Download presentation
1
1. 활동 목적의 비교 Six Sigma의 목적은 산포를 줄여 제품 및 서비스의 결과가 완벽하게 고객의 요구에 부응하는 것임
(아래 그림에서 곡선 A가 곡선 B로) TPM 의 목적은 생산시스템의 Life Cycle전체를 대상으로 재해”0”, 불량”0”,고장”0”의 로스를 미연에 방지 하는 체계를 현장 현물 중심으로 구축하는것임 고객 핵심 요구사항 顯在化된 문제점 B 문제를 일으키는 근본 원인을 제거 A 개요 潛在되어 있는 문제점 불량 : 고객이 수용할 수 없는 제품이나서비스 잠재 재해 요소 불량을 일으키는 불합리 고장을 유발하는 결함 제품 및 서비스 Output
 TPM 의 목적은. 생산시스템의 Life Cycle전체를 대상으로. 재해 0 , 불량 0 ,고장 0 의 로스를 미연에 방지. 하는 체계를 현장 현물 중심으로 구축하는것임. 고객 핵심 요구사항. 顯在化된 문제점. B. 문제를 일으키는. 근본 원인을 제거. A. 개요. 潛在되어 있는 문제점. 불량 : 고객이 수용할 수 없는 제품이나서비스. 잠재 재해 요소. 불량을 일으키는 불합리. 고장을 유발하는 결함. 제품 및 서비스 Output.")
2
2. 활동 방법 Six Sigmag활동은 엄선된 , 훈련된 전문가에 의한 프로젝트 활동의
전개와 통계적 분석 및 해결책의 활용 확산을 통하여 문제를 일으키는 중요 원인 인자를 개선함 TPM 활동은 중복 소집단 활동에 의한 전원 참가의 활동으로 조직의 목표를 달성하기 위한 수단으로서 로스 “0”를 위한 개선 및 step별 활동 실시 최고 의사결정 기구 Champion -. Top -. 추진팀장 -. 실행팀장 영역별 위원회 -. 자주보전 -. 개별개선 -. 계획보전 …. M B B 보고 지시 C 추 진 팀 B -. 팀장 -. 팀원 . -. 사내 전문가 -. 사외 전문가 A Project B B ·교육 ·지도 Leader 협의 Idea 제공 ·정보제공 ·과제협의 실 행 팀 Member G B -. 팀장 -. 팀원 분임조 활동분임조 육성대상자 활동 분임조 6σ 전임 겸임(6σ+현업)
")
3
3. 활동 범위 및 영역 Six Sigma 활동은 경영자의 지원을 바탕으로 기술자 중심의
프로젝트 활동을 실시하며, 제조 현장의 일선 관리자의 활동도 포함된다 TPM 활동은 제조 현장의 오퍼레이터 중심의 자주보전 ,계획 보전, 기술자 중심의 개별개선 , 초기관리 활동 등 제조부문의 전 부서, 전원의 활동을 실시 “방향 설정” 고객 및 비즈니스 요구사항에 기초한 Sigma 목표 설정 전개 전략 개발 결과물에 대한 지속적인 검토 변화 목표의 설정 Senior Leadership Team ·전략 및 정책 결정 ·진도관리 ·현장진단 개별개선활동 “우선순위 선정 및 팀 전개” 프로젝트 선정 및 비즈니스 전략 지원 역할 분담 전략 실행 결과 관리 챔피언 개선 프로젝트 비즈니스 니즈에 대해 커뮤니케이션 성공에 대한 보상 자주보전활동 Business Unit Leadership Team ·총괄 계획수립 ·부문활동 지원 ·교육훈련 계획보전활동 ·부문실행 계획수립 ·실시 ·결과의 Feedback ·분임조 운영 품질보전활동 Improvement Project Team “개선효과 도출” 효과성과 효율성 측면에 있어서 중요한 개선 사항들에 집중 초기관리활동 교육훈련 분임조 분임조 분임조 활동 실시 영역별 스텝 활동 제조현장의 자주관리 예방 관리 활동 공정 및 설비의 기본 조건 준수 분임조 분임조 “지원활동” 지식, 자원 등을 지원 안전 환경 분임조 분임조 분임조 분임조 분임조 분임조 분임조 분임조 사무TPM

4
4.문제해결 PROCESS Six Sigma 활동은
통계적 사고를 바탕으로 DMAIC에 의한 문제해결을 지원하는 PROCESS를 활용 TPM 활동은 제조현장의 시스템적 유지 관리 수준의 향상과 개별개선, 품질보전 등의 프로젝트 활동을 병행 테마선정 현상파악 원인분석 대책실시 효과파악 사후관리 목표설정 1 Step 2 Step 3 Step 4 Step 5 Step 6 Step 7 Step Define Measure Analyze Improve Control 현상의 명확화 물리적 해석 요인 List up 조사방법 검토 비정상상태 찾기 개선안 실시 성립조건 교육 Content QC Sigma TPM PM분석 적용 Tool 기본통계 QC Tool 공정능력 분포 ANOVA SPC 주요 적용 Tool QFD 설문조사 Gage R&R Box-plot Run Chart 상관분석 회귀분석 DOEⅠ Risk Analysis DOEⅡ 관리도 Problem Solution QC Sigma CTQ정의 팀 Charter Process Mapping Quick win 문제기술서 근본원인 Break- through 해결안 평가 제도화 현장 적용,학습 TPM PM분석 설비구조도 QM Matrix 가공점도 설비개요도 가공 Cycle 설비분해도 측정방법 검토 복원 개선 자주보전의 스텝 활동 /// 계획보전의 스텝 활동 /// 교육 훈련 활동 유지관리 TPM 설비종합효율 관리 /// 개별개선 테마 해결 활동 /// 설비, 제품 초기 관리

5
PERFECT ( 완전 생산 능력 ) : 부하시간 X 이론C/T 성능 가동율 : 생산량 X이론C/T /가동시간
5.활동 목표 Six Sigma 활동은 CTQ 향상 및 내부적인 RTY 향상을 중점 활동 목표로 설정하여, 활동을 전개 TPM 활동은 설비종합효율 향상을 중점 목표로 세부 로스를 발굴하고, 개선. 복원하는 활동을 중점 전개 RTY 관리 99.9 99.1 99.7 × 93.3 99.3 … 94.8 98.1 87.2 99.4 99.+6 52.5 Perfect 기존관리 RTY 관리 불량 건수 917 건 6,640 건 ㅐㅐ성형 ㄷㄷ성형 ㄹㄹ발포 Cycle 조립 외관 Line 설비종합효율 PERFECT ( 완전 생산 능력 ) : 부하시간 X 이론C/T 시간가동율 : 가동시간 / 부하시간 정지로스 성능 가동율 : 생산량 X이론C/T /가동시간 성능로스 양품율 : 양품량 / 생산량 품질로스 현 생산 능력 총 개선 가능 영역
 : 부하시간 X 이론C/T. 시간가동율 : 가동시간 / 부하시간. 정지로스. 성능 가동율 : 생산량 X이론C/T /가동시간. 성능로스. 양품율 : 양품량 / 생산량. 품질로스. 현 생산 능력. 총 개선 가능 영역.")
6
6. 공통성 확보 6시그마와 TPM활동 유 지 관 리 철 저 한 레 벨 업 개 선 활 동
Six Sigma 활동은 프로젝트 중심의 활동을 통해 효과를 만들고 확산 적용하는 체계이며, 생산 현장 사원의 참여를 위해서는 보다 쉽고, 활용이 용이한 문제 해결 프로세스의 구축이 필요함 TPM 활동은 현장 사원 중심의 현물을 대상으로 하는 유지관리 체계에 중점을 두고 있으며, 일부 프로젝트의 등록 및 개선 활동을 전개함 따라서 두 활동의 접목을 위해서는 개선과 유지관리의 축을 역할 분담하고 TPM의 사상을 접목한 6 σ 활동 프로세스의 구축이 필요함 일상관리 대상 및 항목의 명확화 CHECK SHEET화 일상 관리 조직목표달성을 위한 개선 활동 TPM의 레벨 업 6시그마 개선 활동 혁신활동성과 유 지 관 리 레 벨 업 철 저 한 개 선 활 동 평가 1. 현상 파악 2. 복원 5. 조건 설정 4.원인 박멸 3.요인 분석 7.조건 개선 6.조건 관리 6시그마와 TPM활동

7
7. 6시그마와 TPM 개선기회분석 (Define) 성과측정 (Measure) 개선기회분석 (Analyze) 성과개선활동
분임조 활동과 병행 가능하게 함 개선기회분석 (Define) 성과측정 (Measure) 개선기회분석 (Analyze) 성과개선활동 (Improve) 유지관리 (Control) 기본통계 QC Tool 공정능력 분포 ANOVA SPC 주요 적용 Tool QFD 설문조사 Gage R&R Box-plot Run Chart 상관분석 회귀분석 DOEⅠ Risk Analysis DOEⅡ 관리도 QC Sigma CTQ정의 팀 Charter Process Mapping Quick win 문제기술서 근본원인 Break- through 해결안 평가 제도화 현장 적용,학습 설비종합효율분석 LOSS 체계도 만성/돌발로스 TPM MPQ MATRIX 기본조건/사용조건 불합리 조사 불합리 복원 표준 준수도 평가 공정 계통도 설비 계통도 구조도 왜-왜 분석 PM분석 가공점 해석 측정 조사 미결함 복원 본연의 모습 점검 기준서 보전 표준화 주기적 정비/복원 대응 특성 확보 TPM 사상 잠재 로스의 현재화 로스의 인식 기본조건의 준수 사용조건의 준수 오퍼레이터 능력 자주관리 수준 설비의 이해 공정의 이해 현물 중심의 분석 기여도의 무시 설비중심의 개선 즉 실천 복원 우선 시행 자주관리 중시 예방보전 체계 진단 측정 기술
 성과측정. (Measure) 개선기회분석. (Analyze) 성과개선활동. (Improve) 유지관리. (Control) 기본통계. QC Tool. 공정능력. 분포. ANOVA. SPC. 주요 적용. Tool. QFD. 설문조사. Gage R&R. Box-plot. Run Chart. 상관분석. 회귀분석. DOEⅠ. Risk Analysis. DOEⅡ. 관리도. QC. Sigma. CTQ정의. 팀 Charter. Process Mapping. Quick win. 문제기술서. 근본원인. Break- through. 해결안 평가. 제도화. 현장 적용,학습. 설비종합효율분석. LOSS 체계도. 만성/돌발로스. TPM. MPQ MATRIX. 기본조건/사용조건. 불합리 조사. 불합리 복원. 표준 준수도 평가. 공정 계통도. 설비 계통도. 구조도. 왜-왜 분석. PM분석. 가공점 해석. 측정 조사. 미결함 복원. 본연의 모습. 점검 기준서. 보전 표준화. 주기적 정비/복원. 대응 특성 확보. TPM. 사상. 잠재 로스의 현재화. 로스의 인식. 기본조건의 준수. 사용조건의 준수. 오퍼레이터 능력. 자주관리 수준. 설비의 이해. 공정의 이해. 현물 중심의 분석. 기여도의 무시. 설비중심의 개선. 즉 실천. 복원 우선 시행. 자주관리 중시. 예방보전 체계. 진단 측정 기술.")
8
8. 6시그마와 설비 관리 6 시그마의 활동 프로세스를 설비관리와 접목할 경우 공정 조건의 최적화를 위한 프로젝트 활동과 성능 중심의 설비 관리 프로세스의 접목을 통하여 생산의 기본 요소인 설비 및 제어의 조건 변화를 최소화 함 주요 항목 도출 현재 수준 평가 CORRECTIVE ACTION PREVENTIVE CONTROL 특성 규명 Process 계측 System 규명 Process 특성치 최적화 Process Preventive Control Process 공정 Flow 규명 제품 특성간 기능분석 주요 특성 규명 계측 가능 한가? Quick Action 합격수준 인가? 계량? 계수? 특성Input 요소규명 평가방법 규명 Correction Data 측정 계량치- Cp계산 계수치-합격한계 계측방법 연구 기능성 균일성 조사 개선 방향 연구 … DOE 개선 실행 계측 System평가 N Y 계량 계수 계측기 R&R 특성치 수준평가 … DOE 관리항목규명 (특성 또는 요인) 관리실행 계획/방법 수립 점검 및 정기보전 에 의한 관리 관리도에 의한 관리 Monitoring 공정조건 최적화 성능중심의 설비관리 설비 Mechanism 분류 C&E 분석 도출 : PM분석 Cpm분석 왜왜분석 수준 평가 필요성? 현상파악 복원/개선 개선 적합성 평가? 중점관리 대상선정 관리방법조사 점검,보전주기 방법결정 조건설정 보전활동의 실시 보전활동
 관리실행. 계획/방법 수립. 점검 및 정기보전. 에 의한 관리. 관리도에. 의한 관리. Monitoring. 공정조건. 최적화. 성능중심의. 설비관리. 설비 Mechanism. 분류. C&E 분석. 도출 : PM분석. Cpm분석. 왜왜분석. 수준. 평가. 필요성 현상파악. 복원/개선. 개선. 적합성. 평가 중점관리. 대상선정. 관리방법조사. 점검,보전주기. 방법결정. 조건설정. 보전활동의. 실시. 보전활동.")
9
9. 6시그마와 PM 분석 6시그마 활동의 ANALYZE/분석 단계에서 적용 가능한 PM분석과 통계적 분석 방법의 비교를 통해 상호 장단점을 보완하며, 현물 중심의 활동과 분석적 방법의 효과를 증대함 상관분석 회귀분석 DOEⅠ …. 통계적 분석 최적 조건의 발견 공정 기술의 발전 PM 분석 귀납적 사고 연역적 사고 원리 원칙의 적용 가공점 해석 사실의 관찰 층별 문제의 추출 원리원칙 실험 계획 최적 조건 추구 요인의 해석 철저한 조사 복원 본연의 모습 예방 관리 만성 로스 박멸 복원 우선 연역적, 원리 원칙 적용 본연의 모습과의 비교, GAP 극복 가공 기술, 설비 기술,.. 고유 기술 중심 대책에의 연계가 빠르다 요인의 영향도를 정성적으로 파악 최적 조건의 탐색이 곤란 귀납적, 사실 데이터에 의한 층별 중점 지향과 가설과의 GAP을 극복 통계적 해석 기술 여러 번의 가설 검증으로 대책 연계 늦다 다양한 분석 기법 적용 및 정량적 요인 해석 최적 조건의 설정이 가능하다 물리적 해석 성립조건, 요인의 조사 설비 구조 파악 철저한 현물 중심의 조사

10
10. TP / 6σ / TPM TP체계에 의한 관리 6 시그마 활동 연계 로스별 TPM 개선 활동
하여 그 기능을 발휘할 수 있으며, 프로젝트성 개선 활동과 일반 소개선 활동으로 병행 실시 가능함 TP체계에 의한 관리 6 시그마 활동 연계 로스별 TPM 개선 활동 효율 및 수율 분석 BB 과제 실시 PARTICLE 제거 활동 사업부 목표 설정 ◆ 사업부 중점 과제 ◆ 본사 지원 찍긁힘 개선 활동 해결 과제의 선정 GB 과제 실시 준비작업 개선 활동 ◆ 현장 실천 과제 ◆ 체계적 문제 해결 공정별,실별 목표 부여 수율 로스 개선 활동 세부 시책의 발굴, 등록 WB 과제 실시 유출 불량 감소 활동 ◆ 현장 실천 과제 ◆ 분임조 해결 과제 ◆ QUICK-WIN 소개선 개선 활동 실시 가공 생산성 향상 활동 매월 실적 및 진도 관리 검사 업무 효율화 활동

11
11.6σ+TPM 적용 방법 현재 진행 중인 TPM 활동의 스텝 진척도에 따라 일부 수정되어야 하며, 분임조 테마 해결보다는 GB 수행 능력자를 대상으로 활동을 중점 전개하며, 분임조 원의 참여에 의해 상승 효과를 나타냄 단위 공장별 모델 팀/ GB 활동 대상 사업부 단위의 제조 현장 분임조 대상 프로세스의 교육 현장 적용 단계별 테마 지도 TPM/ 6시그마 전문 컨설턴트 활용 사내 MBB, BB의 활동 지도 지원 단위 공장별 / 공정별 통합 모델의 개발 모델 활동에 대한 집중 지원, 우수 사례 만들기 사례의 공유 및 전파 모델 테마의 선행 실시 시행 착오의 배제를 위한 사전 시뮬레이션 실행

12
6σ+TPM 프로세스 DEFINE MEASURE ANALYZE IMPROVE CONTROL 목적
개선기회 도출 및 검증, 비즈니스 프로세스 개발, 고객 핵심요구사항 정의 와 효과적인 프로젝트팀 구축 QFD 설문조사 CTQ정의 팀 Charter 설비종합효율분석 LOSS 체계도 프로젝트 등록서 프로세스 MAPPING 과정 START 주요 활동 세부 내용 사업의 주요 문제점 분석 tree chart에 의한 개선 가능 영역 생산성, 품질의 종합적 분석 개선 목적, 목표를 포함한 개선 범위 명확화 Project 테마 선정 RTY분석 설비종합효율분석 LOSS 체계도 프로젝트 등록서 활동 배경, 현상의 정리 테마 등록서 작성 프로세스 구성 요소 정의 Tree chart 공정 계통도 cross functional process map 개선 대상 공정의 현상 파악 공정의 흐름 및 관련 정보의 조사 프로세스 매핑 실시 Process 분석 Quick-action item의 선정 표준의 준수도 평가 및 불합리 조사 설비 및 공정 조건의 불합리 발굴 복원 및 Quick-win 개선 활동 실시 설문조사, 현장 조사 Quick-action 발굴 공정 및 설비 불합리 발굴 개선 계획 수립 Quick-action plan

13
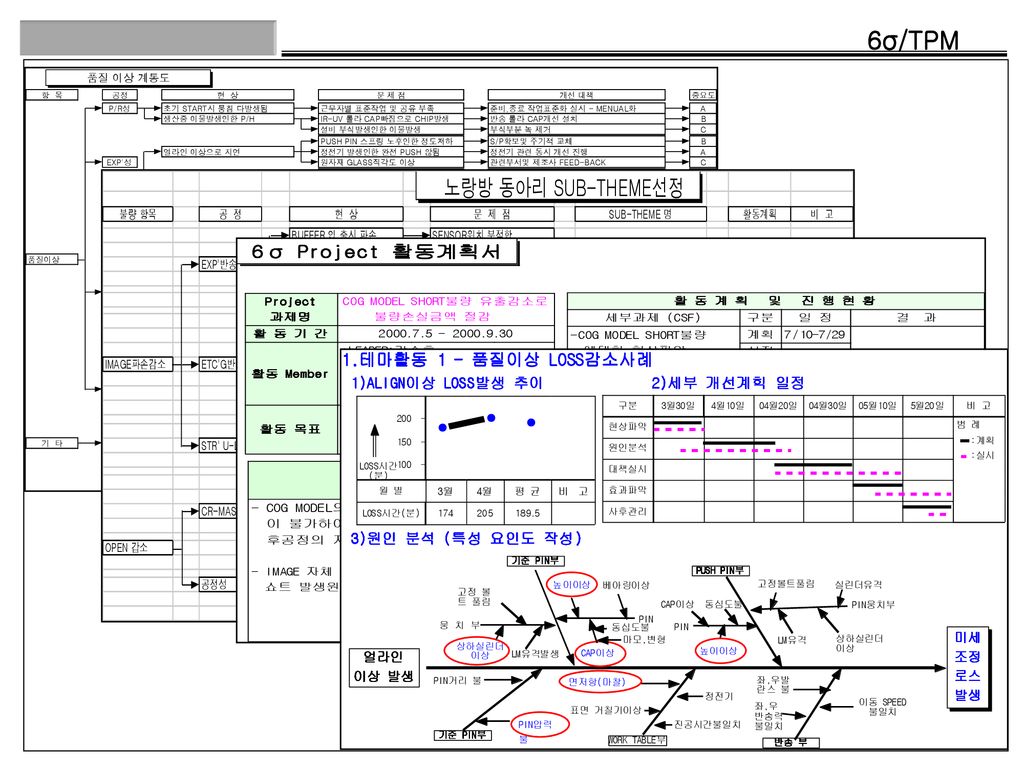
반별 LOSS분석 POP DATA입력 로스 유형별 기록 DTAT 집계 분석 목표 대비 실적 관리 로스 유형별 개선 대책 수립
금월 중점개선 사례 차월 주요 개선 계획

14
로스별 개선 과제의 도출 테마 해결 계통도 작성 개선 과제 도출 ● 설비성 로스의 계통도 ● 품질 불량에 대한 계통도
● 반기 1회 동아리 회합 시 ● 개선과제의 등급 평가 ● 과제별 담당 선정 ● 개선 방향의 공유 ● 6 시그마 테마 등록 ● 분기 1테마 이상 완료 ● 소개선 활동 활성화

15
★ SUB-THEME로 등록된 테마는 동아리 6 시그마 활동으로 등록하여 관리 함
★ 동아리 원의 능력을 고려하여 QC - STORY를 기반으로 하는 테마 해결을 권장하며, 6시그마 WHITE- BELT 수준의 통계적 분석 수법 활용. TPM 개선 수법의 활용 할 수 있다.

17
6σ+TPM 프로세스 DEFINE MEASURE ANALYZE IMPROVE CONTROL
고객핵심 요구사항을 충족했는가를 평가하기 위해 필요한 핵심 지표들을 도출하고,프로세스 성과를 측정하기 위해 효과적으로 데이터를 수집하기 위한 방법론을 개발함. Six sigma 계산과 팀이 분석하고자 하는 프로세스의 현재 기준 성과 파악을 위한 요소들 이해함. 목적 측정대상 결정 샘플링 계획 Gauge R&R data 측정/수집 공정 능력 분석 Run-chart σ 수준 확인 과정 QA - matrix 기본조건/사용조건 불합리 조사/복원 사용 조건의 준수 ● 사용조건이란 ? 공정 사용 조건 기준 현상 불합리/개선 고정/변동 설비의 가동 조건으로서 환경적인 조건을 포함한 설비 기능 발휘 조건을 의미한다 예: 유압계통 : 작동유의 온도, 량, 압력, 이물 혼입,산화 전기계통 : 분위기 온도, 습도, 먼지, 진동 등 리미트 스위치 : 설치 위치, 방향, 감도, 조명,등 사용조건을 명확하게 하여 설비의 운전 유지 조건의 변화를 사전 관리하여 측정의 변동 요소를 감소한다 측정 대상이 결정되면 DATA의 오류를 방지 하기 위하여 공정 및 설비의 사용 조건을 조사하고, 복원하여 변동 요소를 줄여 분석의 신뢰성을 높인다

19
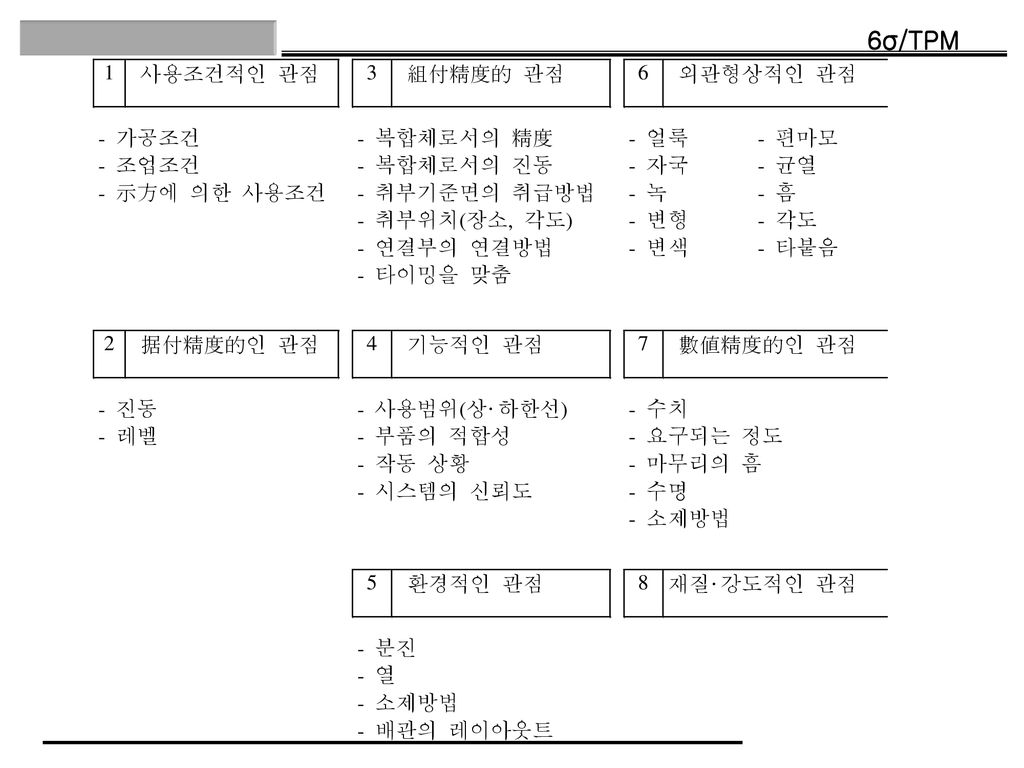
● 필요조건 : 기능 발휘를 위해 반듯이 지켜져야 하는 것
가장 바람직한 상태 = 완벽한 상태와의 비교 바람직한 상태 /본연의 모습 = 필요조건 + 충분 조건 ● 필요조건 : 기능 발휘를 위해 반듯이 지켜져야 하는 것 ● 충분조건 : 있으면 더욱 좋은 상태 / 공학적 원리 원칙에 의한 조건 예: V-BELT의 예 ● 필요조건 : 필요한 V-BELT가 걸려 있을 것 ● 충분조건 ① 필요한 벨트의 숫자가 다 있을 것 ② 전체 벨트의 적정 텐션이 유지되고 동일 할 것 ③ 벨트의 마모나 유분이 없을 것 ④ 풀리의 마모가 없고 구동/종동이 평행할 것 ⑤ 안전 카바가 부착되어 있을 것 ⑥ 안전 카바에 필요한 목시 관리가 되고 내부를 볼 수 있을 것 활용의 예 본연의 모습과 현상을 비교하여 그 차이를 결함이 있는 것으로 판단함 설비의 결함을 찾아 내거나 운전 조건의 불합리를 찾을 때 활용 왜-왜 분석을 시작할 때, 본연의 모습을 상정하고, 현장을 확인하여 그 차이를 1차 요인으로 정하고 그 요인에 대해 “왜”를 반복한다

20
6σ+TPM 프로세스 DEFINE MEASURE ANALYZE IMPROVE CONTROL
구체적인 문제점을 도출하기 위해 개선기회를 층별하고 분석하여 쉽게 이해될 수 있는 문제 기술서를 정의함. ‘실제 근본원인과 팀이 집중하는 문제점의 제거를 확신할 수 있는 근본원인 도출과 검증 목적 프로세스 층별 데이터 층별 & 구체적 문제점 도출 문제 기술서 개발 근본원인 도출 근본원인 확인 분석 설계 근본원인 검증 팀 창의성 제고 과정 왜-왜 분석 가공점 해석 DATA에 의한 원인 검증 및 개선 정성적 상태 확인을 위한 점검, C/S화 통계적 분석에 의한 근본 원인의 해석과 고유 기술을 활용한 현장 문제점의 원인 분석을 병행 가공점 해석을 통하여 문제 발생의 구조와 원리 원칙을 이해함 정량화가 불가한 설비 및 공정의 상태를 첵크 시트화 하고 점검을 통해 문제의 원인을 도출 최적 조건의 도출을 위한 해석의 신뢰성 향상

21
5. 문제가 일어나는 부분의 구조와 기능, 업무의 흐름을 정확하게 이해한다
2. 왜-왜 분석의 준비 5. 문제가 일어나는 부분의 구조와 기능, 업무의 흐름을 정확하게 이해한다 1) 기계의 경우 문제를 일으키는 부위의 구조와 기능을 정확하게 이해한다. ☆ 연관 부품의 연결 구조를 파악한다 ☆ 현장에서 설비의 구조를 스케치 한다 ☆ 도면, 취급설명서, 카탈로그등을 활용하여 구성부품의 구조와 역할을 이해한다 2) 업무의 경우 업무의 흐름, 절차등을 정확하게 파악한다. 3) 왜-왜 분석을 수행할 팀원이 공통적으로 알고있는 지식외에도 전문적인 기술 및 업무 능력을 조화롭게 활용할 수 있게 한다 공정 계통도의 예 F P T PS M 윤활유 급유 계통도 / 일부 업무 흐름도의 예 생기 생관 전개도 작성 4H ( 1H) 試 재단견적표 작성 7H (4H) 형 도면 작성 34H (31H) 공수 산출 8H (3H) 구매 자재 견적24H (16H) 영업 試 견적서 작성 72H (56H) 견본 작성40H ( 33) 상세 견적서 작성 112H 조립 공정표 작성27H (24H) 시작 첵크 8H (4H) 제조 공수 산출 24H (16H) 試 생관 생관 LEAD TIME : 248H 정미 공수 : 188H
 기계의 경우 문제를 일으키는 부위의 구조와 기능을 정확하게 이해한다. ☆ 연관 부품의 연결 구조를 파악한다. ☆ 현장에서 설비의 구조를 스케치 한다. ☆ 도면, 취급설명서, 카탈로그등을 활용하여 구성부품의 구조와 역할을 이해한다. 2) 업무의 경우 업무의 흐름, 절차등을 정확하게 파악한다. 3) 왜-왜 분석을 수행할 팀원이 공통적으로 알고있는 지식외에도 전문적인 기술 및 업무 능력을 조화롭게. 활용할 수 있게 한다. 공정 계통도의 예. F. P. T. PS. M. 윤활유 급유 계통도 / 일부. 업무 흐름도의 예. 생기. 생관. 전개도 작성 4H ( 1H) 試. 재단견적표 작성 7H (4H) 형 도면 작성. 34H (31H) 공수 산출. 8H (3H) 구매. 자재 견적24H (16H) 영업. 試. 견적서 작성. 72H (56H) 견본 작성40H ( 33) 상세 견적서 작성 112H. 조립 공정표 작성27H (24H) 시작 첵크. 8H (4H) 제조 공수 산출. 24H (16H) 試. 생관. 생관. LEAD TIME : 248H. 정미 공수 : 188H.")
22
4. 왜 - 왜 분석의 진행 방법 1. 분석 과정의 중요 포인트 문제 현상 왜 1 왜 2 왜 5 왜 2 왜 2 왜 1 왜 2
분석전에 ★ 문제를 층별화하여 사실적으로 파악 할 것 ★ 문제가 되는 부분의 구조와 기능, 역할을 정확하게 이해한다 포인트 ① 현상이나 왜의 서술은 ♣ 짧고 간결한 문장 ♣ 00이 00 하다 포인트 ② 왜!에 대한 답은 ♣ 정상에서 벗어나는 것 이상이 있는것을 기술 ♣ 당연한 내용을 답하면 불필요한 질문의 반복 포인트 ③ 왜!의 반복되는 정도는 ♣ 재발방지책이 나올때 까지 반복한다 ♣ 기술적/ 관리적 재발 방지 대책 문제 현상 왜 1 왜 2 왜 5 왜 2 왜 2 왜 1 왜 2 포인트 ④ 왜를 답할때 ♣ 인간의 심리적인 측면의 원인 추구는 피한다 포인트 ⑧ 재발방지대책을 수립했으면 ♣ 유지관리의 수준을 조사하여 관리한다 ♣ 해당 오퍼레이터와 분석 결과를 공유한다 ♣ 초기의 목표가 달성 되는지 확인하고 “0”화 목표를 달성하게 왜를 반복한다 왜 2 포인트 ⑤ 요인의 누락 방지를 위해 ♣ 앞 단계의 사물에 대하여 요인이 다들어 있는지를 ♣ 그 반대의 질문으로 확인 포인트 ⑥ 문장중에는 ♣ 00이 나쁘다라는 표현을 삼가한다 ♣ 명확하고 구체적인 표현 포인트 ⑦ 왜!의 분석 끝난 후 ♣ 마지막 왜에서 현상까지 거슬러 올라가 ♣ 논리적인 비약성이 있는지 확인한다

23
왜 - 왜 분석 양식

24
가공점 해석 인쇄기의 가공점 예 가공점 ● 가공점이란 ?
기계의 치공구와 소재가 만나서 물리/화학적 변형 변질을 일으키는 점을 가공점이라 한다 ● 양품 생산과 가공점 가공점의 연속성을 유지하는 것은 제품 생산의 편차를 감소하고, 균일성을 확보하는 것이다 ● 가공점 찾는 방법 단위 공정별로 제품 생산이 이루어 지는 곳 ● 가공점은 3가지 로 구성된다 ① 가공점 형성 요소 ② 가공점 연속성 유지 요소 ③ 가공점 위치 결정 요소 ● 가공점도 가공점의 상태를 나타내는 그림 반드시 3가지 이상이 나타난다 ① 제품 또는 반제품 ② 가공을 위한 치공구 ③ 치공구를 구동하는 설비 가공점 해석 인쇄기의 가공점 예 가공점

25
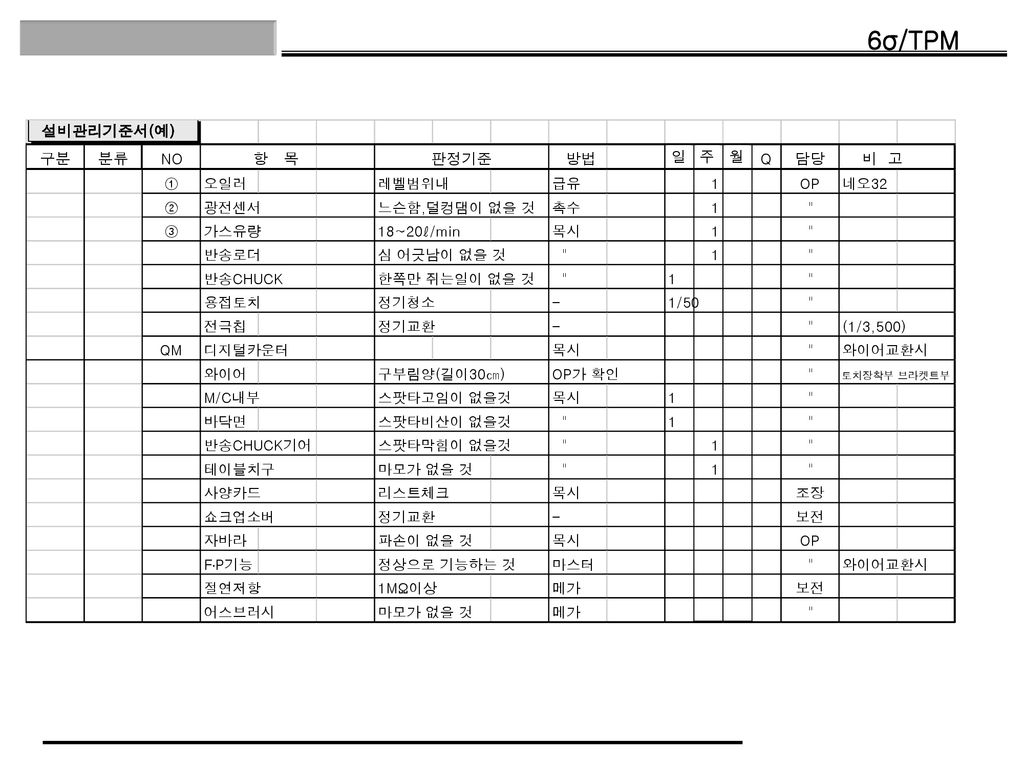
세부 요소 관리 기준 / 측정 점검 방법 결과 기준 조치
가공점 해석이란 가공점의 구성 요소, 연속성 유지 및 가공조건 결정 시스템으로 구분하여 항목별 관리 기준을 해석해 나간다 가공점 해석 및 측정,점검 가공 구성요소 세부 요소 관리 기준 / 측정 점검 방법 결과 기준 조치 가공점 인쇄 롤 롤 메쉬 상태 인쇄 롤 진원도 롤 흔들림 라바 롤 라바 롤 규격 라바롤 압력 라바 롤 쿠션 상태 스틸 롤 상태 제품 원단 메쉬 상태 원단 온도 핀트의 변화 장력/ 텐션 잉크 잉크 점도 D/k 압력 마모 상태 D/k 이물 잉크 판 공급 상태

26
6σ+TPM 프로세스 DEFINE MEASURE ANALYZE IMPROVE CONTROL
올바른 개선 방안을 도출, 평가, 선택함. 해결방안을 적용함으로써 발생하는 변화에 대해 조직이 잘 적응할 수 있도록 돕는 변화 관리 접근방법을 개발함. 목적 해결방안 아이디어 도출 해결방안 영향 정의: 효과 프로세스 맵 개발 High Level Plan Storyboard 작성 및 발표 모든 이해관계자와의 해결방안 공유 과정

27
6σ+TPM 프로세스 DEFINE MEASURE ANALYZE IMPROVE CONTROL
계획과 계획에 따른 실행의 중요성을 이해하고, 목표결과의 달성을 보장하기 위해 수행될 접근 방법을 결정함 학습된 교훈의 전파 방법과 개선기회, 프로세스, 관련된 계획개발의 재현과 표준화방법의 이해 목적 Pilot 계획과 Pilot 해결방안 개발 근본원인에 대한 해결 방안에 의해 달성된 시그마 개선에 대한 효과 검증 목표달성을 위해 추가 적인 해결방안이 필요 한지 정의 개선기회의 재현 및 표준화 방안 도출 및 개발 일상적 업무 프로세스 와 해결방안의 통합과 관리 학습된 교훈의 통합 남아 있는 개선기회를 위한 다음 단계와 계획 실행을 위한 팀 정의 과정 OPL에 의한 교육 운전원 스킬 향상 -- 유지 관리 능력-- 돌발로스 분석 보고서 일상점검 자주관리기준서 주기적 정비 복원 점검, 유지 관리 방법의 용이화 대응 특성의 발굴 관리 주기의 연장 예방보전 표준에의 반영

28
동아리별 성과지표 활동 현황 작업 미스 분석 보고서
돌발 로스 분석 테마 활동 후 유지 관리를 위해 관리도에 의한 관리 및 일상 관리 중 돌발적 로스 발생시 그 원인을 해석하여 건별 재발 방지 대책을 수립. 시행한다 동아리별 성과지표 활동 현황 작업 미스 분석 보고서 1. 돌발 로스 발생시 기록 2. 공정 담당자, 리더가 분석 3. 왜-왜 분석에 의한 참원인 찾기 4. 재발방지 대책 수립,실시 5. OPL로 활용 , 교육 1. 활동판 또는 현장에서 관리 2. 목표선을 명확하게 표시 3. 돌발적 상황 발생시 현상 기록 4. 일정 수준 이상을 돌발 수준으로 규정



![6 시그마 GB 자격증 과정 논리적 과학적 창의적 문제해결능력 ! 프로젝트 수행능력 확보 ! 한국직업능력개발원 및 기업 입사지원시스템 검색 / 등록 가능한 자격증 We know the company & Job [ 서울본사 ] 서울시 마포구 서교동 363-15 난초빌딩 4.](/40/11096426/big_thumb.jpg "6 시그마 GB 자격증 과정 논리적 과학적 창의적 문제해결능력 ! 프로젝트 수행능력 확보 ! 한국직업능력개발원 및 기업 입사지원시스템 검색 / 등록 가능한 자격증 We know the company & Job [ 서울본사 ] 서울시 마포구 서교동 363-15 난초빌딩 4.>")

,28 일 ( 화 ),29 일 ( 수 )/ 3 일간 ◀ 장 소 : 본원 서울 연수 센터 ◀ 강 사 : 본원 수석컨설턴트 - 품질관리, 품질경영의 국내 최고 권위자 - 삼성전자, 삼성테크원,LS 전자, 현대중공업등.>")











한국자동차산업교육원.>")
금성정공 Single PPM 테마활동 추진사례>")


