Download presentation
1
용 접 한국산업안전공단

2
목 차 용접 일반 아크용접의종류 및 원리 저항용접의종류 및 원리 용접부의 표시방법 용접부의 결함 비파괴검사

3
제1장 용접일반 1. 용접의 정의 용접이란(WELDING)이란 ?
제1장 용접일반 1. 용접의 정의 용접이란(WELDING)이란 ? - 2개 또는 2이상의 물체나 재료를 용융 또는 반 용융상태로 접합하던가(융접) - 상온상태의 부재를 접촉한 후 압력을 작용시켜 접합하는 금속성 이음(압접) - 두 물체 사이에 용가재를 첨가하여 간접적으로 접합시키는 작업을 말함(납땜)
이란 - 2개 또는 2이상의 물체나 재료를 용융 또는 반 용융상태로. 접합하던가(융접) - 상온상태의 부재를 접촉한 후 압력을 작용시켜 접합하는. 금속성 이음(압접) - 두 물체 사이에 용가재를 첨가하여 간접적으로 접합시키는. 작업을 말함(납땜)")
4
2. 용접의 분류 - SMAW, GTAW,GMAW.SAW,PAW 나. 저항용접
가. 아크용접 - SMAW, GTAW,GMAW.SAW,PAW 나. 저항용접 - SPOT, SEAM, PROJECTION, UPSET, STUD 다. 기타용접 -.BRAZING,THERMIT

5
3. 용접의 장단점 가. 장점 강도가 높으며 재료의 중량을 적게 할 수 있다 이음의 형상이 자유롭다 두께 제한이 없다
기밀과 수밀성이 우수하다 주물과 비교해서 신뢰도가 높다 작업의 자동화가 가능하다

6
나. 단점 취성을 일으킨다(열영향부) 균열발생이 쉬우며 발전된다 용접공의 기술에 의하여 결합부의 강도가 좌우된다
용접결함이 발생하기 쉽다

7
제 2장 아크용접의 원리 및 용접기 1. 피복금속 아크용접기(SMAW)
")
8
가. 피복 아크용접의 회로

9
나.극성(POLARITY) 1)직류정극성(DCSP) -모재에+극,용접봉에-극을 연결 2)직류역극성(DCRP)
-모재의 용입이 깊다 -비드 폭이좁다 2)직류역극성(DCRP) -모재에-극,용접봉에+극을 연결 -모재의 용입이 얕다 -봉의용융이 빠르다
직류역극성(DCRP) -모재에-극,용접봉에+극을 연결. -모재의 용입이 얕다. -봉의용융이 빠르다.")
10
<아크용접의 단락이행>

11
<필렛 용접의 단락이행>

12
1) 직류 아크용접기 <종류> -전동발전식 - 엔진구동형 ○ 박판용접에 유리
○ 전력 공급설비가 없는 야외작업에 편리

13
2) 교류 아크용접기 <종류> -가동철심형 -가동코일형 -탭전환형 -가포화리엑터형 ○ 출력전류의 조절가능
○ 소형 경량으로 운반편리 ○ 전력 소비가 적다(무부하 손실이 적다)
")
14
3)직류,교류아크용접기의 비교 항 목 직류용접기 교류용접기 극성이용 가 능 불 가 능 무부하전압 낮 음 높 음 비피복용접봉
항 목 직류용접기 교류용접기 극성이용 가 능 불 가 능 무부하전압 낮 음 높 음 비피복용접봉 전격위험 적 다 많 다 아크 안정 우 수 약 간 불 안 가 격 비 싸 다 싸 다

15
< TIG 용접의 원리도> 2. 가스텅스텐 아크용접(GTAW) 가 원리 : 비소모성 텅스텐 용접봉과 모재간의 아크열
에 의해 용접하는 방법으로서 아래 원리도와 같이 용접부 주위에 불활성가스를 공급하면서 용접하는 것이다. < TIG 용접의 원리도>

16
<TIG 용접의 기본적인 장치도>

17
< 용접사진>

18
<TIG 용접하는 모습>

19
나.장단점 1)장점 -입열조정이 용이하다 -기계적성질이 우수하다 -내부식성이 우수하다 -전자세용접이 가능하다
-용접부의 변형이 적다 -비철금속의 용이하다

20
2)단점 -용접속도가 느려 생산성이 떨어진다 -텅스텐전극봉에 의한 용접부 오염 -불활성가스,전극봉이 고가다
-용접기의 가격이 비싸다

21
3. 가스금속 아크용접(GMAW) - 원리 : 용가재로서 작용하는 소모전극 와이어를 일정한 속
도로 용융지에 송급하면서 전류를 통하여 와이어와 모재사이에서 아크가 발생되도록 하는 용접법 <GMAW 용접의 원리>

22
<가스용접의 단락이행>

23
<GMAW 구성도>

24
<CO2 용접장면>

25
- 원리 : 선행하여 놓여지는 입상 플럭스 중에 솔리드 와이어
4. 서브머지드 아크용접(SAW) - 원리 : 선행하여 놓여지는 입상 플럭스 중에 솔리드 와이어 를 송급하여 플럭스로 덮여진 상태에서, 아크를 발 생시켜 융접하는 자동 용접법 <Submerged Arc Welding의 원리>
 - 원리 : 선행하여 놓여지는 입상 플럭스 중에 솔리드 와이어. 를 송급하여 플럭스로 덮여진 상태에서, 아크를 발. 생시켜 융접하는 자동 용접법. <Submerged Arc Welding의 원리>")
26
가.장점 -.대기와 차폐가 확실하다 -.용접속도가 매우 빠르다 -.용입을 크게 할 수 있다
-.용접속도가 매우 빠르다 -.용입을 크게 할 수 있다 -.높은 전류밀도로 용접 할 수 있다 -.특별한 용접기술이 필요치 않다 -.용접이음의 신뢰도가 높다

27
나.단점 -.설비비가 많이 든다 -.용입이 크므로 모재의 재질검사가 중요 -.이음가공의 정도가 엄격하다
-.복잡한 형상은 어렵다 -.아래보기 또는 수평필렛에 한정된다 -.용제의 취급에 주의 하여야 한다

28
<Submerged Arc Welding 용접기 장면>

29
<Submerged Arc Welding 장치>

30
- 원리 : 아크 플라즈마를 좁은 틈으로 고속도로 분출시킴으
5. 플라즈마 아크용접(PAW) - 원리 : 아크 플라즈마를 좁은 틈으로 고속도로 분출시킴으 로써 생기는 고온의 불꽃을 이용해서 절단, 용사, 용 접하는 방법으로 10,000 ~ 30,000℃의 고온 플라 즈마를 아래와 같은 방법으로 분출시킨다. <PAW의 원리>
 - 원리 : 아크 플라즈마를 좁은 틈으로 고속도로 분출시킴으. 로써 생기는 고온의 불꽃을 이용해서 절단, 용사, 용. 접하는 방법으로 10,000 ~ 30,000℃의 고온 플라. 즈마를 아래와 같은 방법으로 분출시킨다. <PAW의 원리>")
31
<PAW 장면>

32
제3장. 저항 용접 및 장비 1. SPOT WELDING < 스폿 용접의 원리> <스폿 용접기>

33
<스폿 용접기의 종류> <정치형 스폿 용접기> <포터블 스폿 용접기>
<Z타입 스폿건> <C타입 스폿건>

34
2.프로젝션 용접(Projection Welding)
<원리> <용접기>

35
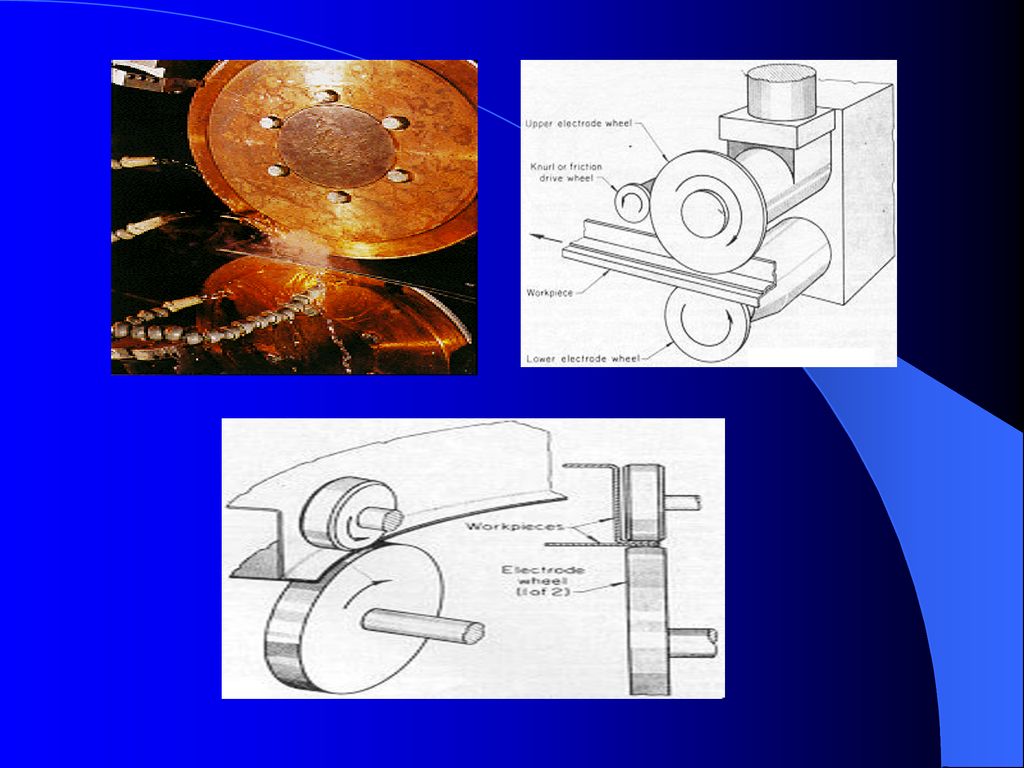
3.시임 용접(Seam Welding) 원리 : 원판 전극을 사용하여 용접전류를 공급하면서 <용접기>
가압 회전시켜 SPOT용접을 연속적으로 행하면 선 용적인 Seam 용접이 된다. <용접기>

37
UPSET, FLASH BUTT WELDING
<원리>

38
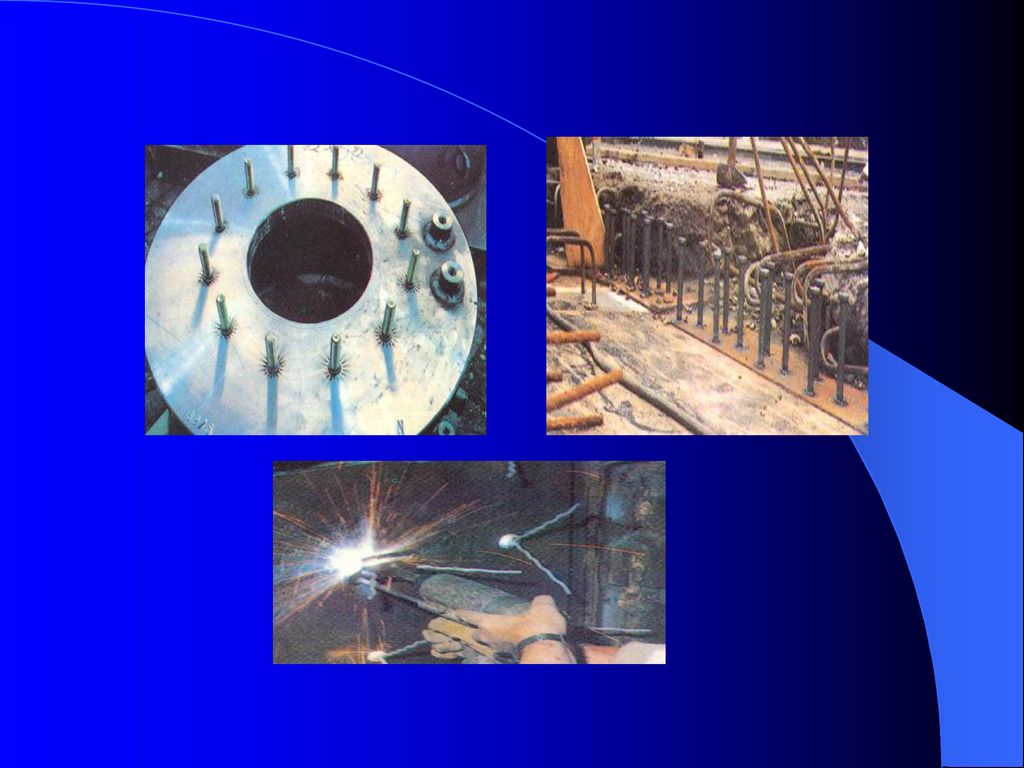
○ 기타 - STUD WELDING - PERCUSSION WELDING - 마찰용접 -THERMIT WELDING

39
퍼커션용접 스 터드용접

41
제4장 용접부의 표시방법 가.설명선

42
나.기호표시 - 화살표쪽 또는 앞쪽의 용접

43
-화살표의 반대쪽 또는 맞은쪽의 용접

44
다.비파괴 시험 등의 보조기호 ○ S:용접부의단면치수 또는 강도 ○ R:루트간격 ○ A:그루브 각도
○ L:단속 필렛용접의 용접길이 ○ n:단속 필렛용접 등의 수 ○ P:단속 필렛용접 등의 피치 ○ T:특별지시사항(루트반지름,비파괴 시험기호)
")
45
- 용접하는 쪽이 화살표 또는 앞쪽일 때

46
- 용접하는 쪽이 화살표 반대쪽일 때

47
- 겹침 이음부의 저항 용접일 때

48
라. 기재보기 - 양쪽 프랜지형

49
- K형(L형기호를 기선에 대칭으로 표기) 화살표쪽 또는 앞쪽
 화살표쪽 또는 앞쪽")
50
- 화살표 반대쪽

51
판 두께 : 19mm, 그루브 깊이 : 16mm 그루브 각도 : 60도, 루트 간격 : 2mm

52
X형(기호의 각도는 90도로 한다) - 양면
 - 양면")
53
○ 그루브 깊이(화살표:16mm,반대쪽:9mm)
○ 그루브 각도(화살표:? 반대쪽:? )
")
54
○ K형(L형 기호를 기선에 대칭으로 표시) - 화살표쪽(깊이:16mm,각도:45도) - 반대쪽(깊이:9mm,각도:45도,루트:?
 - 화살표쪽(깊이:16mm,각도:45도) - 반대쪽(깊이:9mm,각도:45도,루트:")
55
○ 필렛 용접 피치:?

56
○ 지그재그 필렛용접

57
○ 기타(1)
")
58
○ 기타(2)
")
59
○ 기타(3)
")
60
제5장 용접부의결함 -칫 수와 관련된 결함 - 구조와 관련된 결함 - 성질과 관련된 결함 변형,치수불량 ○ 기계적성질
○ 화학적성질

61
1.기공(POROSITY) 가. 특징 - 용착금속 내부에 구상으로 존재 - 대부분 수소,질소,산화탄소,아르곤 등의
가스가 석출되지 못한 상태 - 용접봉의 건조,아크의 보호가 불량시 - 웜 홀,브러우 홀 등

62
나.기공의 종류 ○ 표면 처리강 ○ 쉴드 불량

63
<쉴드 가스용입>

64
2. 언더컷 <언더 컷의 발생부위 및 형상>

65
- 조 건 언더컷 발생 빈도 낮다 용접전류 높다 아크길이 길다 빠르다 용접속도 느리다

66
3. 오버랩(OVERLAP)
")
67
- 조건 오버랩 발생 빈도 높다 용접전류 낮다 아크전압은 과소과대 많아진다 느리다 용접속도 빠르다

68
4. 용입 불량

69
- 조 건

70
5. 융합 불량

71
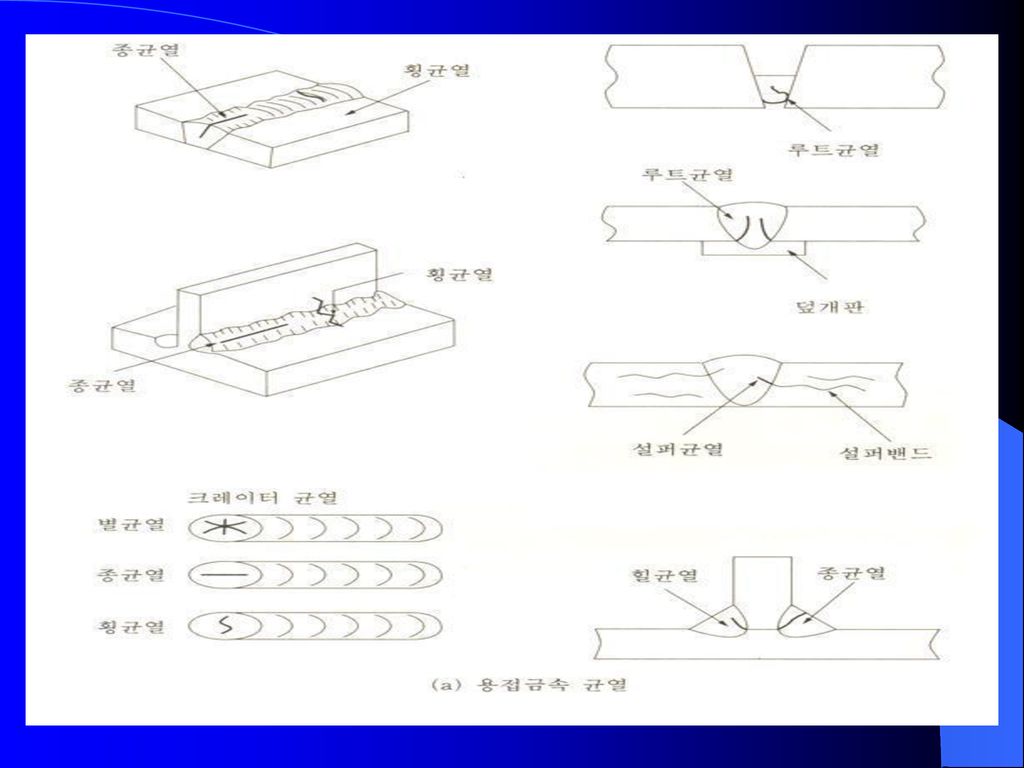
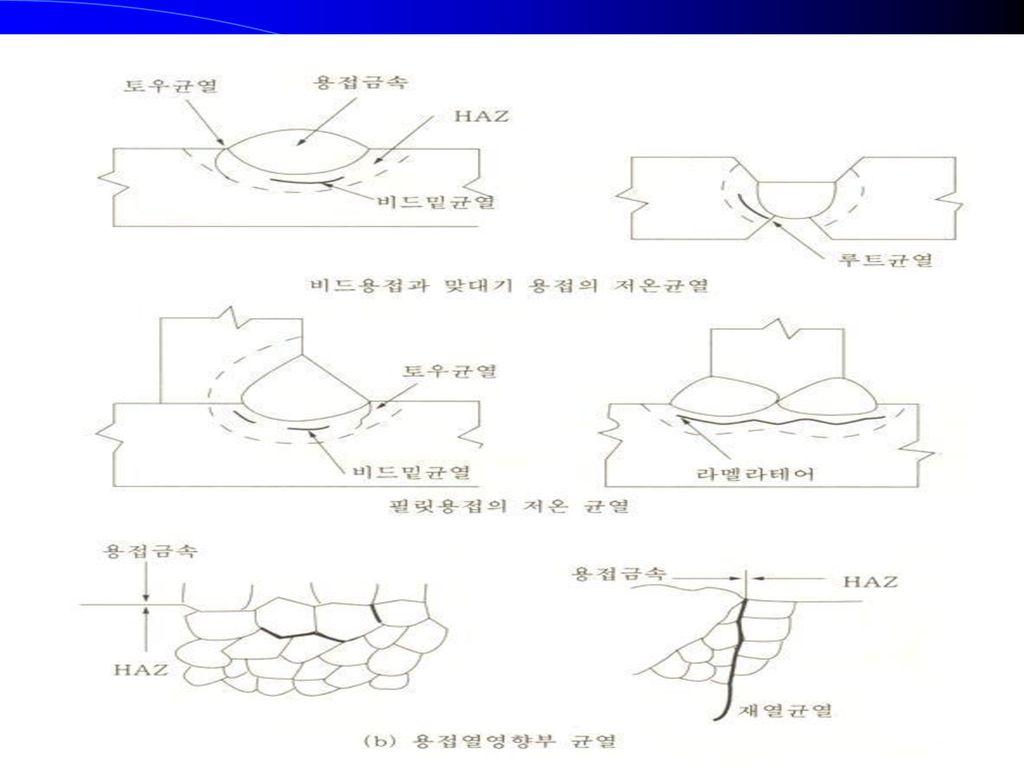
6. 균열(CRACK) - 저온균열(수소,경화,구속도) - 고온균열(수축,비드단면형상,저융점화합물)
○ 종류 : 종균열, 횡균열, 설퍼 균열, 크레이터 비드밑 균열, 토균열, 루트균열 등

74
1. 크레이터 균열 2. 표면 균열 3. HAZ 균열 4. 라멜라 균열 5. 횡 균열 6. 루트균열 7. 루트표면 균열 8. 목 균열 9. 토우 균열 10. 종 균열 11. 언더비드 균열 12. 계면 균열 13. 용접금속 균열

75
제6장 비파괴검사 ○ 정의 - 재료나 제품의 원형과 기능의 변화가 없다 - 물리적에너지(열,방사선,음파,전기에너지)을
적용 한다 - 변환자를 이용하여 변화량 측정 - 경험이나,숙련이 필요

76
1. 방사선 투과검사 <원리> - 3요소 : 방사선원, 필름, 시험체 - 방사선 종류 : X, γ선
- 주요인자 : 감도,투과도계,선원-필름간 거리, 안전성,숙련도 등

77
○ 결함의 종류 - 기공

78
- 슬래그 혼입

79
- 균열

80
- 용입 부족

81
- 융합 불량

82
2. 초음파 탐상검사 <원리> -초음파발생:진동자 -종류 : 수직법, 사각법, 표면파법, 판파법
-주요인자 : 진행시간, 감쇠량, 표준 자료 등

83
파의 종류

84
3.자분 탐상검사 <원리> - 강자성체인 시험체를 자화시킴 - 누설자장 형성 - 표면 결함검출 유리
- 종류 : 선형자화, 원형 자화

85
원형 자화법 프로드법 축통전법 직각통전법 전류관통법

86
4.액체 침투탐상 <원리> - 침투제의 낮은 표면장력 과 높은 모세관 현상을 이용 - 표면결함 검출용이
- 종류 : 형광 침투탐상 액체 침투탐상

87
검사절차




 용접 1938년 Mr.Ted Nelson에 의해 발명>")
 The negative side of the bias voltage push the free electrons in the n-regio n toward pn junction Also provide a.>")
 측정 일반물리 B실험실 일반물리실험 (General Physics Experiment)>")






은 용접모재와 탄소전극 사이에 아크를 발생시켜.>")




![피복 아크 용접 [1] 학습내용 학습목표 ▐ 이번 차시의 주요 학습내용과 학습목표입니다. 1. 피복 아크 용접의 원리](/90/14861945/big_thumb.jpg "피복 아크 용접 [1] 학습내용 학습목표 ▐ 이번 차시의 주요 학습내용과 학습목표입니다. 1. 피복 아크 용접의 원리>")


