Download presentation
1
반 갑 습 니 다 에스엠텍 SMT사업부

2
SMD 공정 전체 Process Map( 인쇄 공정에서 검사공정 까지 )
전체 Process Mapping SMD 공정 전체 Process Map( 인쇄 공정에서 검사공정 까지 ) 인 쇄 표준 장착 납 땜 검 사 이형 장착 Cartridge 장 착
 인 쇄. 표준 장착. 납 땜. 검 사. 이형 장착. Cartridge 장 착.")
3
SMD Component c QFP b a 각 chip의 크기 별 분류( 적층 chip형 )
a,b 즉 1005의 경우 a = 1.0 , b = 0.5 a b c Chip 고정 저항기 1005C 1005R

4
SMD COMPONENTS 1.TYPE mm inch L 0603 1005 1608 2012 3216 3225 4532
5650 0201 0402 0603 0805 1206 1210 1812 2220 W T L:1.0(mm) W:0.5(mm) T:두께
 W:0.5(mm) T:두께.")
5
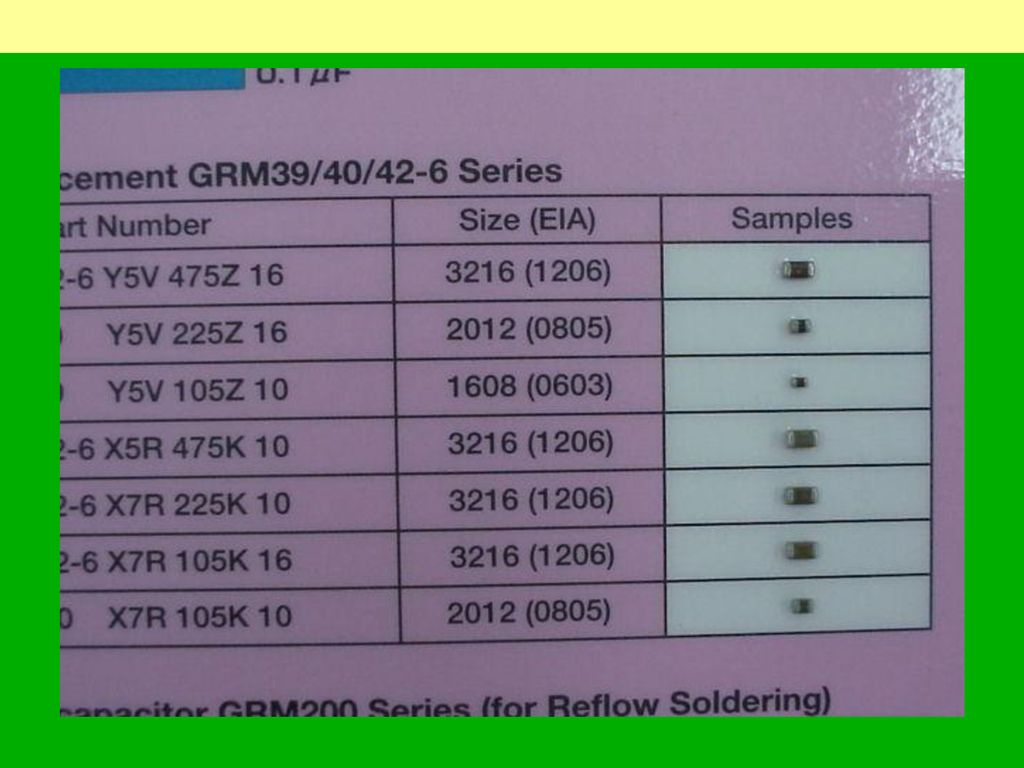
향후 적용 부품의 소개 3 1206 0805 0603 0402 0201 Example of 0201 density
0201 size 0.3 x 0.3 x 0.6 mm 1206 0805 0603 0402 0201

7
Solder Paste Printing SP-400+ ■ Solder paste를 PWB의 pad위에 놓기 위한 공정
1) stencile : METAL MASK 2) solder paste : MP100 3) squeegee : Metal 4) machine parameter 5) 작업관리 a.인쇄 위치 확인 b. 인쇄량 확인 c.Mask 세척 확인
 stencile : METAL MASK. 2) solder paste : MP100. 3) squeegee : Metal. 4) machine parameter. 5) 작업관리. a.인쇄 위치 확인. b. 인쇄량 확인. c.Mask 세척 확인.")
8
Chip Mounting CP-45F NEO ■ 인쇄된 Solder paste위에 부품을 장착 하기 위한 공정
1) High speed chip placer vs Multle placer 2) PCB support jig 3) nozzle 및 feeder 관리 4) machine parameter 5) 작업관리 a. 설비 가동 / Error rate. b. Parts change / spec 확인. c. 장착위치 확인, 수정. d. Cartridge 관리.
 High speed chip placer vs Multle placer. 2) PCB support jig. 3) nozzle 및 feeder 관리. 4) machine parameter. 5) 작업관리. a. 설비 가동 / Error rate. b. Parts change / spec 확인. c. 장착위치 확인, 수정. d. Cartridge 관리.")
9
Reflow Soldering HELLER 1808EXL
■ Solder paste위에 탐재된 부품 을 열을 가하여 납을 녹게 하여 부품의 전극과 PWB의 Land을 접합하는 공정 1) 열 전달 방식 2) 온도 profile 3) chain conveyor 4) machine parameter 5) 작업관리 a. 온도 확인. b. Conveyor speed. ■ Soldering 방식 : 1) Reflow 방식 2) 열풍 방식
 열 전달 방식. 2) 온도 profile. 3) chain conveyor. 4) machine parameter. 5) 작업관리. a. 온도 확인. b. Conveyor speed. ■ Soldering 방식 : 1) Reflow 방식. 2) 열풍 방식.")
10
용어 정리 ◈ PWB : Print Wire Board
절연 기판 표면 또는 내면에 전기 설계를 따르는 배선, Pattern을 도전재료 로 형성 고정한 것 ◈ PCB : Print Circuit Board PCB상에 부품을 탑재,실장하여 전기적 특성을 갖춘 회로를 구성한 것 ◈ F PCB :Flexible Print Circuit Board 유연성 PCB상에 부품을 탑재,실장하여 전기적 특성을 갖춘 회로를 구성한 것 ◈ SMD : Surface Mounting Device 표면 실장용 부품을 의미하며 Soldering을 위한 접합면이Lead 또는 Bump등 의 형태로 구성되며 PWB의 표면에 탑재된다 ( Carrier형 Chip ) ◈ SMT : Surface Mounting Technology 표면 부품 실장 기술,Solder paste와 Reflow를 이용 고밀도,고집적화를 실현 ◈ REFLOW Solder coating을 한 것을 재용해하는 것이 본래의 의미로 현재는 FLUX와 땜납을 놓은 것을 가열을 통해 부품을 결합하도록 하는 것 을 총칭 현재는 Soldering과 동일 용어 로서 사용 되고 있음
 ◈ SMT : Surface Mounting Technology. 표면 부품 실장 기술,Solder paste와 Reflow를 이용 고밀도,고집적화를 실현. ◈ REFLOW. Solder coating을 한 것을 재용해하는 것이 본래의 의미로 현재는 FLUX와 땜납을 놓은 것을 가열을 통해 부품을 결합하도록 하는 것 을 총칭 현재는 Soldering과 동일 용어 로서 사용 되고 있음.")
11
◈SUBSTRARE : 기판 트랜지스터 등을 그 표면에 실장하여 인쇄회로를 만들기 위한 판. 일반적으로
용어 정리 ◈SUBSTRARE : 기판 트랜지스터 등을 그 표면에 실장하여 인쇄회로를 만들기 위한 판. 일반적으로 플라스틱판에 동박을 접착해 Etching에 의해 불필요한 동박부를 이용하거나 얇은 Ceramic판위에 도전성 Paste를 도포 ,그위에 전자부품을 실장한다 ◈SOP : Small Outline Packages Package의 본체의 장변 두방향에 Lead를 가진 형태의 부품 ◈SSOP : Shrink Small Outline Packages SOP의 다핀화 및 축소화된 형태의 부품 ◈TSOP : Thin Small Outline Packages SOP TYPE의 초박형 형태의 부품 SOP SSOP TSOP PITCH ,0.8,0.65, ,1.0,0.8,0.65 단자폭 ,0.35,0.30, ,0.22,0.18,0.14 UNIT : mm

12
◈QFP : Quad Flat Packages ◈CHIP PARTS의 형태별 분류
용어 정리 ◈QFP : Quad Flat Packages Package 본체의 네 방향 으로 lead가 존재하는 부품의 형태. ◈CHIP PARTS의 형태별 분류 개별 부품은 각각의 가로,세로의 size를 따서 부른다. ( mm 또는 inch ) ◈각 CHIP : Rectangular ◈원통 CHIP : Melf / Tubular / Cylindrical ◈LCC : Lead less Chip Carriers ◈LGA : Land Grid Array CSP type의 일종으로 하면 Lead부가 Solder bump 대신 세라믹으로 구성된 형태 일부 Filter를 중심으로 사용이 확대되고 있다 ◈CSP : Chip Scale Package 부품의 하면에 Ball Type Solder pump를 형성하여 Lead를 대신한 Bare type chip 현재는 Ball Pitch가 1.0mm 미만의 경우에 불리어지는 명칭 ◈ BGA : Ball Grid Array CSP와 유사 형태로서 제조 회사의 분류 방법 따라 uBGA라고도 한다. Ball pitch 가 1.0mm 이상의 경우
 ◈각 CHIP : Rectangular. ◈원통 CHIP : Melf / Tubular / Cylindrical. ◈LCC : Lead less Chip Carriers. ◈LGA : Land Grid Array. CSP type의 일종으로 하면 Lead부가 Solder bump 대신 세라믹으로 구성된 형태. 일부 Filter를 중심으로 사용이 확대되고 있다. ◈CSP : Chip Scale Package. 부품의 하면에 Ball Type Solder pump를 형성하여 Lead를 대신한 Bare type chip. 현재는 Ball Pitch가 1.0mm 미만의 경우에 불리어지는 명칭. ◈ BGA : Ball Grid Array. CSP와 유사 형태로서 제조 회사의 분류 방법 따라 uBGA라고도 한다. Ball pitch 가 1.0mm 이상의 경우.")
13
용어 정리 ◈FC : Flip Chip Bare chip 형태의 초소형 부품으로 Wafer size와 동일 Size의 구현이 가능하다 ◈OSP : Oxidation Selective Plating PCB pad의 도금 시 종래 사용하던 Au / Ni 를 대신한 공법의 명칭으로 Ni 대신 Resin계열의 특수 약품을 사용하여 CSP/uBGA의 접합신뢰성을 향상시켜 각광받고 있다.

14
SMT 부품의 보관 ◈ NMP 권장 보관 방법 : 습도 30 ~ 60% 온도 25℃ ± 5℃
온도 25℃ ± 5℃ ◈ 운송시 보관 방법 : 습도 % 온도 - 5℃ - 40℃ ◈ 생산조건 : 습도 ~ 70% 온도 ℃± 3℃ 집적화 부품은 습기로부터 보호되어져야 하므로 제습/진공 포장 상태를 유지해야 한고 사용 직전 포장을 개봉한다 각종 부품은 ESD( 정전기)로 부터 보호 되어야 한다. 부자재의 보관은 특성에 맞게 보관 되어져야 한다 이의 기준은 온도/습도의 영향으로 각종 성분의 변화가 일어나서는 안 된다는 것을 의미한다 Solder Paste의 경우 5℃에서 10℃사이가 최적의 보관상태
로 부터 보호 되어야 한다. 부자재의 보관은 특성에 맞게 보관 되어져야 한다. 이의 기준은 온도/습도의 영향으로 각종 성분의 변화가. 일어나서는 안 된다는 것을 의미한다. Solder Paste의 경우 5℃에서 10℃사이가 최적의 보관상태.")
15
Cream Solder 보관 및 취급 방법 인쇄 보관온도 : 2∼8℃ 안정된 조건에서 최대 3개월 보관가능
일반적인 생산환경에서는 4주 Warming-up 잘 순환되는 공기 중에서 최소 3시간 동안 안정화 시킨 후 사용 열을 사용하여 Warming-up 시키지 말것 Solder powder 의 Segmentation(분할)을 최소화하기 위해 같은 장소에 4주 이상 보관하지 말아야 한다 4 4
을 최소화하기 위해 같은 장소에 4주 이상 보관하지 말아야 한다")
16
Cream Solder 충진 Squeegee Paste 인쇄 Rolling Stencil Board Pad 인쇄 진행 방향
인쇄공정은 Stenci표면의 Paste를 Squeegee를 이용 Stencil의 개구부로 밀어 넣는공정이다. Paste의 Rolling 및 Stencil면에 대한 Squeegee의 Slip특성에 의해 충진되는 Paste의 양이 결정된다. 2 2

17
Cream Solder 판 분리 인쇄 대기압 Stencil 부압 Board Pad
점착력 응집력 Paste 의 점착력이 응집력보다 작을 때 판 분리가 일어나고 PWB와 Stencil 사이에 부압이 형성되어 외부의 대기압에 의해 PASTE가 빠지게 된다

18
Cream Solder 인쇄 후 형태 인쇄 인쇄 된 PASTE Board Pad
▶칫소수 : PRINT 후 PAD 상에서 PRINTING 상태를 유지할려는 성질 ▶점도 : 유체의 점도 즉, 점성계수는 유동에 대한 유체 자체의 저항, 또는 유체의 내부 마찰의 정도를 의미한다. 점도는 온도변화 및 인쇄속도에 영향을 크게 받는다.

19
인쇄 대표적인 인쇄 M/C 4 4

20
Cream Solder 규격 인쇄 Specification : Sn63Pb37Ag0.4~4%
Property : 매우 가늘고 Low Pitch printing에 적용가능 Metal content : 89.5%±0.5% (무게) Particle size : 20∼45㎛±5㎛ Particle 모양 : 구형 Solder alloy : Sn63Pb37Ag0.4~4% Open time : Min 180분 Screen life : Min 24시간 4 4
 Particle size : 20∼45㎛±5㎛ Particle 모양 : 구형. Solder alloy : Sn63Pb37Ag0.4~4% Open time : Min 180분. Screen life : Min 24시간")
21
인쇄 Squeegee Squeegee blade material : 고속 인쇄를 위한 적당히 굳은 부식방지 spring steel 또는 stainless steel Print angle : 57.5±2.5。 Squeegee width : Round up 된 Panel 길이에 가장 가까운 표준 폭 4 4

22
Stencil(1) 인쇄 바닥면의 frame 평탄도 : Max 1㎜ Tension : Min 25N/cm
두께 DCT4, 0201pad, 0.5㎜ CSP pitch 0.10㎜ ± 0.01㎜ 0402, Min 0.4㎜ pitch QFP, Min 0.75㎜ CSP pitch 0.12㎜ ± 0.01㎜ 0603, ≥0.65㎜ pitch 0.15㎜ ± 0.01㎜ 재질 : Nickel, Stainless steel 4 4

23
인쇄 Stencil(2) 제조방법 0603, Min 0.65㎜ pitch : Additive nickel, laser cutting, good quality etching 0402, Min 0.4㎜ pitch QFP, min 0.5㎜ CSP pitch : Additive nickel, laser cutting, good quality etching 생산 중 reject될 최소 tension : 20N/cm 4 4

24
Support tables 인쇄 Material 기계로 가공한 steel 또는 anodized Al 합금
높은 마찰 표면이 권장됨 Frame clamps와의 parallelity : Max 0.2㎜ Supporting surface smoothness : ±0.025㎜ Machining depth : 최대부품높이±min 5㎜ Module edge support Module 가운데를 향해 가장자리로부터 1.5㎜±0.5㎜ Support 없이 가능한 가장자리로부터 최대 거리 : 15 ㎜ Module inner area support Support 없이 가능한 최대 PWB 거리 : 35㎜ Support pin : M3×15 set screws 또는 그 비슷한 것 4 4

25
Printing process parameters
인쇄 Printing process parameters Print speed 100㎜/s (권장), 70㎜/s (최소), 120㎜/s (최대) Squeegee force : 25∼35N Snap-off distance : -0.5∼0.0㎜ Separation speed : 0.1∼0.3㎜/s Automatic wipe rate : 20 prints/1회 (권장) 30 prints/1회 (최소) 10 prints/1회 (최대) 4 4
, 70㎜/s (최소), 120㎜/s (최대) Squeegee force : 25∼35N. Snap-off distance : -0.5∼0.0㎜ Separation speed : 0.1∼0.3㎜/s. Automatic wipe rate : 20 prints/1회 (권장) 30 prints/1회 (최소) 10 prints/1회 (최대)")
26
인쇄 인쇄에 영향을 미치는 요인 땜납 인쇄성 Squeegee Cream Solder Screen printer
경 도 Flux 함유량 입자 Size 평행도 점 도 형 상 인쇄압력 입자형상 각 도 칙소지수 속 도 땜납 인쇄성 두 께 Clearance 정밀도 Tension 개구부 단면 형상 Cleaning기능 개구부 폭 강 도 개구부 코너형상 Squeegee면 거칠기 판분리 Frame의 평탄도 및 강성 Screen printer Metal Mesk 4 4

27
Trouble causes & shooting(1)
인쇄 Trouble causes & shooting(1) 인쇄에 영향을 미치는 요인 불규칙한 Print 두께 Screen 또는 Stencil 이 PCB 표면과 평행하지 못할 때 Squeegee 압력이 일정하지 않을 때 Squeegee 가 수평이 맞지 않을 때 Stencil 개구부가 맞지 않을 때 Stencil 바닥에 이물이 있을 때 Board의 불규칙한 Legend(명각) Legend/Label이 pad에 너무 가까울 때 불규칙한 Mask 4 4
 인쇄에 영향을 미치는 요인. 불규칙한 Print 두께. Screen 또는 Stencil 이 PCB 표면과 평행하지 못할 때. Squeegee 압력이 일정하지 않을 때. Squeegee 가 수평이 맞지 않을 때. Stencil 개구부가 맞지 않을 때. Stencil 바닥에 이물이 있을 때. Board의 불규칙한 Legend(명각) Legend/Label이 pad에 너무 가까울 때. 불규칙한 Mask")
28
Trouble causes & shooting(2)
인쇄 Trouble causes & shooting(2) 인쇄에 영향을 미치는 요인 얇은 Print Squeegee 압력이 너무 높을 때 (polyurethane) Squeegee 의 강도가 무를 때 Stencil의 두께가 부정확하거나 닳았을 때 4 4
 인쇄에 영향을 미치는 요인. 얇은 Print. Squeegee 압력이 너무 높을 때 (polyurethane) Squeegee 의 강도가 무를 때. Stencil의 두께가 부정확하거나 닳았을 때")
29
Trouble causes & shooting(3)
인쇄 Trouble causes & shooting(3) 인쇄에 영향을 미치는 요인 ■ 울퉁불퉁한 경계면 ◈ 온,습도가 너무 높거나 낮을 때. ◈ 도금 또는 HASL이 너무 두꺼울 때. ◈ 닳았거나 Damage를 입은 Stencil. ◈ Snap-off가 너무 클 때. 4 4
 인쇄에 영향을 미치는 요인. ■ 울퉁불퉁한 경계면. ◈ 온,습도가 너무 높거나 낮을 때. ◈ 도금 또는 HASL이 너무 두꺼울 때. ◈ 닳았거나 Damage를 입은 Stencil. ◈ Snap-off가 너무 클 때")
30
Trouble causes & shooting(4)
인쇄 Trouble causes & shooting(4) 인쇄에 영향을 미치는 요인 ▣ 불완전한 Print ▣ 막힌 Stencil ▶ Incomplete solder / paste 추가 ▶ Paste의 Particle size의 분포가 일정하지 못할 때 ▶ Board에 너무 가깝게 Snap-off로 조정 되어 있을 때 ▶ Paste가 Squeegee에 달라 붙을 때 ▶ Paste의 점도가 좋지 않거나 완전히 해동 되지 못했을 때. ▶ Squeegee가 Stencil을 깨끗하게 밀고 나가지 못할 때 4 4
 인쇄에 영향을 미치는 요인. ▣ 불완전한 Print. ▣ 막힌 Stencil. ▶ Incomplete solder / paste 추가. ▶ Paste의 Particle size의 분포가 일정하지 못할 때. ▶ Board에 너무 가깝게 Snap-off로 조정 되어 있을 때. ▶ Paste가 Squeegee에 달라 붙을 때. ▶ Paste의 점도가 좋지 않거나 완전히 해동 되지 못했을 때. ▶ Squeegee가 Stencil을 깨끗하게 밀고 나가지 못할 때")
31
Trouble causes & shooting(5)
인쇄 Trouble causes & shooting(5) 인쇄에 영향을 미치는 요인 Print peaking Stencil snap-off 가 너무 클 때 온습도가 너무 높을 때 많은 Paste가 stencil 바닥에 달라 붙을 때 4 4
 인쇄에 영향을 미치는 요인. Print peaking. Stencil snap-off 가 너무 클 때. 온습도가 너무 높을 때. 많은 Paste가 stencil 바닥에 달라 붙을 때")
32
Trouble causes & shooting(6)
인쇄 Trouble causes & shooting(6) 인쇄에 영향을 미치는 요인 Smearing-Bridging Squeegee 압력이 너무 높거나 down stop이 너무 클 때 Stencil 바닥에 solder paste가 많이 있을 때 Snap-off가 너무 높을 때 상태가 좋지 않은 HASL 4 4
 인쇄에 영향을 미치는 요인. Smearing-Bridging. Squeegee 압력이 너무 높거나 down stop이 너무 클 때. Stencil 바닥에 solder paste가 많이 있을 때. Snap-off가 너무 높을 때. 상태가 좋지 않은 HASL")
33
Trouble causes & shooting
인쇄 Trouble causes & shooting Insufficient (부족)의 원인 Aperture의 막힘 좋지 않은 Aperture design : Aspect ratio가 1.5 보다 작을 때 Squeegee 압력이 너무 낮을 때 : 깨끗하게 밀고 나가지 못한다 나쁜 조건의 solder paste 휘발성 물질이 다 증발하고 말랐을 때 Paste가 유효기간이 지났거나 재사용 되었을 때 Paste가 완전히 해동되지 않은 상태에서 사용했을 때 Paste가 충분히 얇게 잘려 나가지 않았을 때 Print cycle 중 정지에 의해 발생 4 4
의 원인. Aperture의 막힘. 좋지 않은 Aperture design : Aspect ratio가 1.5 보다 작을 때. Squeegee 압력이 너무 낮을 때 : 깨끗하게 밀고 나가지 못한다. 나쁜 조건의 solder paste. 휘발성 물질이 다 증발하고 말랐을 때. Paste가 유효기간이 지났거나 재사용 되었을 때. Paste가 완전히 해동되지 않은 상태에서 사용했을 때. Paste가 충분히 얇게 잘려 나가지 않았을 때. Print cycle 중 정지에 의해 발생")
34
Electroformed Additive
인쇄 Stencil 종류 및 제조공정 Stencil Board Pad Aperture Profiles Chemical Etch Laser Cut Electroformed Additive 4 4

35
용어 정의 인쇄 1.Board Parameters Speed : Distance시의 속도 Y size : board의 길이
X size : board의 넓이 Y size : board의 길이 Thickness : board의 두께 Detent : board가 board stop sensor에 도착 한 후 움직이는 거리 Load Speed : In-loader에서 board stop sensor 까지 loading되는 속도 Unload Speed : Print 작업 후 Out- loader 쪽으로 loading 되는 속도 Snap off : board의 위쪽 표면과 stencil의 아래쪽 표면과의 거리 Vacuum : Base에서 board를 print 작업 시 흔들림을 방지 하기 위해 사용 Enabled : Slow Snap-off 기능의 사용 유,무 선택 Down Delay : print cycle이 끝난 이후 Z축이 내려오기 전까지 머물러 있는 시간 Distance :Down Delay이후 Z축이 slow snap-off 하면서 내려오는 거리 Speed : Distance시의 속도

36
인쇄에 영향을 미치는 요인 인쇄 3.Squeegee
Enable : Print작업 시 Squeegee의 사용 유,무 선택 Stroke type : Altern - Squeegee를 교대로 사용 (Print작업 시 먼저 앞쪽 Squeegee를 사용 그 다음 작업 시 뒤쪽 Squeegee를 사용해 작업) Stroke (+) : Stroke (+)의 역할은 Squeegee의 실제적으로 Print시 나아가는 거리의(+) 값 Stroke(-) : Squeegee의 나아가는 거리의 (-)값 Up delay : Print Head가 Print stroke작업이 끝나고 Stencil에서 pulls up되기 전까지의 대기 시간 Hop over : Print 작업 시 Paste가 뭉쳐 있는 부분부터 Squeegee stroke를 실행
 Stroke (+) : Stroke (+)의 역할은 Squeegee의 실제적으로 Print시 나아가는 거리의(+) 값. Stroke(-) : Squeegee의 나아가는 거리의 (-)값. Up delay : Print Head가 Print stroke작업이 끝나고 Stencil에서 pulls up되기 전까지의 대기 시간. Hop over : Print 작업 시 Paste가 뭉쳐 있는 부분부터 Squeegee stroke를 실행.")
37
인쇄에 영향을 미치는 요인 4.Prog Squeegee 인쇄
Lift Height : Print Stroke작업이 끝난 이후에 Squeegee blades가 stencil에서 올라가는 거리 Left Weight :Squeegee blades의 왼쪽 side의 무게 Right Weight : Squeegee blades의 오른쪽 side의 무게

38
인쇄에 영향을 미치는 요인 인쇄 5.Front Squeegee
Total force : Squeegee blades가 print cycle 동안 stencil에 가해지는 압력 또는 힘의 합 Balance(L/R) : 정해 준 비율에 의해 적용 되어지는 Squeegee의 Left와 Right 의 힘의 분배 Down Stop : Squeegee blades가 내려와 stencil에 접촉 한 이후 “over travel”하는 거리 Attack Angle : stencil 표면에 관계가 되는 Squeegee blades의 각도 Print Speed : Squeegee가 stencil표면을 지나 갈 때의 속도
 : 정해 준 비율에 의해 적용 되어지는 Squeegee의 Left와 Right 의 힘의 분배. Down Stop : Squeegee blades가 내려와 stencil에 접촉 한 이후 over travel 하는 거리. Attack Angle : stencil 표면에 관계가 되는 Squeegee blades의 각도. Print Speed : Squeegee가 stencil표면을 지나 갈 때의 속도.")
39
인쇄에 영향을 미치는 요인 인쇄 6. Vision System Find All :
Accept level : Find All : FP Mode :Board와 Stencil을 읽을 때 사용하는 Mode (예 :FP Mode를 2회 할 경우1회 시 board와 stencil의 fiducial을 읽고 2회 시 board의 fiducial만 읽고 작업) Verify ID : X-offset : board와 stencil과의 mismatch를 X축으로 바로 잡아 주는 기능 Y-offset : board와 stencil과의 mismatch를Y축으로 바로 잡아 주는 기능 Theta off : board와 stencil과의 mismatch를Theta축으로 바로 잡아 주는 기능
 Verify ID : X-offset : board와 stencil과의 mismatch를 X축으로 바로 잡아 주는 기능. Y-offset : board와 stencil과의 mismatch를Y축으로 바로 잡아 주는 기능. Theta off : board와 stencil과의 mismatch를Theta축으로 바로 잡아 주는 기능.")
40
인쇄 인쇄에 영향을 미치는 요인 7.Stretch Limits Enabled Maximum X Maximum Y

41
인쇄 Metal Mask 제조공법 별 특징 재 질 장 점 단 점 구 분 가공법
Semi-additive (Chemical milling or Plating) Nickel or Chrom Etched stainless Copper or Nickel alloy Special metal sheet Etching 방법보다 단면 상태 양호함 Fine pitch(0.65)에 양호함 Etching 단면 상태 약간 남음 도금으로 Sharp부분 Levling이 완벽 하지 못할 경우 납 빠짐성이 떨어짐 작업공정이 김 재 질 장 점 단 점 Full additive (Electro-forming plating) Nickel plated metal Dry film Fine pitch(0.5이하) 작업에 우수함 Cutting 단면이 극히 양호함 (빠짐성:上) 작업성이 떨어짐 (3~5hr/sheet) Dry film작업시 작업조건 Control이 어려움 → Cost 高 장납기 가격이 비싸다 Laser (YAG-laser) Stainless metal or sheet Nickel alloy sheet Copper alloy sheet CAD Data수정을 제외한 작업성은 양호함 (CNC control) Fine pitch(0.5)까지 가능함 CAD Data부분 수정이나 PWB의 Tolerance 변화에 빠른 대응이 어렵다 Cutting 단면이 거칠음 (빠짐성:中) 작업속도가 늦음 SUS (Chemical-Etching) Nickel alloy Copper alloy Special metal 작업성 양호 작업속도 빠름 단납기 Etching factor에 의한 단면 edge 발생 Fine pitch용 특수재료 사용시 → 재료비 50% 증가 구 분 가공법
 Nickel or Chrom. Etched stainless. Copper or Nickel alloy. Special metal sheet. Etching 방법보다 단면 상태 양호함. Fine pitch(0.65)에 양호함. Etching 단면 상태 약간 남음. 도금으로 Sharp부분 Levling이 완벽 하지 못할 경우 납 빠짐성이 떨어짐. 작업공정이 김. 재 질. 장 점. 단 점. Full additive (Electro-forming plating) Nickel plated metal. Dry film. Fine pitch(0.5이하) 작업에 우수함. Cutting 단면이 극히 양호함 (빠짐성:上) 작업성이 떨어짐 (3~5hr/sheet) Dry film작업시 작업조건 Control이 어려움 → Cost 高. 장납기. 가격이 비싸다. Laser (YAG-laser) Stainless metal or sheet. Nickel alloy sheet. Copper alloy sheet. CAD Data수정을 제외한 작업성은 양호함 (CNC control) Fine pitch(0.5)까지 가능함. CAD Data부분 수정이나 PWB의 Tolerance 변화에 빠른 대응이 어렵다. Cutting 단면이 거칠음 (빠짐성:中) 작업속도가 늦음. SUS (Chemical-Etching) Nickel alloy. Copper alloy. Special metal. 작업성 양호. 작업속도 빠름. 단납기. Etching factor에 의한 단면 edge 발생. Fine pitch용 특수재료 사용시 → 재료비 50% 증가. 구 분. 가공법.")
42
Soldering Mechanism 인쇄 > 1. Powder Size 2. Rolling 3. Printing
Metal Metal mask 50μ ⓢ t= 120μ PWB Ⓣ 40μ t= 120μ Metal Ⓣ ⓢ > 25μ t= 120μ Metal

43
인쇄 Soldering Mechanism

44
인쇄 Soldering Mechanism

45
인쇄 Soldering Mechanism

46
Soldering Mechanism 인쇄 인쇄 예열2 Flux 응집 Solder 미용융 장착 Reflow
102j 예열2 150 ~179℃ Flux Flux 응집 Solder 미용융 장착 102j 102j Reflow 179 ~220℃ Solder Solder 용융 젖음확산.고정 예열1 102j 60 ~120℃

47
Soldering 열은 soldering 작업에서 빼 놓을 수 없는 요소이다. 가열하지 않고soldering을 하는 방법은 없다. Soldering 작업 중 열은 정해진 온도 내에 일정시간,일정량을 합리적 방법으로 공급하고 균일적인 분산,냉각이 일어나게 해야 한다. 열은 절대적 요소인 반면 soldering 접합 품질의 저하,부품의 손상 등을 생성 시키는 직접적인 원인이 되기도 한다. 전열의 기본 전도 ( conduction ) : 전기 soldering / 저항가열 대류 ( convection ) : reflow / 열풍 / 증기 잠열 방사 ( radiation ) : 적외선 / laser / 광 beam
 : 전기 soldering / 저항가열 대류 ( convection ) : reflow / 열풍 / 증기 잠열. 방사 ( radiation ) : 적외선 / laser / 광 beam.")
48
Temperature Time Profile 3 Overheat 6 2 1 5 Underheat 4
1. 부품에 충격이 가거나 납 알갱이가 튈 가능성이 있다. 2. Flux증발이 너무 빠른 시간에 일어나거나 Flux의 산화가 일어날 수 있다. 3. 부품과 PWB에 충격을 줄 수 있다. 4. Solvent가 증발하기에 불충분한 온도 5. Flux의 증발이 충분하지않음 6. 속이 빈 납이 형성될 가능성이 있음

49
Profile 고화점 : SnPbAg2의 경우 약 179℃ 액상점 : SnPbAg2의 경우 약 190℃ Flux 용제 증발
230 ℃ 200 ℃ 150 ℃ 고화점 : SnPbAg2의 경우 약 179℃ 액상점 : SnPbAg2의 경우 약 190℃ Flux 용제 증발 정화 온도의 변화는 초당 약 2 ℃ 의 차를 유지한다

50
Profile preheat peak = 210℃ 179℃ reflow Period 2 cooling Period 1
250℃ 200℃ 179℃ 150℃ reflow 100℃ Period 2 50℃ preheat cooling Period 1 0s 80s 40s 120s 160s 200s 30 sec 이내

51
Profile 1. Period1 이 zone에 대한 최대 기울기는 초당 2℃이내로 제한된다.
2℃보다 더 높으면 과다한 solder balling과 solder등이 무너짐의 결과를 초래할 수도 있다. 2. Preheat 예열 설정은 시간 설정을 PCB size 및 reflow oven의 특성에 따라 100℃~150℃까지 70~120초사이의 시간으로 계산된다.

52
Profile 3. Period 2 이 zone의 시간은 30sec 이내 로 유지하는 것이 solder ball
발생을 최소화 할수 있다. 기울기는 150℃부터 Sn62 합금의 녹는점인 179℃까지 2.5℃~3℃이내에 있어야 한다. 이것은 이 zone에서의 온도가 적당히 높아야 하며 179℃이상에서 녹기에 앞서 179℃ 이상에서 sn62 가 녹기시작할 경우 flux의 퍼짐 활동이 감소되어야 한다. 4. reflow Peak reflow 온도는 합금의 녹는점에서 30℃를 더해서 계산된다. SN62는 179℃에서 녹고,peak reflow 온도는

53
Profile 179℃+30℃=209℃+5℃이다. Peak에서의 시간은 중요하지
않고,통상 사용되는 Reflow type에 좌우됨으로써 측정되지 않기 때문이다. 하지만 179℃이상 시간은 Reflow후에 Solder joint의 형상을 결정함으로써 중요하다. SN62 합금에 대한 179℃이상 시간은 30~40sec이다. 통상 RP11 Solder Paste에 대한 Setting은 40~60 sec의 범위에 있다. 이보다 시간이 더 길 경우 무디고 거친 접합의 결과가 나올지도 모르고 Flux 찌꺼기가 타게 될 수도 있다. 시간이 30sec 이내일 경우 큰 pad /lead 에는 불충분한 납 젖음성 및 상호간 금속 결합이 빈약하게 될 수도 있다.

54
Profile 5.Cooling Cooling 의 최대 기울기는 초당 4℃ 이하로 제한 되며 더
빠르게 냉각할 경우 Solder 접합에 Crack이 생길 수도 있다. 하지만 느린 Cooling은 Solder 합금에 더 큰 결정의 증가로 인해 무딘 Solder 결합의 결과를 초래할 수도 있다.

55
Profile

56
Profile

57
Profile

58
Profile

59
Profile





FINISH( 표면처리 )ROUTER ( 외형가공 ) ELECTRIC TEST VISUSAL INSPECTION.>")
 하판 (Back Plate) 요구특성 고투과율 저저항화 막두께의 균일성 BUS 전극과의 밀착성. 내열성, 내약품성. ITO(Indium Tin Oxide) - Sputter 법 ( 전도성이 가장 우수 ) - Ion Plating.>")


 패키징 기술 및 금속재료. 웨이퍼 한장에는 동일한 전기회로가 인쇄된 칩이 수십개 ~ 수백개 임. 미세한 회를 담고 있기 때문에 외부의 충격에 쉽게 손상되므로 이를 보호하고 외부로부터 전기를 공급받아 전기신호를 전달하는 공정이 필요함 “>")









>")

