Download presentation
Presentation is loading. Please wait.

1
제조공학 담당 교수 : 추광식 산업시스템공학과

2
Chap. 16 Cutting Tools for Machining
산업시스템공학과 제조공학

3
참고문헌 Textbook: 생산제조공학 9판, 유송민 외 3인 공역, 사이텍미디어 참고문헌:

4
Chap. 16 Cutting Tools for Machining

5
16-1 Cutting Tools

6
16-1 Cutting Tools

7
16-1 Cutting Tools

8
16-1 Cutting Tools

9
16-2 공구 코팅공정 Chemical Vapor Deposition (CVD, 화학증착)
두꺼운 코팅 코팅 후 열처리 - 정밀도 저하

10
16-2 공구코팅공정

11
16-2 공구코팅공정 Physical Vapor Deposition (PVD, 물리증착)
소결 카바이드 공구 코팅 정밀도, surface finish 우수 HSS 공구 코팅

12
16-2 공구코팅공정

13
16-3 절삭공구 재료 공구강 (tool steel) 탄소 0.9~1.3% 함유 400°F 이상에서 경도 급격히 감소
저속가공 - 드릴, 탭, 다이, 리머, 브로치에 이용

14
16-3 절삭공구 재료 고속도강 (high speed steel, HSS) 1100°F 까지 절삭력 유지
탄소강의 2배 절삭속도 Fe+C, W, Mo, Co, V 함유 범용 공구

15
16-3 절삭공구 재료 주조 코발트 합금 (cast cobalt alloy) 일명 stellite tool
Fe+Cr, W, Co 주조합금 카바이드와 고속도강의 중간 성질 고온에서 고속도강보다 경도 우수 사용 빈도 저하

16
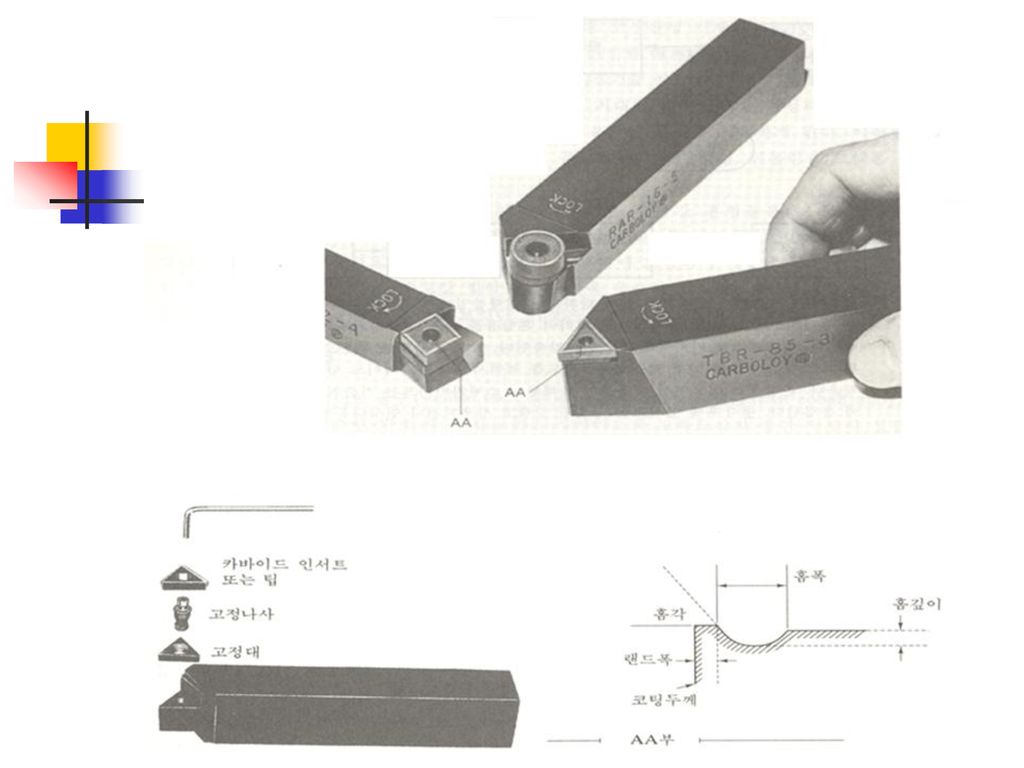
16-3 절삭공구 재료 카바이드/시멘티드 카바이드 (carbide/cemented carbide) 비철합금을 분먈야금으로 제작
텅스텐 카바이드 주성분에 코발트 결합제 첨가 절삭속도 4~5배 증가 insert 형으로 사용 취성에 약함

18
16-3 절삭공구 재료 코팅 카바이드 코팅 - 화학적 반응 방지로 공구수명 2-3배 증가
수명연장 - 두껍게, 취성방지 – 얇게 코팅재 - 모재와 응착

19
16-3 절삭공구 재료

20
16-3 절삭공구 재료 제1층 - TiC (탄화티타늄); 강도, 내마멸성
제2층 - Al2O3 (알루미나); 고온에서 화학적 안정, 연삭 마멸에 강함 제3층 - TiN (질화티타늄); 저마찰 계수 모재 - WC (텅스텐카바이드) 코팅방법 - Chemical Vapor Deposition
; 고온에서 화학적 안정, 연삭 마멸에 강함. 제3층 - TiN (질화티타늄); 저마찰 계수. 모재 - WC (텅스텐카바이드) 코팅방법 - Chemical Vapor Deposition.")
21
16-3 절삭공구 재료 세라믹 (ceramic) Al2O3 (알루미나) 미세 입자를 분말야금으로 성형 팁의 형태로 사용
텅스텐 카바이드의 2~3배 절삭 속도 crater 마멸에 강함 냉각제 불필요 취성이 커서 강성이 큰 tool holder 필요 화학적 불활성 우수 - 철을 고속가공에 적합

22
16-3 절삭공구 재료 Cermet (도(陶)성합금) 다듬질에 적합 철과 화학반응이 낮아 crater와 BUE의 발생 적음
인성과 열전도율이 작음 - 열 크랙이 문제 냉간 프레스로 제작

23
16-3 절삭공구 재료

24
16-3 절삭공구 재료 다이아몬드 고경도, 열전도성, 저마찰, 비점착성(연성재료 가공 시) 연강 절삭 및 연삭 시 빨리 마모
700°C 이상에서 산화물 다결정 다이아몬드 (Poly-Crystalline Diamond) - 카바이드 모재에 박층의 다이아몬드 소결 입자
 - 카바이드 모재에 박층의 다이아몬드 소결 입자.")
25
16-3 절삭공구 재료 다결정입방정질화붕소 (Poly-Crystalline Cubic Boron Nitride, PCBN)
경화강, 초합금 가공시 사용 (인조공구) 고온에서 우수한 경도 유지 인고넬, 르네 등 항공소재, 칠드주철 가공시 시멘티드 카바이드에 비해 고속절삭(5배), 고절삭률(5배) 세라믹공구보다 수명 5~7배 증가
 고온에서 우수한 경도 유지. 인고넬, 르네 등 항공소재, 칠드주철 가공시. 시멘티드 카바이드에 비해 고속절삭(5배), 고절삭률(5배) 세라믹공구보다 수명 5~7배 증가.")
26
16-4 Tool Failure and Tool Life
Tool failure의 2가지 Type ⅰ) slow-death : gradual tool wear - flank wear, crater wear ⅱ) sudden-death : 부러짐, 기계에 충격 tool 마모 하면, tool geometry 변경 → cutting force, power, surface finish, dimensional accuracy
 slow-death : gradual tool wear. - flank wear, crater wear. ⅱ) sudden-death : 부러짐, 기계에 충격. tool 마모 하면, tool geometry 변경. → cutting force, power, surface finish, dimensional accuracy.")
27
16-4 Tool Failure and Tool Life

28
16-4 Tool Failure and Tool Life

29
16-4 Tool Failure and Tool Life
wf : permissible tool wear on the flank wf=0.025~0.03“ , 공구 마모 판정

30
16-4 Tool Failure and Tool Life

31
16-4 Tool Failure and Tool Life
Tool Change time의 check ⅰ) 정상상태에서 cutting 시간의 합 ⅱ) tool wear의 monitoring ⅲ) 절삭 volume의 누적합
 정상상태에서 cutting 시간의 합. ⅱ) tool wear의 monitoring. ⅲ) 절삭 volume의 누적합.")
32
16-4 Tool Failure and Tool Life
Taylor’s tool life model n : exponent, tool material에 따른 상수 work material, 절삭조건에 영향을 받음 C : work material, feed, 모든 input parameter에 따른 상수 T : [min], V : [sfm]

33
16-4 Tool Failure and Tool Life
양변에 log를 취하면

34
16-4 Tool Failure and Tool Life

35
16-4 Tool Failure and Tool Life
예) V1=1260, T1=100 V2=1000, T2=250 그림 참조 n=0.25 ∴
 V1=1260, T1=100. V2=1000, T2=250. 그림 참조. n=0.25. ∴")
36
16-4 Tool Failure and Tool Life
HSS의 n = 0.14 ~ 0.16 uncoated carbide의 n = 0.21 ~ 0.25 TiC = 0.3 polydiamond = 0.33 TiN = 0.35 ceramic coated = 0.4

37
16-4 Tool Failure and Tool Life
one tool material로 3 종류의 피삭재 절삭 시, 같은 slope 형성 C는 work material에 따라 변동 tool life가 1분일 때 C = V

38
16-4 Tool Failure and Tool Life

39
16-4 Tool Failure and Tool Life
n, m, p : exponent K' : constant f : feed d : depth of cut

40
16-5 Economics of Machining
tool life : cutting speed에 매우 큰 영향 (feed, depth of cut 보다) speed 50%증가 → tool life 90% 감소 feed 50%증가 → tool life 60% 감소 depth of cut 50% 증가 → tool life는 15% 감소 speed 증가 → cutting 시간 단축 tool 교환시간 증가
 speed 50%증가 → tool life 90% 감소. feed 50%증가 → tool life 60% 감소. depth of cut 50% 증가 → tool life는 15% 감소. speed 증가 → cutting 시간 단축. tool 교환시간 증가.")
41
16-5 Economics of Machining
-Turning의 경우 Ro : operator cost [₩/min] Rm : Machine rate [₩/min] tl : Handling time [min] tch : average tool change time [min] tc : cutting time [min] nt : tool change 횟수/unit piece (=L)
")
42
16-5 Economics of Machining
-Turning의 경우 Nt : unit piece/tool n : Taylor's tool life exponent C : Taylor's tool life constant B' : cutting path length = π∙D∙L/fr Ct : tool cost/cutting edge [₩/edge] T : tool life [min] V : cutting speed [m/min]

43
16-5 Economics of Machining
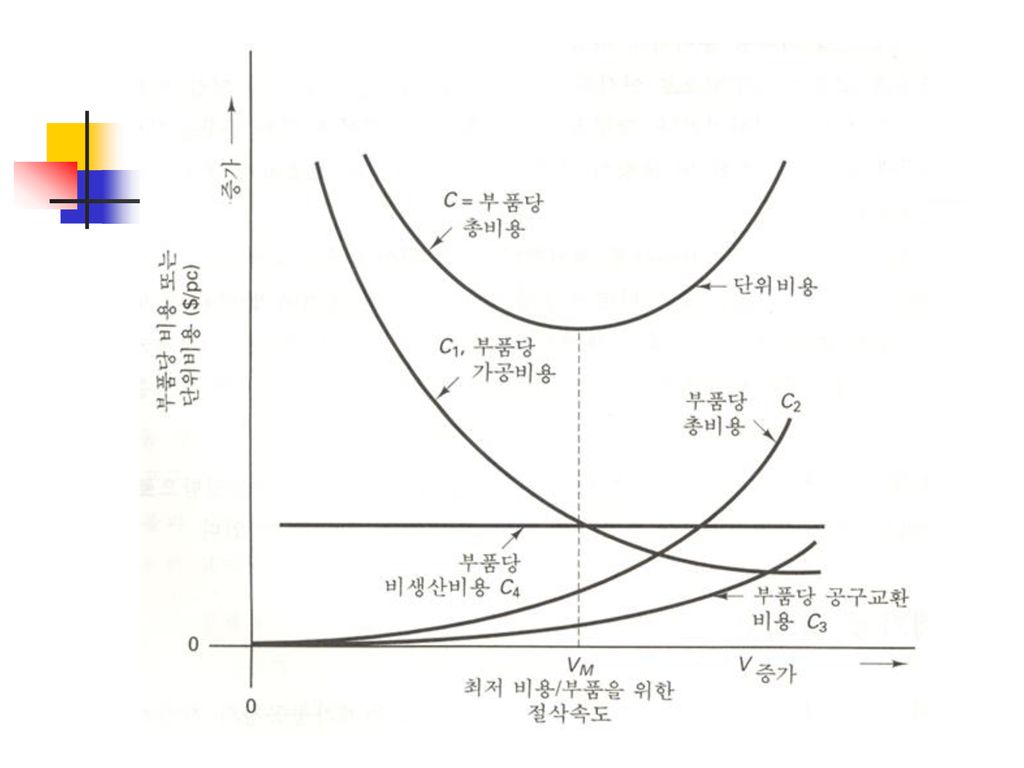
4 Cost elements ① Handling cost : (Ro + Rm) tl ② Cutting cost : (Ro + Rm) → 소요시간 ③Tool change cost: (Ro+Rm)tchㆍnt →tool 교환횟수 = ④ Tool cost : Ctㆍnt =
 tl. ② Cutting cost : (Ro + Rm) → 소요시간. ③Tool change cost: (Ro+Rm)tchㆍnt →tool 교환횟수 = ④ Tool cost : Ctㆍnt =")
45
16-5 Economics of Machining
1) Minimum cost Model total cost = ①+②+③+④ =
 Minimum cost Model. total cost = ①+②+③+④. =")
46
16-5 Economics of Machining
From Tool life equation

47
16-5 Economics of Machining
2) Maximum Production Model (Minimum Production Time) Time elements : (1 unit piece를 절삭할 때) ① Handling time = tl ② Cutting time = ③ Tool changing time =
 Maximum Production Model. (Minimum Production Time) Time elements : (1 unit piece를 절삭할 때) ① Handling time = tl. ② Cutting time = ③ Tool changing time =")
48
16-5 Economics of Machining
Total unit time =

49
16-6 절삭성 절삭의 용이성 1) 가공 난이도 - 비에너지, (비전단, 비마찰에너지) 재료에 따른 난이도
2) 30분 가공 후 flank wear 0.33mm인 절삭속도
 30분 가공 후 flank wear 0.33mm인 절삭속도.")
50
16-7 절삭유 냉각효과, 윤활효과 수용성유 - 냉각효과, 고속가공, 산화유발 불용성유 - 윤활작용이 많이 요구되는 저속가공
염소계의 극압 첨가제 (유해)
")
51
16-7 절삭유 절삭유 오염물질

52
16-7 절삭유 오염물질 제거과정 - 여과, 하이드로사이클로닝 (원심분리-비중차이 이용), 저온살균, 고속원심분리
냉각제 재활용; 폐기비용 99% 절감 구입비 80% 절감

53
16-7 절삭유

Similar presentations

>")













엠케이차이나컨설팅 박경하 常務 / 經營指導士>")



