Download presentation
1
Ch. 6 Shaping and compaction

2
Outline Introduction Injection Molding
Other Binder Assisted Processing Phenomenology of Compaction Conventional Compaction Theoretical Basis Parametric Relations Influence of Material and Powder Characteristics Compaction technology Summary on Shaping and Compaction

3
Introduction Powder metallurgy : 최종제품의 높은 밀도
Powder densification을 위한 세가지 방안 ① sinter densify a low density preform(소결) ② press to a high density followed by sintering(가압) ③ simultaneously press and sinter using a full density technique (소결 + 가압) compaction : shape dimensional control eliminate porosity green strength
 ② press to a high density followed by sintering(가압) ③ simultaneously press and sinter using a full density technique. (소결 + 가압) compaction : shape. dimensional control. eliminate porosity. green strength.")
4
■ Injection Molding - Basic Process Description 복잡한 형상의 제품 제조 가능
분말과 결합체를 혼합한 후 작은 알갱이 모양의 형태로 제조 Injection molding에 의해 성형 Solvent에 의해 1차적인 바인더 제거 열처리에 의해 바인더 제거 및 예비소결

5
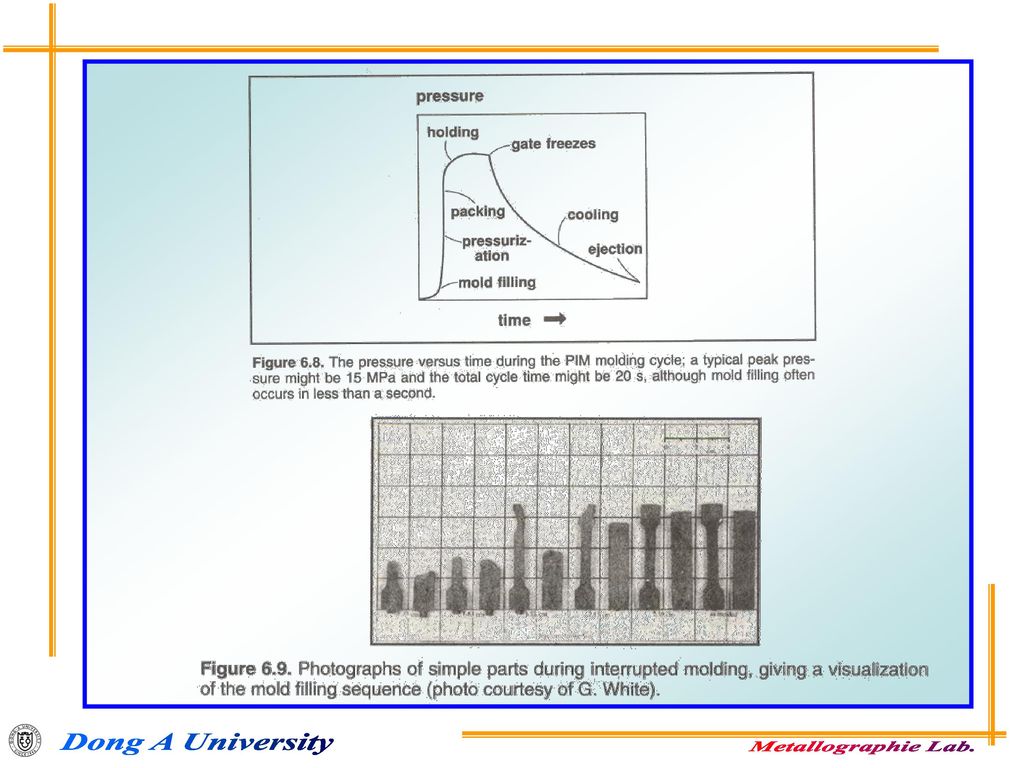
공급원료를 screw에 의해 교반 노즐을 통해 die로 주입 온도는 바인더의 m.p온도로 유지하고 공급원료가 die에 완전히 채워짐 냉각이 완전히 될 때까지 압력도 유지

6
die에 노즐이 연결되고 클램프가 채워짐 공급원료를 die에 채우고 고압으로 유지 노즐을 분리하고 die로 부터 성형품을 분리 모터에 의해 혼합물의 균질성을 유지하고 압력에 의해 필요로 하는 형상의 die에 채움, 냉각 될 때까지 일정한 압력을 유지.

7
-Formulation of a Powder-Binder Mixture(파우더-바인더의 공식화)
점성: 유체의 흐름에 저항 따라서 점성이 높으면 성형하기 어렵다. 점성과 분말 부피 분율, 밀도와의 관계 밀도와 점성을 고려하여 분말 부피 분률을 결정 η= ηb (1-Φ/ Φc)-2
-2.")
8
온도가 낮을 수록 점성은 높고 성형하기 어렵다. 전단율이 증가하면 점성은 감소한다. 온도가 높고 전단율이 커야 한다.

9
- Shaping Process : 온도와 압력이 주요변수 nozzle로부터 screw에 의해 die에 공급원료를 충진
sprue, runner, gate를 통해 채워짐, 냉각되는 동안 점성은 증가 Molding하는 동안 유체의 저항이 증가. Die에 요구되는 압력이 증가. Molding하는 동안 더 큰 압력이 요구됨.

11
● Process Attributes ● Debinding Solvent에 담궈 녹이거나 열처리하여 바인더 제거.
바인더 제거 후 소결. ● Process Attributes - PIM 의 특징 : 복잡한 형상, 고효율, 낮은 비용

12
PIM 으로 제조된 복잡한 형상의 제품

13
► Other Binder Assisted Process
- Slurry Techniques 큰형상의 제품을 주로 제조한다. PIM은 구성물 자체가 소형이므로 큰형상의 제품 제조가 어렵다. 입자들은 바인더와 낮은 점성으로 분산 다공성 몰드에 파우더 -물-바인더 혼합물 충진 다공성 몰드의 기공에 바인더가 모세관 현상에 의해 흡수되고 혼합물의 점성은 증가 건조 후 성형품을 분리 슬립캐스팅의 장점 : 느리지만 장비가 저렴하고 큰 최종 성형품, 크기 제어 가능. 혼합물은 물과 계면활성제 또는 다른 바인더 시스템 등 다양. - 슬립캐스팅의 다른 종류 : Pressure filtration, freeze casting, centrifugal casting, tape casting

14
Extrusion : - PIM과 슬러리 법의 복합적인 방법
- 압출성형에 기초 - 압출성형은 긴 관이나 봉을 제조 가능.

15
► Phenomenology of Compaction
- The particles cannot be packed any closer together than approximately the tap density. → external pressure - Iinitial rate of densification : high → → decline (∵ particle work hardening)
")
16
► Phenomenology of Compaction
- coordinat’n number : no. of contacts per particle - extensive plastic deformation - spring back by relaxation of powder Extensive plastic deformation 1 step : Apparent density :low coordinat’n number 2 step : Rearrangement : 입자의 이동이 많은 시기 3 step : Decreasing porosity with the formation of new particle contacts : high coordination number 성형압력이 증가하면서 repacking과 변형이 일어나는걸 간략히 보여준다.

17
► Phenomenology of Compaction
Porosity decreases as the number of contacts and the contact area between particles increase 압력이 증가함에 따라 기공이 감소하고 분말간의 접촉 수와 면적이 증가

18
► Phenomenology of Compaction
low pressure : plastic flow is localized to particle contacts high pressure : homogeneous plastic flow spreads from the contacts and the entire particle becomes work hardened the large pores are eliminated first and the particle coordination number increases to further distribute the load. Repacking Point contacts Deformed faces, Work hardening Near full density 0.03MPa 이하

19
► Phenomenology of Compaction
성형을 하면서 원형의 입자가 밀도의 증가와 함께 접촉하고 있는 입자수가 증가함. - loose state coordination no. : 6~7 - high density coordination no. ≒ 14

20
Emergence of polyhedral shapes due to particle deformation
► Phenomenology of Compaction Full density compact Emergence of polyhedral shapes due to particle deformation

21
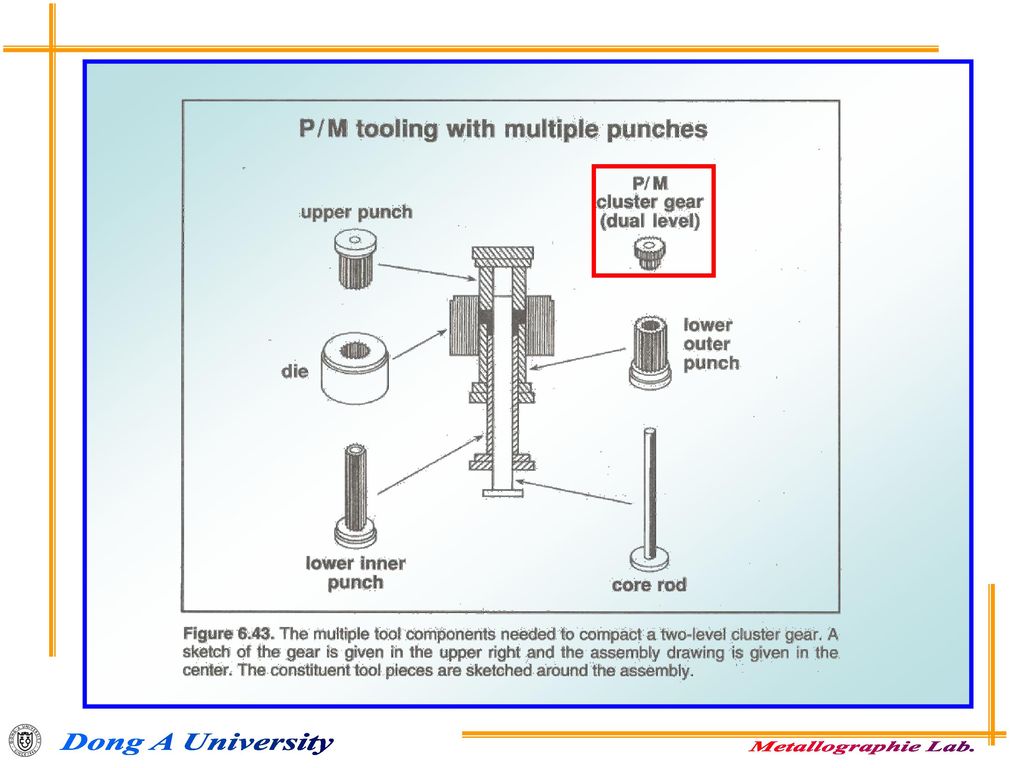
► Conventional Compaction
Uniaxial powder compaction The die gives lateral constraint to the powder Fill position predetermined amount of powder lubrication Stored elastic energy in the compact → die wear → lubrication ↑→ ejection force ↓ Max. stress

22
-Theoretical basis Particle bonding in the green state
Die wall friction with the powder is a main problem in uniaxial powder compaction. The friction decrease with depth in the powder bed. Compaction에서 고려사항 : - 성형에서 가장 문제가 되는 것은 다이벽과의 마찰력 - 분말 성형체는 압력, 밀도, 강도 등에 의해 영향을 받음 - 분말의 경도, 가공경화율, 표면 마찰력, 화학적 결합력 - 분말의 크기, 형태, 윤활 등도 중요한 인자

23
►Fundamentals of Compaction
직경이 D이고 높이가 H인 실린더의 성형체에 압력이 P만큼 가해질 때 마찰력 : Ff=πuzPDdH (u=마찰계수, z=압력과 관련된 비례상수) 또한 x만큼 떨어진 곳에서의 압력 : Px=Pexp(-4uzx/D)
 또한 x만큼 떨어진 곳에서의. 압력 : Px=Pexp(-4uzx/D)")
24
평균 압축 stress Single σ=P[1-2uz(H/D)] Double σ=P[1-uz(H/D)]
두께가 증가할수록 압력이 작아짐 수식 Px=Pexp(-4uzx/D) 로 부터 single-acting에 의한 압력과 거리와의 관계 : - 거리가 멀수록 압력은 낮아짐 평균 압축 stress Single σ=P[1-2uz(H/D)] Double σ=P[1-uz(H/D)]
![평균 압축 stress Single σ=P[1-2uz(H/D)] Double σ=P[1-uz(H/D)]](http://slidesplayer.org/slide/13089508/79/images/24/%ED%8F%89%EA%B7%A0+%EC%95%95%EC%B6%95+stress+Single+%CF%83%3DP%5B1-2uz%28H%2FD%29%5D+Double+%CF%83%3DP%5B1-uz%28H%2FD%29%5D.jpg "두께가 증가할수록 압력이 작아짐. 수식 Px=Pexp(-4uzx/D) 로 부터 single-acting에 의한 압력과 거리와의 관계 : - 거리가 멀수록 압력은 낮아짐. 평균 압축 stress. Single σ=P[1-2uz(H/D)] Double σ=P[1-uz(H/D)]")
25
Particle Bonding in the Green State
The solid interfaces are created by deformation at the point contacts between particles. When the compaction force is sufficiently high, shear forces will act to disrupt surface films. - 액체와 같은 경우는 입자간 표면장력에 의해 결합력이 증가 - 물분사 의해 만들어진 입자의 기계적인 결합 - 기계적인 결합이 강도에 중요하게 기여 - The green strength from mechanical interlocking is enhanced by an irregular particle shape. - Irregular particle → optimal green strength - Water atomized powder : low cost, high compressibility

26
Way to improve the green strength of steel powder compact
►Goals in Compaction Goals in Compaction goal in powder compaction : minimal wall friction aspect ratio(H/D) : uniform compact property H/D > 5 : die compaction is unsuccessful low compact height : successful single action pressing double action pressing is the predominant method the presence of green density gradients in a compact is a problem ⇒ min. green density variation ↓ Way to improve the green strength of steel powder compact use mixed powders instead of prealloyed powder use an irregular particle shape use a range of particle sizes
 : uniform compact property. H/D > 5 : die compaction is unsuccessful. low compact height : successful single action pressing. double action pressing is the predominant method. the presence of green density gradients in a compact is a problem. ⇒ min. green density variation ↓ Way to improve the green strength of steel powder compact. use mixed powders instead of prealloyed powder. use an irregular particle shape. use a range of particle sizes.")
27
두께가 얇을 수록 압력 변화가 적고 두께가 커질수록 압력은 감소.
u : 분말과 die벽 사이의 마찰계수

28
Density gradients - H/D ↑ → density gradient ↑, green density ↓
- In sintering, amount of compact shrinkage ~ 1/green density ⇒ green density ↓ → shrinkage ↑

29
►Parametric Relations ( 매개변수 관계 )
Green Density as a Function of Applied Pressure

30
Green Strength Variation With Density

31
►Influence of Material and Powder Characteristics
particle size↓ → press 곤란 : since large pores collapse under lower pressures than small pores. particle work hardening is retarded by large particle since the dislocation slip distances are larger : particle size ↑ → rate of densification ↑ sponge powder : collapse of larger pores (initial compaction), initial compressibility ↑, final density ↓ spring back ← small, hard, sponge powders : more susceptible to cracking strength of powder ↑ → compaction 곤란
, initial. compressibility ↑, final density ↓ spring back ← small, hard, sponge powders : more susceptible to cracking. strength of powder ↑ → compaction 곤란.")
32
압축 압력이 높고 항복강도가 작으면 밀도가 증가함.
Compressibility가 합금원소의 첨가에 따라 감소함

33
A high particle hardness hinders compaction.
hardness↑ → green density ↓ 재료의 경도가 증가하면 압축이 어렵고 밀도가 작아진다.

34
►Compaction Technology
Pressurization : At very low pressures ⇒ rearrangement ⇒ densification depends on inter-particle friction At intermediate pressures ⇒ plastic deformation ⇒ densification depends on yield strength At high pressures ⇒ work hardening ⇒ densification depends on work hardening ( Au – no work hardening) At very high pressures for brittle ⇒ fragmentation ⇒ densification depends on hardness Lubrication initially aids compaction / lubrication always aids ejection ►Lubrication and ejection : low lubricant content : green density ↑ ∵ easier sliding of particles, i.e. reduced friction forces compaction pressure ↑ → optimal amount of lubricant ↓ ∵ lubricant occupies volume that inhibits particle compression. ⇒ green density ↓ amount of lubricant ↑ → ejection forces ↓ spring back : the compact larger than the die. The elastic expansion usually is less than 0.3% of the die dimension.
 At very high pressures for brittle ⇒ fragmentation ⇒ densification depends on. hardness. Lubrication initially aids compaction / lubrication always aids ejection. ►Lubrication and ejection : low lubricant content : green density ↑ ∵ easier sliding of particles, i.e. reduced friction forces. compaction pressure ↑ → optimal amount of lubricant ↓ ∵ lubricant occupies volume that inhibits particle compression. ⇒ green density ↓ amount of lubricant ↑ → ejection forces ↓ spring back : the compact larger than the die. The elastic expansion usually is less than 0.3% of the die dimension.")
35
►Part classifications
single action pressing larger H/D ratio double action pressing most difficult to press

36
►Tooling Concerns 밀도가 분포가 불균 밀도가 분포가 균일

38
►Alternative Pressing Technologies
Cold isostatic pressing (CIP) 복잡한 모양 또는 H/D가 큰 것에 적합 아래그림은 긴 관을 제작 모식도
 복잡한 모양 또는 H/D가 큰 것에 적합. 아래그림은 긴 관을 제작 모식도.")
39
■ Designing for Compaction
►Powder property & Tool design dimensional control : springback of powder thermal expansion, shrinkage heat treatment final dimension of P/M parts : ±0.07mm - most ±0.02mm ±0.01mm - limit Summary on Shaping and Compaction PIM – 복잡한 형상, 비용이 싸고 고효율이다. 제품크기가 작은 것 Slip 또는 Tape, CIP - 제품크기가 큰 것에 주로 사용 온도, 압력 등은 재료 특성에 따라 달라진다. 주로 점성이 낮고 압력이 높으면 성형이 쉽고 밀도가 높아진다.


 첨단고강도철강 : AHSS.>")

 2008.01.08 Joo Suk-bae. 회절 (Diffraction) 입자의 진행경로에 틈이 있는 장애물이 있으면 입자는 그 틈을 지나 직선으로 진행한다. 이와 달 리 파동의 경우, 틈을 지나는 직선 경로뿐 아니라 그 주변의.>")

 응고될 때 용탕이 부족하여 최종 응고 부위에 공공이 생기는 것 주입구 부근, 코어주변, 코너 및 요철 부위, 중심선상 등에서 주로 발생 압탕 쪽으로 방향성응고가 되지 않은 경우 및 주입온도가 높은 경우 발생 대책.>")
>")
 패키징 기술 및 금속재료. 웨이퍼 한장에는 동일한 전기회로가 인쇄된 칩이 수십개 ~ 수백개 임. 미세한 회를 담고 있기 때문에 외부의 충격에 쉽게 손상되므로 이를 보호하고 외부로부터 전기를 공급받아 전기신호를 전달하는 공정이 필요함 “>")

 : 기계의 각 부품에 작용하는 외력 (1) 작용 방향에 따른 분류 ① 인장하중 (tensile load), 압축하중 (compressible load)>")

. 열응력. 응력집중. 비탄성 변형. 잔류응력.>")








>")