Download presentation
Presentation is loading. Please wait.

1
통계 기초 DATA 계량치 데이타 계수치 데이터 길이, 무게, 강도 등 양적으로 측정되는 데이터
(continuous data) 길이, 무게, 강도 등 양적으로 측정되는 데이터 예) 길이, 무게, 온도, 압력, 전압, 저항, 밀도, 농도 등 계수치 데이터 (discrete data) 불량품의 수, 결점수 등과 같이 질적으로 판단하여 개수로 세는 데이터 예) 양품/불량품, 합격/불합격, 이상유무, 결점수, 결점일수 실수 킥의 수
 길이, 무게, 강도 등 양적으로 측정되는 데이터. 예) 길이, 무게, 온도, 압력, 전압, 저항, 밀도, 농도 등. 계수치 데이터. (discrete data) 불량품의 수, 결점수 등과 같이 질적으로 판단하여 개수로. 세는 데이터. 예) 양품/불량품, 합격/불합격, 이상유무, 결점수, 결점일수. 실수 킥의 수.")
2
통계 기초 DATA = 중심 + 산포 DATA 해석 중심경향(Central Location) 목 적
산포(Variability) 모양(Shape) 목 적
 모양(Shape) 목 적.")
3
정규분포의 확률 X ~ N (, 2) µ -4 µ -3 µ -2 µ -1 µ µ +1 µ +2 µ +3 µ +4 68.26% 95.44% 99.73% 99.994%

4
표준편차의 변화에 따른 정규 분포의 변화 작은 표준편차 큰표준편차

5
품질에 대한 변동의 의미 변 동(산포) 품질에 대한 최대의 적 과도한 변동(산포)의 발생은 공정관리 능력이 없음을 의미한다.
 품질에 대한 최대의 적 과도한 변동(산포)의 발생은 공정관리 능력이 없음을 의미한다.")
6
SPC(통계적 공정 관리) S (Statistical) P (Process) C (Control)
: 통계적 자료와 분석 기법 운영 P (Process) : 공정의 품질 변동 원인 및 능력 파악 C (Control) : 품질 목표 달성 및 개선 활동 관리
 : 공정의 품질 변동 원인 및 능력 파악. C (Control) : 품질 목표 달성 및 개선 활동 관리.")
7
SPC의 정의 SPC의 목표 공정에서 요구되는 품질이나 생산성 목표를 달성하기
위하여 PDCA 사이클을 돌려가면서 통계적 방법으로 공정을 효율적으로 운영해 나가는 관리방법 SPC의 목표 공정의 활동상태를 객관적 DATA에 의하여 파악하고, 좋은 제품이 생산될 수 있도록 관리해 줌으로써, 불량 제도에 도달하고 고객만족을 도모하며 더 나아가서 새로운 고객을 창출해 내는 것이다.

8
(Never-Ending Improvement
SPC의 목표에 이르는 활동 요소 고객의 창출 고객만족 불량제로 교육 · 훈련 ·소집단활동 에 의한 과학적 관리기 법의 활용 제조품질에 대한 감시 와 예방활동 끊임없는 공정의 개선활동 (Never-Ending Improvement Activities) 품질산포의 원인규명과 품질변동 감소활동 의사결정을 위한 객관적 정보의 제공 SPC 공정이 가지고 있는 품질 · 생산성 등의 제반 문제
 품질산포의 원인규명과 품질변동 감소활동. 의사결정을 위한 객관적. 정보의 제공. SPC. 공정이 가지고 있는 품질 · 생산성 등의 제반 문제.")
9
SPC의 흐름과 품질변동 관계 공 정 자재 방법 인력 품질측정, 평가, 비교 설계품질 제조품질 측정 기계 환경 우연원인
공 정 자재 방법 인력 품질측정, 평가, 비교 설계품질 제조품질 측정 기계 환경 시스템상 조치 현장조치 우연원인 이상원인 조정 진단 품질변동 원인규명

10
SPC 피이드백이 있는 공정관리시스템 모형 공정의 소리 작업 방법 / 자원 합성 고 객 고객의 소리 통계적 방법 사람 장비
재료 방법 환경 제품 또는 서비스 작업 방법 / 자원 합성 고 객 변화하는 고객욕구 및 기대의 파악 입력 공정 / 시스템 출력 고객의 소리

11
SPC에 사용되는 통계적 수법 1. 평균 및 산포의 측도, 확률 분포 2. (신) QC 7가지 도구
1. 평균 및 산포의 측도, 확률 분포 2. (신) QC 7가지 도구 3. 샘플링, 샘플링 검사법 4. 공정능력조사 5. 통계적 추정 및 가설 검정 6. 상관, 회귀, 분석 7. 분산분석, 실험계획법 8. 다변량분석 9. 다구찌의 품질공학기법 10. 신뢰성기법 - 신뢰성 시험, FMEA
 QC 7가지 도구. 3. 샘플링, 샘플링 검사법. 4. 공정능력조사. 5. 통계적 추정 및 가설 검정. 6. 상관, 회귀, 분석. 7. 분산분석, 실험계획법. 8. 다변량분석. 9. 다구찌의 품질공학기법. 10. 신뢰성기법 - 신뢰성 시험, FMEA.")
12
QC 7가지 도구 QC 7가지 도구의 특장(特長) 1. 쉽게 간단히 작성할 수 있다. 2. 눈으로 보고 곧 알 수 있다.
2. 눈으로 보고 곧 알 수 있다. 3. 모두가 쓸수 있다. 4. 적용범위가 넓다. 5. 유용하다.

13
관 리 도 SPC 1. 수집 - 자료 취합 및 관리도 상에 그림 2. 관리 - 공정데이터로 시험관리한계 계산 지속적
관 리 도 관리 상한 관리 하한 중심선 1. 수집 - 자료 취합 및 관리도 상에 그림 2. 관리 - 공정데이터로 시험관리한계 계산 - 변동의 특별원인 식별과 이에 대한 조치 3. 분석 및 개선 - 변동의 일상원인 파악과 이의 감소를 위한 조치 시행 지속적 공정 개선을 위해 이 3단계를 반복한다.

14
관리도의 구성 중심선(Center Line): 안정상태에 있는 공정의 평균 품질특성 관리한계
- 관리상한(UCL: UPPER Control Limit) : 공정의 안정상태가 존재할 때 최대허용 우연변동 - 관리하한(LCL : Lower Control Limit) : 공정의 안정상태가 존재할 때 최소허용 우연변동 슈하르트의 3법 99.73% 크기 CL LCL LCL 3 3
 : 공정의 안정상태가 존재할 때 최대허용 우연변동. - 관리하한(LCL : Lower Control Limit) : 공정의 안정상태가 존재할 때 최소허용 우연변동. 슈하르트의 3법 % 크기. CL. LCL. LCL. 3 3")
15
공정을 관리상태로 유지하고 공정의 관리 상태 유무를 조사
관리도 공정을 관리상태로 유지하고 공정의 관리 상태 유무를 조사 관리도의 유형 - R (평균치와 범위) 관리도 (개개의 측정치) 관리도 계량치에 사용 - R (메디안과 범위) 관리도 pn (불량개수) 관리도 p (불량률) 관리도 c (결점수) 관리도 계수치에 사용 µ (단위당 결점수) 관리도
 관리도. (개개의 측정치) 관리도 계량치에 사용. - R (메디안과 범위) 관리도. pn (불량개수) 관리도. p (불량률) 관리도. c (결점수) 관리도 계수치에 사용. µ (단위당 결점수) 관리도.")
16
계량형관리도 평균값 관리도 범위 관리도 개개의 측정값 관리도 인접한 두 측정값의 차 관리도 누적합 관리도 중앙값 관리도
이동평균 관리도 지수가중 이동평균 관리도 다변량 차트 짧은 생산주기 SPC 관리도

17
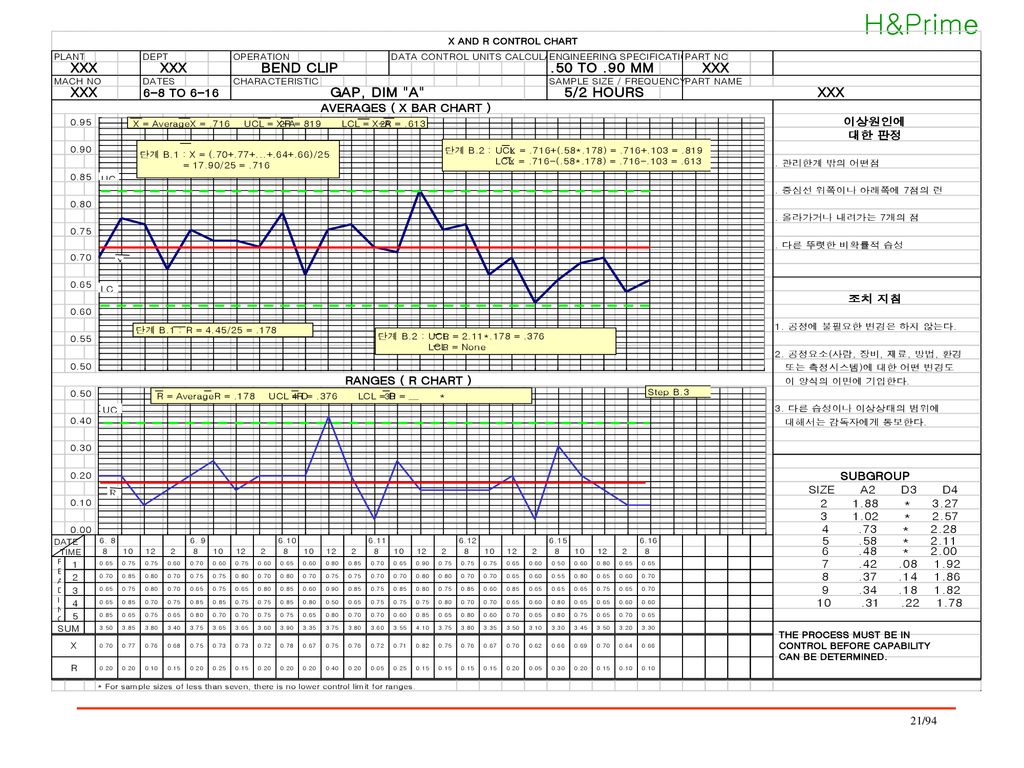
평균값과 범위 관리도(x-R 관리도) 계량형 관리도중에서 가장 많이 사용되는 관리도 평균값 관리도 + 범위 관리도
정규분포 이용 - 평균값과 표준편차 동시에 관리 - 품질특성의 분포를 관리 x 관리도: 군의 평균값의 변화와 군간의 변화 관리 R 관리도: 산포의 변화 관리 x 관리도의 장점 - 품질특성치 x가 정규분포가 아닌 다른 분포를 따른다 해도 중심극한의 원리에 의해 x 는 정규분포에 근사하므로 정규분포 의 성질을 이용할 수 있다. - X관리도 보다 x 관리도가 공정변동에 더 민감하게 작용하며 공정변화를 빠르게 포착할 수 있다.

18
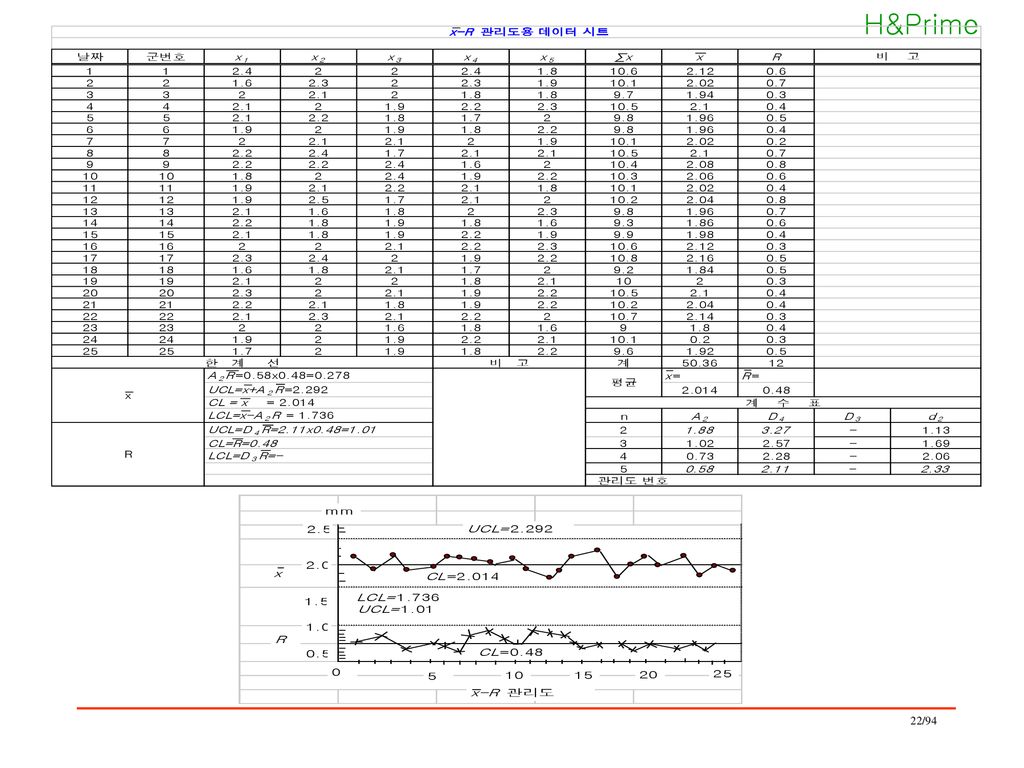
x-R 관리도의 작성 절차 STEP 1: 데이터 수집 STEP 2: 평균치 계산 STEP 3: 범위 계산
- 군의 크기: 3 ~ 5개 - 군의 수: 20 ~ 25군 STEP 2: 평균치 계산 - 각 군의 평균치 계산: x = x/n - 측정치 자릿수 보다 한자리 아래까지 STEP 3: 범위 계산 - 각 군의 범위 계산: R = Xmax - Xmin STEP 4: 총 평균치 계산 x = x/k STEP 5: 범위의 평균치 계산 R = R/k

19
STEP 6: x 관리도의 관리한계선 계산 STEP 7: R관리도의 관리한계선 계산 STEP 8: 작도(관리한계선, 타점)
- 중 심 선 : CL = x - 관리상한: UCL = x = x + A2 R - 관리하한: LCC = x = x - A2 R (A2는 군의 크기 n에 의해 결정되는 계수) STEP 7: R관리도의 관리한계선 계산 - 중 심 선 : CL = R - 관리상한: UCL = D4 R - 관리하한: LCC = D3 R (D3, D4는 군의 크기 n에 의해 결정되는 계수) STEP 8: 작도(관리한계선, 타점) - 관리 한계선을 벗어나는 점(이상 점) 구별 STEP 9: 관리상태 판정 R d2 n R d2 n
 STEP 7: R관리도의 관리한계선 계산. - 중 심 선 : CL = R. - 관리상한: UCL = D4 R. - 관리하한: LCC = D3 R (D3, D4는 군의 크기 n에 의해 결정되는 계수) STEP 8: 작도(관리한계선, 타점) - 관리 한계선을 벗어나는 점(이상 점) 구별. STEP 9: 관리상태 판정. R. d2 n. R. d2 n.")
20
x-R 관리도 0.38 X 0.36 0.34 0.32 10 20 0.12 0.09 R 0.06 0.03 Samples 1 to 25 n=5

23
X-R 관리도의 관찰방법 ① ③ ④ ⑤ UCL X CL LCL ② ① ② ③ ④ R UCL CL LCL

24
1 2 3 4 5 번호 이 름 점의 배열 조 처 관리이탈 크기 7이상의 런 한계 가까이 있는점 경향과 주기성 변동
이 름 점의 배열 조 처 관리이탈 크기 7이상의 런 한계 가까이 있는점 경향과 주기성 변동 안정상태 (관리상태) X관리도: 평균치의변화 R관리도: 산포의 변화 중심선의 한 쪽으로만 연속하여 7개 이상의 점이 있을때 중심선으로부터 관리한계선까지거리의 2/3 이상 떨어진 곳에 연속3점 중 2점 점이 계속 위로 또는 아래로만 향하고 있을때 또는 주기적 변동을 보일때 연속 25점 이상에서 1~4까지와 같은 것이 없는 상태 이상원인을 조사하여 다시 일어나지 않도록 조처 원인파악, 유익한 정보입수 공정의 산포가 증가하였음을 보여 주고 있다. 공정안정 규격만족
 X관리도: 평균치의변화. R관리도: 산포의 변화. 중심선의 한 쪽으로만 연속하여 7개 이상의 점이 있을때. 중심선으로부터 관리한계선까지거리의 2/3 이상 떨어진 곳에 연속3점 중 2점. 점이 계속 위로 또는 아래로만 향하고 있을때 또는 주기적 변동을 보일때. 연속 25점 이상에서 1~4까지와 같은 것이 없는 상태. 이상원인을 조사하여 다시 일어나지 않도록 조처. 원인파악, 유익한 정보입수. 공정의 산포가 증가하였음을 보여 주고 있다. 공정안정 규격만족.")
25
SPC 만약 변동의 우연원인만 존재한다면, 공정산출물은 시간에 대해 안정적이고 예측가능한 분포를 이룬다.
크기 시간 예측 목표선 만약 변동의 우연원인만 존재한다면, 공정산출물은 시간에 대해 안정적이고 예측가능한 분포를 이룬다. 시간 예측 목표선 변동의 이상원인이 있으면, 공정산출물은 시간에 대해 안정적이지 못하다. 크기

26
X-R 관리도의 작성 절차 부분군 추출시 한번에 여러 개의 제품을 추출할 수 없을 경우 사용
한 개의 측정값이 얻어지면 곧 관리도의 점으로 기록되 므로 각각의 측정으로 부터 공정의 안정상태의 판정 및 조치까지 시간적 지연이 없다. 제품 또는 제조공정의 특성상 한번에 하나의 제품밖에 얻을 수 없는 경우 개개의 측정값 : 공정평균 관리 인접 두 DATA간의 범위: 공정분산 관리

27
X 관리도의 민감도 X관리도 X관리도 ₁= +2 ₁= +2 LCL=-3 UCL=+3
P (x > UCL) = X관리도 ₁= +2 LCL= -3√4 UCL= +3√4 X관리도 P (x > UCL) = ₁= +2
 = X관리도. ₁= +2 LCL= -3√4. UCL= +3√4. X관리도. P (x > UCL) = ₁= +2 ")
28
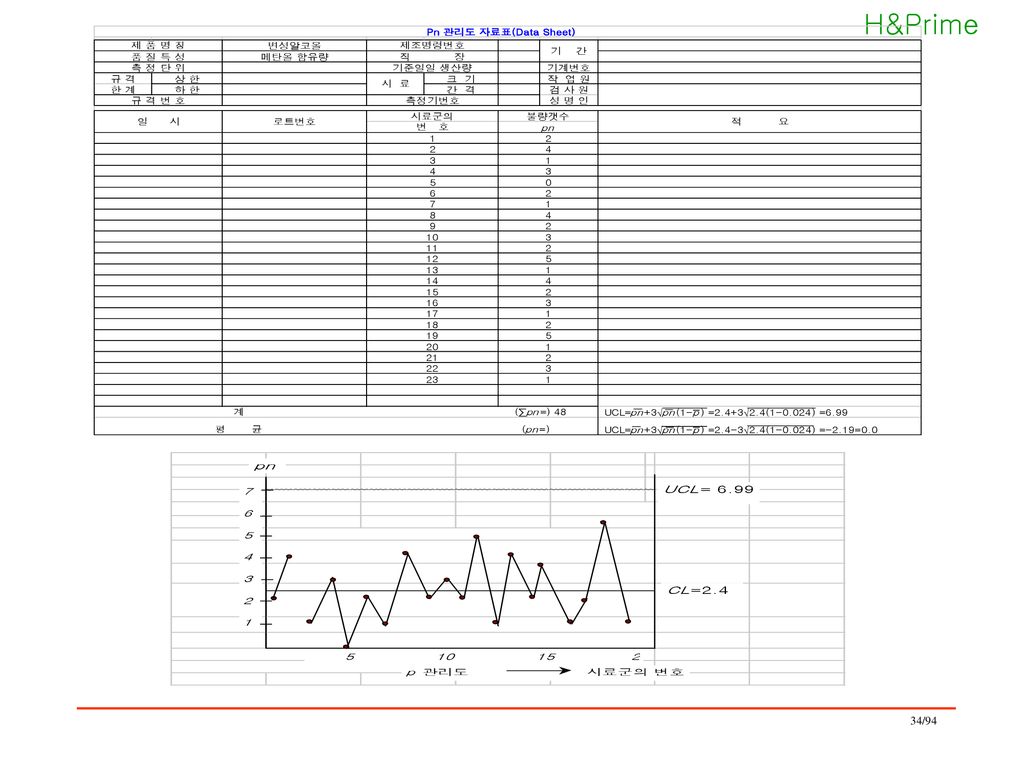
계수형 관리도 불량율 관리도 (P-관리도) 불량개수 관리도(Pn-관리도) 결점수 관리도 (C- 관리도)
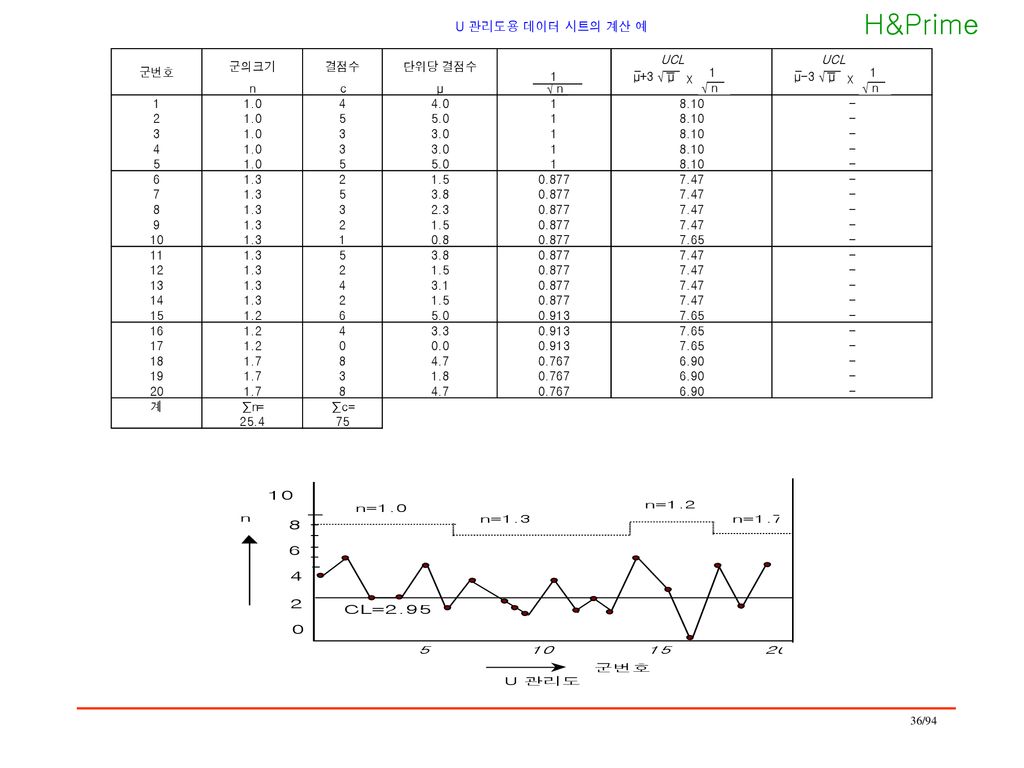
단위당 결점수 관리도 (U-관리도)
")
29
계수치 관리도 시료의 크기 불량품의 단위 결 점 수 Pn C 불량품의 수 결 점 수 일 정 P U 불 량 율 단위당 결점수
시료의 크기 불량품의 단위 결 점 수 Pn C 불량품의 수 결 점 수 일 정 P U 불 량 율 단위당 결점수 변 동

30
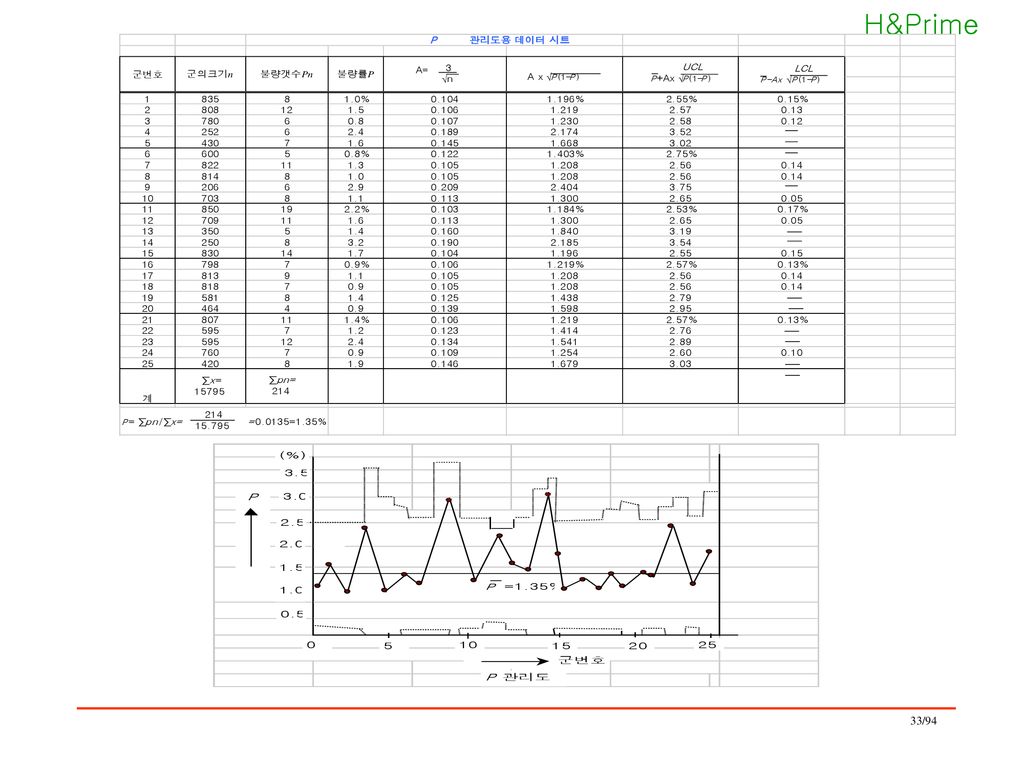
불량율(P)관리도 계수형 관리도 중 가장 많이 사용 계수치로 밖에 나타낼 수 없는 품질특성이나 품질수준이
유지되고 있는지의 판단 이항분포를 따름 목 적 - 불량율의 변화 탐지, 평균불량율의 추정 - 나쁜 품질원인 파악 - 관리상태 파악 - x -R 관리도 사용을 위한 예비 조사분석 - 샘플링검사의 엄격도 조정

31
P관리도 작성 절차 STEP 1: 데이터 수집 - 공정불량율을 예측하여 시료중 불량개수가 1~5개 포함될 수
있도록 크기 n개의 시료를 약 20~25군 채취하여 조사 측정 - 시료의 크기 n? (같은 개수로 하는 것이 편리) 불량개수 = 1~5개 --> n = 1/p ~ 5/p 예) P = 5%, n = 1/0.05 ~ 5/0.05 = 20 ~ 100 STEP 2: 각 군의 불량율 p의 계산 P = 불량개수/군의 크기(시료의 크기) = x/n STEP 3: 평균불량율( p ) 계산 p = x/n
 불량개수 = 1~5개 --> n = 1/p ~ 5/p. 예) P = 5%, n = 1/0.05 ~ 5/0.05 = 20 ~ 100. STEP 2: 각 군의 불량율 p의 계산. P = 불량개수/군의 크기(시료의 크기) = x/n. STEP 3: 평균불량율( p ) 계산. p = x/n.")
32
- 시료의 크기가 다르기 때문에 시료의 크기에 따라 관리한계선 계산
STEP 4: 관리한계선 계산 - 시료의 크기가 다르기 때문에 시료의 크기에 따라 관리한계선 계산 - 중 심 선 : CL = p - 관리상한: UCL = p+3 (p(1-p)/n - 관리하한: LCL = p-3 (p(1-p)/n (LCL < 0 이면 LCL = 0) STEP 5: 작도(관리한계선, 타점) - 관리 한계선을 벗어나는 점(이상 점) 구별 STEP 6: 관리상태 판정
/n. - 관리하한: LCL = p-3 (p(1-p)/n (LCL < 0 이면 LCL = 0) STEP 5: 작도(관리한계선, 타점) - 관리 한계선을 벗어나는 점(이상 점) 구별. STEP 6: 관리상태 판정.")
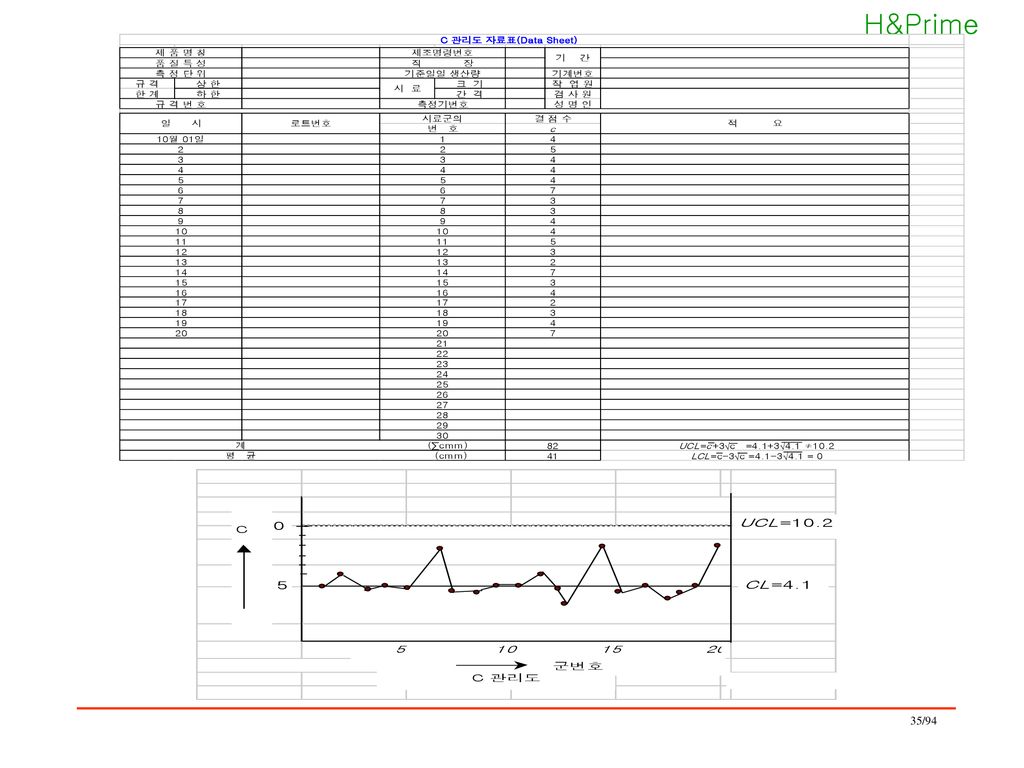
37
SPC 관리도의 이점 적절하게 사용되는 관리도는 : 공정의 현행 관리를 위해 작업자에 의해 이용될 수 있다.
품질과 비용을 위한 공정의 일관된, 예상 가능한 수행을 지원 할 수 있다. 공정이 아래의 사항을 달성할 수 있다 우수한 품질 낮은 단위 비용 높은 유효 생산능력 공정 수행도의 논의를 위한 공통 용어를 제공할 수 있다. 국소적인 조치나 시스템에 대한 조치를 위한 지침으로서 변동의 일상원인으로부터 특별원인을 구별할 수 있다.

38
관리도 사용을 위한 준비 조치를 취하는데 적합한 여건을 조성한다. 공정을 명확히 한다. 관리 특성을 결정한다. [고려할 점]
- 고객의 요구 - 현재 및 잠재적 문제 분야 - 특성들 사이의 상관관계 측정시스템을 명확히 한다. 불필요한 변동을 최소화 한다.
![관리도 사용을 위한 준비 조치를 취하는데 적합한 여건을 조성한다. 공정을 명확히 한다. 관리 특성을 결정한다. [고려할 점]](http://slidesplayer.org/slide/14707597/90/images/38/%EA%B4%80%EB%A6%AC%EB%8F%84+%EC%82%AC%EC%9A%A9%EC%9D%84+%EC%9C%84%ED%95%9C+%EC%A4%80%EB%B9%84+%EC%A1%B0%EC%B9%98%EB%A5%BC+%EC%B7%A8%ED%95%98%EB%8A%94%EB%8D%B0+%EC%A0%81%ED%95%A9%ED%95%9C+%EC%97%AC%EA%B1%B4%EC%9D%84+%EC%A1%B0%EC%84%B1%ED%95%9C%EB%8B%A4.+%EA%B3%B5%EC%A0%95%EC%9D%84+%EB%AA%85%ED%99%95%ED%9E%88+%ED%95%9C%EB%8B%A4.+%EA%B4%80%EB%A6%AC+%ED%8A%B9%EC%84%B1%EC%9D%84+%EA%B2%B0%EC%A0%95%ED%95%9C%EB%8B%A4.+%5B%EA%B3%A0%EB%A0%A4%ED%95%A0+%EC%A0%90%5D.jpg "- 고객의 요구. - 현재 및 잠재적 문제 분야. - 특성들 사이의 상관관계. 측정시스템을 명확히 한다. 불필요한 변동을 최소화 한다.")
39
변동 원인의 규명 단계 중요특성 계 측 기 관련공정 공정변수 변수결정 길이 반복성 다듬기 속도 5,000RPM 치수 경도
안정성 정확성 공정변수 다듬기 열처리 그라인딩 접착 변수결정 속도 이송 온도 바퀴크기 건조시간 5,000RPM 8´/min 450° 450±0.05 1hr

40
측정방법은 시간에 따른 정확하고 정밀한 결과를 산출해야함 한다.
공정관련 관리도 성과는 측정된다. 사람 장비 환경 자재 방법 측정단위(mm, kg, 등) 원점(0mm, 32 F, 등) 공정 성과 예 관리도 예 축 O.D.(인치) 기준면에서 구멍까지 거리(mm) X: 측정값 평균 회로저항(음) 궤도차 이송시간(시간) R: 측정값 범위 기술변경 공정시간(시간) 측정방법은 시간에 따른 정확하고 정밀한 결과를 산출해야함 한다. 정확함 정확하지 않음 정밀하지 않음 정밀함 주: 어떤 현행 측량학 문헌에서는 정확성을 치우침이 없는 것이라고 정의하고 있다.
 원점(0mm, 32 F, 등) 공정. 성과 예 관리도 예. 축 O.D.(인치) 기준면에서 구멍까지 거리(mm) X: 측정값 평균. 회로저항(음) 궤도차 이송시간(시간) R: 측정값 범위. 기술변경 공정시간(시간) 측정방법은 시간에 따른 정확하고 정밀한 결과를 산출해야함 한다. 정확함. 정확하지 않음. 정밀하지 않음. 정밀함. 주: 어떤 현행 측량학 문헌에서는 정확성을 치우침이 없는 것이라고 정의하고 있다.")
41
샘플군과 샘플 크기 샘플군(부분군, Subgroup) 합리적 샘플군 - 동일한 조건하에서 랜덤하게 추출된 일단의 측정치
- 크기 n개의 시료가 k조 있을때:k조의 부분군 합리적 샘플군 - 부분군 내부의 변동은 우연원인만을, 이상원인은 부분군간 의 변동에 포함시키도록 하는 샘플군 - 장점: 샘플군내의 변동은 공정변동을 측정하기 위한 좋은 지표 샘플군 사이의 변동이 발생하므로 이상원인의 존재를 쉽게 발견

42
관리상태 판정 관리한계선을 벗어난 점 연속된 7점 또는 그 이상의 점들이 중심선의 어느 한쪽에 위치
연속된 11점 중 적어도 10점이 중심선의 어느 한쪽에 위치 연속된 14점 중 적어도 12점이 중심선의 어느 한쪽에 위치 연속된 17점 중 적어도 14점이 중심선의 어느 한쪽에 위치 연속된 20점 중 적어도 14점이 중심선의 어느 한쪽에 위치 연속된 3점 중 적어도 2점 이상이 경계선(2)을 벗어날 때 연속된 5점 중 적어도 4점 이상이 1 한계선을 벗어날 때 연속된 7점 또는 그 이상의 점이 계속해서 상승 또는 하락 할 때 연속된 14점 이상이 중심선 주위에 위치 그외에 어떤 이동, 주기, 층화, 경향등이 있을때
을 벗어날 때. 연속된 5점 중 적어도 4점 이상이 1 한계선을 벗어날 때. 연속된 7점 또는 그 이상의 점이 계속해서 상승 또는 하락. 할 때. 연속된 14점 이상이 중심선 주위에 위치. 그외에 어떤 이동, 주기, 층화, 경향등이 있을때.")
43
SPC 관리상태 ( 특수원인 제거 ) 공정관리 크기 이상상태 ( 특수원인 존재 ) 시간
 공정관리 크기 이상상태 ( 특수원인 존재 ) 시간")
44
SPC 공정품질의 Cpk와 품질지수 2PARTS/BILLION;Cpk=2.00 6ppm;Cpk=1.67
95.45% -2 +2 95.73% -3 +3 95.884% -4 +4 % -5 +5 % -6 +6

45
SPC 공정 능력 USL-LSL Cp = ( = R/d2) R/d2 6 R/d2 X-LSL USL-X Cpk =
6 R/d2 X-LSL USL-X Cpk = Minimum of or 3 3 R/d2 R/d2 USL-LSL Pp = S = 1 n-1 i=n (Xi - X)2 6 S i=0 X-LSL USL-X Minimum of Ppk= or 3 s 3 s
2. 6 S. i=0. X-LSL. USL-X. Minimum of. Ppk= or. 3 s. 3 s.")
46
短期能力과 長期能力 l s s s l 의 유지: 제조부문의 책임 s의 유지: 보전부문의 책임 단기능력인 경우의 분포
장기능력인 경우의 분포 단기 단기 단기 장기 l 의 유지: 제조부문의 책임 s의 유지: 보전부문의 책임

47
공정능력 판단기준 공정능력의 범위 공정능력의 등급 Cp 1.67 1.67 >Cp 1.33
(특급) A급 B급 C급 D급 등급 C, D에 대한 조치 사항 - 적절한 능력을 보유한 공정(기계, 설비)으로 옮겨 생산 - 현 공정의 능력을 향상시키기 위한 투자 - 현재 사용하고 있는 규격의 재검토 및 조정 - 특별한 관리, 가공방법 등을 고안하여 공정능력 향상
 A급. B급. C급. D급. 등급 C, D에 대한 조치 사항. - 적절한 능력을 보유한 공정(기계, 설비)으로 옮겨 생산. - 현 공정의 능력을 향상시키기 위한 투자. - 현재 사용하고 있는 규격의 재검토 및 조정. - 특별한 관리, 가공방법 등을 고안하여 공정능력 향상.")
48
SPC 초기 공정 능력 결과 조치 사항 Unstable Process 이상원인 파악, 평가, 제거
Cpk 1.33시까지 100% 검사 및 SPC Sampling 증가 시정조치계획 문서화 잠정조치 개정 Control Plan은 고객 승인

49
SPC 초기 공정능력 결과 조치 사항 Stable Process 양산 시작 Control Plan에 따름
Cpk 1.33 유지될 때까지 세 심한 주의 고객 요구사항 충족 못시킴 시정조치 계획 문서화 Cpk 1.33 시까지 추가적인 검사 or 시험 Pk & Ppk 1.67 1.33 Ppk 1.67 Ppk < 1.33

50
지속적인 품질개선 지속적인 향상 공정관리폭 -3 +3 규격 폭 -규격 목표치(target) +규격
Cpk=2.00 Cpk=1.30 Cpk=1.00 지속적인 향상 Cpk=0.75 Cpk=0.50 공정관리폭 -3 +3 규격 폭 -규격 목표치(target) +규격 TQM의 기본원리에 의하면 지속적인 개선은 목표치 주위에서 중요 특성의 산포를 끊임없이 감소시키는 것이다.
 +규격. TQM의 기본원리에 의하면 지속적인 개선은 목표치 주위에서. 중요 특성의 산포를 끊임없이 감소시키는 것이다.")
Similar presentations
 -. 통계적사고 -. 모집단과 표본. 통계적 사고 모든 작업은 상호연관된 프로세스의 시스템 예 ) 열처리 작업 공정 원료 투입 공정가열 공정 냉각 공정 모든 프로세스에는 산포가 존재 가피원인 불가피원인 동일 원료동일 생산공정 동일 작업자동일.>")



 학 과 학 번 성 명 교과목 담당교수 담당 조.>")
>")
>")

 I S O S.>")
.>")


 (1) 관리도 핵심요약 (2) Xbar-R 관리도 (3) P관리도>")
![Ⅱ. 측정(Measure) (2) Gage R&R (Crossed) – ANOVA 방법 [1] Data 입력](/90/14396783/big_thumb.jpg "Ⅱ. 측정(Measure) (2) Gage R&R (Crossed) – ANOVA 방법 [1] Data 입력>")





