 각 토크렌치 를 비교 분석해 보고자 한다..")
5
작업용 토크렌치 분류. - CLICK TYPE. - BREAKE TYPE. - SLIP TYPE. 3. 작업용 토크렌치

6
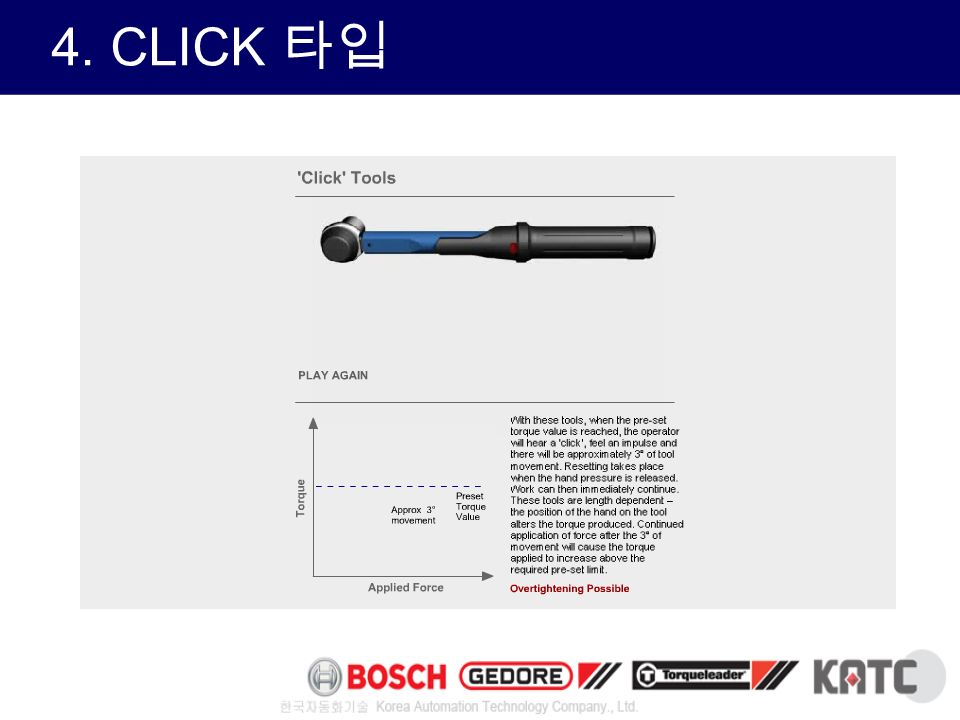
4. CLICK 타입

8
CLICK TYPE 특징 CLICK TYPE 의 토크렌치는 미리 지정된 토크로 볼트를 체결하는 작업 에 사용됩니다. 정확도 (Accuracy) 는 +/- 3~6% 입니다. ( 제조사별 상이 ) 지정된 토크에 도달하면 “CLICK” 사운드와 미세한 충격량이 작업자에 게 전달됩니다. 지정된 토크 도달 후 3° 의 공회전 구간이 주어집니다. 토크범위 0.05 ~ 300 kgf.m ( 제조사별 상이 ) 4. CLICK 타입
 는 +/- 3~6% 입니다. ( 제조사별 상이 ) 지정된 토크에 도달하면 CLICK 사운드와 미세한 충격량이 작업자에 게 전달됩니다. 지정된 토크 도달 후 3° 의 공회전 구간이 주어집니다. 토크범위 0.05 ~ 300 kgf.m ( 제조사별 상이 ) 4. CLICK 타입.")
9
CLICK TYPE 장점 가장 보편적으로 사용 되고 있으며, 작업자에게 가장 익숙한 토크렌치 입니다. 4. CLICK 타입

10
CLICK TYPE 단점 (1) OVER TORQUE 가능성 아주 높음. 현실적으로 작업자가 3° 이내에 인지하고 멈춘다는 것 은 불가능함 작업자의 skill 에 따른 최종 토크 값의 편차가 심함. 잡는 위치, 잡는 방법에 따른 체결 토크값 편차 발생 ( 중요 ) 4. CLICK 타입
 4. CLICK 타입.")
11
CLICK TYPE 단점 (2) 현실적으로 작업자가 3° 이내에 인지하고 멈춘다는 것 은 불가능함. 4. CLICK 타입
 현실적으로 작업자가 3° 이내에 인지하고 멈춘다는 것 은 불가능함. 4. CLICK 타입")
12
CLICK TYPE 단점 (2) FORCE Kgf.m + 2.0 kgf.m 1.7 kgf.m
 FORCE Kgf.m kgf.m 1.7 kgf.m")
13
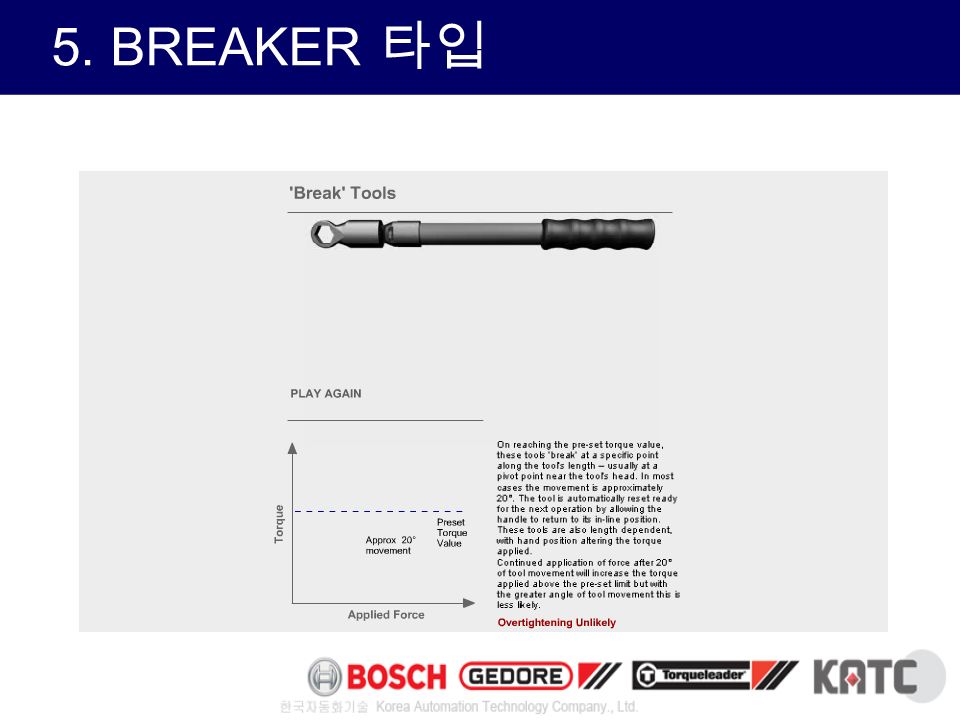
5. BREAKER 타입

15
BREAKER TYPE 특징 BREAK TYPE 의 토크렌치는 미리 정해진 토크로 볼트를 체결하는 작 업을 수행하게 됩니다. 정확도 (Accuracy) 는 +/- 4~6% 입니다. 지정된 토크에 도달하면 PIVOT JOINT ( 회전 관절 ) 기준으로 20° 의 공 회전 구간이 주어지며 재 작업을 위한 자동 리셋 기능을 지원합니다. 토크범위 0.02 ~ 20 kgf.m
 는 +/- 4~6% 입니다. 지정된 토크에 도달하면 PIVOT JOINT ( 회전 관절 ) 기준으로 20° 의 공 회전 구간이 주어지며 재 작업을 위한 자동 리셋 기능을 지원합니다. 토크범위 0.02 ~ 20 kgf.m.")
16
5. BREAKER 타입 BREAKER TYPE 장점 정해진 토크에 도달 후 PIVOT JOINT ( 회전 관절 ) 기준으로 20° 의 공회 전 구간이 주어지므로, 작업자는 토크렌치 작업 중단 시점을 쉽게 인지 할 수 있습니다. OVER TORQUE 가능성이 낮음.
 기준으로 20° 의 공회 전 구간이 주어지므로, 작업자는 토크렌치 작업 중단 시점을 쉽게 인지 할 수 있습니다. OVER TORQUE 가능성이 낮음..")
17
5. BREAKER 타입 BREAKER TYPE 단점 OVER TORQUE 가능성 존재. 작업자가 20° 이상 작동 시 OVER TORQUE 발생. 클릭 타입의 익숙한 작업자의 이질감 발생 잡는 위치, 잡는 방법에 따른 체결 토크 값 편차 발생 ( 중요 )
.")
18
5. BREAKER 타입 BREAKER TYPE 단점 작업자가 20° 이상 작동 시 OVER TORQUE 발생.

19
6. SLIP 타입

21
SLIP TYPE 특징 SLIP TYPE 의 토크렌치는 미리 정해진 토크로 볼트를 체결하는 작업을 수행하게 됩니다. 정확도 (Accuracy) 는 +/- 4~6% 입니다. 지정된 토크에 도달하면 “CLICK” 사운드와 함께 72° 간 슬립을 하게 됩 니다.
 는 +/- 4~6% 입니다. 지정된 토크에 도달하면 CLICK 사운드와 함께 72° 간 슬립을 하게 됩 니다..")
22
6. SLIP 타입 SLIP TYPE 장점 (1) 세팅 토크 -> 슬립 72 ° -> 세팅 토크 -> 슬립 72 ° 이런 과정의 반복으로 인하여 어느 작업자가 작업을 하여도 목표 치에 맞는 작업 수행이 가능 함. OVER TORQUE 가능성 ZERO. 잡는 위치, 잡는 방법에 따른 체결 토크값 편차 발생 하지 않음 ( 중요 )
 세팅 토크 -> 슬립 72 ° -> 세팅 토크 -> 슬립 72 ° 이런 과정의 반복으로 인하여 어느 작업자가 작업을 하여도 목표 치에 맞는 작업 수행이 가능 함. OVER TORQUE 가능성 ZERO. 잡는 위치, 잡는 방법에 따른 체결 토크값 편차 발생 하지 않음 ( 중요 ).")
23
6. SLIP 타입 SLIP TYPE 장점 (2)
")
24
6. SLIP 타입 SLIP TYPE 단점 클릭 타입의 익숙한 작업자의 이질감 발생

25
7. 토크 품질 이력 관리 토크 렌치 유선 토크 렌치 PLC 를 이용하여 생산 라인 시스템과 연계 가능 6m 의 케이블 제공 Single Delay Unit (SDU)
")
26
7. 토크 품질 이력 관리 토크 렌치 무선 토크 렌치 PLC 를 이용하여 생산 라인 시스템과 TALS-2 Core System 연계 가능 하나의 컨트롤러도 4 개의 공구 제어 수신기를 기준으로 반경 5m 통신 433MHz 의 사용으로 통신이 안정적 이다 TALS-2 Core System

27
8. 토크 렌치 기술 규격 ISO 6789:2003 국제 Torque Tool 기준 ► 공구의 작업 범위는 스펙의 20 - 100%. ► 토크 스크류 드라이버의 정도는 +/- 6%. ►1.0 kgf.m 이하에서 토크렌치의 정도는 +/- 4%. ►1.0 kgf.m 이상에서 토크렌치의 정도는 +/- 6%. ► 공구의 내구성은 스펙의 125% 까지 유지. ►+/- 1% 이하의 검 교정 장비로 공구점검.

Similar presentations


 동부제강㈜. 본 자료는 외부감사인의 회계감사가 진행중인 상태에서 작성된 것으로 일부 내용은 회계감사 과정에서 변경될 수 있습니다.>")
 이 즈 회사소개서 ( 외주 임가공 전문업체 ) ( 주 ) 이 즈 회사소개서 ( 외주 임가공 전문업체 )>")
RACK 2)UPS 3)P D U 장치 4)Server Group 5)KVM Switch 7)UPS 를 위한 HUB 6) RACK Monitor.>")
 구매사양서 문의처변상섭 책임연구원 (NCNT) 연락처 054-279-0234, 010-9339-8369.>")
 지원하려는 사업 명칭 사업계획서 작성양식.>")






 품번 현황 순 위 품 번 (13.1VER) 품 번 (14.1VER) 사 양>")


>")



