Download presentation
Presentation is loading. Please wait.

1
체결(조임) 및 Torque 이해
 및 Torque 이해")
2
목 차 ▣ 체결(조임) 및 토크(Torque) 개요 ▣ 체결 토크(Torque) 특성 ▣ 체결(조임)의 관리
목 차 ▣ 체결(조임) 및 토크(Torque) 개요 ▣ 체결 토크(Torque) 특성 ▣ 체결(조임)의 관리 ▣ 체결체(Fastener) 특성 ▣ 체결 방법 및 특성
 및 토크(Torque) 개요. ▣ 체결 토크(Torque) 특성. ▣ 체결(조임)의 관리. ▣ 체결체(Fastener) 특성. ▣ 체결 방법 및 특성.")
3
▣ 체결(조임) 및 Torque 개요 1. 체결(조임) 목적 2. 토크의 정의 토크
두 물체가 외력을 받아도 상호간에 유동이 없으며, 풀리지 않고 견딜 수 있도록 하기 위하여 체결(조임)한다. 2. 토크의 정의 토크 (Torque) 어떤 물체에 작용해서 비틀림이나 회전을 유발시키거나 유발시키는 힘 두 개 또는 그 이상의 물체를 서로의 상관 위치에 고정하는데 필요한 체결력(Clamping Force)을 얻기 위하여 체결체(Fastener)에 작용하는 토크 체결 토크 3. 체결부 작용 힘(Force) 인장력 체결력 (전단력) (전단력) 인장력
한다. 2. 토크의 정의. 토크. (Torque) 어떤 물체에 작용해서 비틀림이나 회전을 유발시키거나 유발시키는 힘. 두 개 또는 그 이상의 물체를 서로의 상관 위치에 고정하는데 필요한. 체결력(Clamping Force)을 얻기 위하여 체결체(Fastener)에 작용하는 토크. 체결 토크. 3. 체결부 작용 힘(Force) 인장력. 체결력. (전단력) (전단력) 인장력.")
4
5. 체결력(Clamping Force)과 체결 토크의 관계
4. 체결(조임)의 기본 원리 볼트와 너트를 이용하는 경우 두 물체를 체결하기 위해서는 볼트 축방향의 인장력(Tension)이 필요하며, 인장력을 얻기 위해서는 볼트나 너트 머리에 회전력(토크:Torque) 을 가해 물체가 체결력(Clamping Force)를 받도록 한다. 체결 TORQUE CLAMPING FORCE(체결력) CLAMPING FORCE(체결력) ▷ 체결 Torque의 90%는 마찰력으로 소비되어 버리고 나머지10% 정도만이 체결력, 즉 볼트의 Tension으로 전환됨 ▷재질, 윤활 정도, 와셔, 접촉부 면적 및 표면 처리 등의 요인에 따라 전해지는 체결력이 달라짐 인장력 (Preload) 5. 체결력(Clamping Force)과 체결 토크의 관계 참조:’기초체결이론’-Atlascopco 체결력 볼트 장력:8.1% 너트면 마찰:39.6% 나사산 마찰:45.4% 풀림방지제 마찰:6.9% 10% 볼트 머리 마찰력 나사산 마찰력 50 % 40 % 참조:’체결일반이론’-이호종
의 기본 원리. 볼트와 너트를 이용하는 경우 두 물체를 체결하기 위해서는. 볼트 축방향의 인장력(Tension)이 필요하며, 인장력을. 얻기 위해서는 볼트나 너트 머리에 회전력(토크:Torque) 을 가해 물체가 체결력(Clamping Force)를 받도록 한다. 체결 TORQUE. CLAMPING. FORCE(체결력) CLAMPING. FORCE(체결력) ▷ 체결 Torque의 90%는 마찰력으로 소비되어 버리고. 나머지10% 정도만이 체결력, 즉 볼트의 Tension으로 전환됨. ▷재질, 윤활 정도, 와셔, 접촉부 면적 및 표면 처리 등의. 요인에 따라 전해지는 체결력이 달라짐. 인장력. (Preload) 5. 체결력(Clamping Force)과 체결 토크의 관계. 참조:’기초체결이론’-Atlascopco. 체결력. 볼트 장력:8.1% 너트면 마찰:39.6% 나사산 마찰:45.4% 풀림방지제 마찰:6.9% 10% 볼트 머리. 마찰력. 나사산. 마찰력. 50 % 40 % 참조:’체결일반이론’-이호종.")
5
c a b b c a * SKIDMORE-WILHELM社 실험 a: 볼트의 접촉면이 경하고 연마되고 윤활됨
거칠고 건조한 경우 c: 체결 부품 사이에 고무판을 삽입한 경우 동일 장력을 얻기 위한 토크 28ft-lb로 체결했을 때 장력 값 54ft-lb 6000lb c a 42ft-lb 3100lb b 2600lb 28ft-lb b c a * 결 론 * - 실제 체결에서 모든 조건이 고려되지 않으면 안정된 체결작업을 유지시킨다는 것은 불가능 - 체결의 최상의 측정수단이며 가장 관심을 가져야 할 대상은 Torque가 아니라 인장력(Preload=Pre-tension)이다. - 같은 체결 토크를 적용하여도 체결력에 차이가 발생하며, 동일한 체결력을 얻기 위해서 체결 조건이 다르면 토크도 달라져야 한다.
이다. - 같은 체결 토크를 적용하여도 체결력에 차이가 발생하며, 동일한 체결력을 얻기 위해서 체결 조건이 다르면. 토크도 달라져야 한다.")
6
6. 체결력 측정 * 체결력과 Torque와의 관계식
F = T× F:Clamping Force T:Torque p:나사 Pitch dm:나사 평균 지름 μ1:볼트와 너트의 나사산 마찰 계수 / μ2:볼트 머리와 너트 접촉부의 마찰 계수 / Dk:볼트 머리와 너트 접촉부의 평균 지름 1 (0.161p dm×μ1+0.5Dk×μ2) A: 체결 물체가 밀착되기 이전 (자유 회전) B: 관계식 적용 가능 부분 (일정 함수 관계로 증가) C: 볼트의 소성변형 발생 (체결력이 볼트의 항복 하중 초과) D: 파단 *볼트 회전각도와의 관계 체결력 체 결 력 C C D D B B A A 체결 Torque(M) 회전각도 체결력 측정 : 측정하기를 원하지만 우리는 토크를 측정할 뿐이다
 A: 체결 물체가 밀착되기 이전. (자유 회전) B: 관계식 적용 가능 부분. (일정 함수 관계로 증가) C: 볼트의 소성변형 발생. (체결력이 볼트의 항복 하중 초과) D: 파단. *볼트 회전각도와의 관계. 체결력. 체. 결. 력. C. C. D. D. B. B. A. A. 체결 Torque(M) 회전각도. 체결력 측정 : 측정하기를 원하지만 우리는 토크를 측정할 뿐이다.")
7
Ta Ta=2Fr Tb=Fr Tb F 2r F 결과적으로 Ta= 2 Tb r 7. 토크 산출 공식
토크(T) = 힘(F) × 거리(r) F Ta 2r F Ta=2Fr Tb=Fr 결과적으로 Ta= 2 Tb Tb r
 = 힘(F) × 거리(r) F. Ta. 2r. F. Ta=2Fr. Tb=Fr. 결과적으로 Ta= 2 Tb. Tb. r.")
8
8. 체결에 저항을 주는 요소 9. 체결에 영향을 주는 요소 1)볼트와 너트의 나사산 마찰
2)볼트 머리와 부품 또는 너트와 부품간의 마찰 3)볼트 머리를 조였을 때 볼트 몸체의 비틀림에 의한 Torque 손실 발생 →체결 때 볼트부 조임이냐, 너트부 조임이냐에 따라 체결력에 큰 영향 4)볼트 몸체와 홀 간극과의 간섭으로 인한 저항 9. 체결에 영향을 주는 요소 나사산의 종류와 등급 : 가는 나사와 보통 나사 구분 / 4T, 7T 등급 구분 체결부의 윤활 : 나사산에 오일, 그리스, 기타 이물질 오염 여부 재질의 종류 : 조이는 부품의 강도에 따라 Torque에 영향을 미침 와셔의 종류 : 와셔의 강도, 종류 및 사용 수량에 따라 달라짐 접촉부의 면적 및 표면 처리 체결체의 종류에 따른 접촉면적 차이, 체결체 및 부품의 표면처리(아연도금, 다크로)가 영향을 미침 록킹면의 종류 : 록킹면의 강도, 종류에 따라 달라짐 장착 홀의 편심 : 볼트와의 간섭 발생에 따라 영향
볼트 머리와 부품 또는 너트와 부품간의 마찰. 3)볼트 머리를 조였을 때 볼트 몸체의 비틀림에 의한 Torque 손실 발생. →체결 때 볼트부 조임이냐, 너트부 조임이냐에 따라 체결력에 큰 영향. 4)볼트 몸체와 홀 간극과의 간섭으로 인한 저항. 9. 체결에 영향을 주는 요소. 나사산의 종류와 등급 : 가는 나사와 보통 나사 구분 / 4T, 7T 등급 구분. 체결부의 윤활 : 나사산에 오일, 그리스, 기타 이물질 오염 여부. 재질의 종류 : 조이는 부품의 강도에 따라 Torque에 영향을 미침. 와셔의 종류 : 와셔의 강도, 종류 및 사용 수량에 따라 달라짐. 접촉부의 면적 및 표면 처리. 체결체의 종류에 따른 접촉면적 차이, 체결체 및 부품의 표면처리(아연도금, 다크로)가 영향을 미침. 록킹면의 종류 : 록킹면의 강도, 종류에 따라 달라짐. 장착 홀의 편심 : 볼트와의 간섭 발생에 따라 영향.")
9
▣ 체결 토크(Torque) 특성 Peak Torque(최대값) 토크 유효 토크 (Prevailing Torque) 시간
1. 체결의 진행 체결작업은 어떤 작업에 어떤 하나의 공구가 대응 적용되는데 체결의 결과는 공구와 체결 작업부의 특성에 달려있다. Peak Torque(최대값) 토크 유효 토크 (Prevailing Torque) Peak Torque에 도달하면 체결부품이 내부적으로 소성변형을 일으킨 뒤 Torque가 약간 감소되며, 감소 정도는 체결 부품의 특성에 따라 다르다. →소성변형과 진동때문에 2~10%의 토크 손실 발생 →금속간의 체결에서의 손실: 5%로 간주 Torque 계산 및 측정시에 고려해야할 점으로 그만큼 보상해 주어야 한다. 시간 1단계)볼트머리가 부품면에 안착할 때까지 Torque의 증가 없이 체결이 진행 2단계)Torque값이 급격히 증가 3단계)최대 Torque에 도달 4단계)유효 토크로 Torque 감소
 토크. 유효 토크. (Prevailing Torque) Peak Torque에 도달하면 체결부품이. 내부적으로 소성변형을 일으킨 뒤. Torque가 약간 감소되며, 감소 정도는. 체결 부품의 특성에 따라 다르다. →소성변형과 진동때문에 2~10%의. 토크 손실 발생. →금속간의 체결에서의 손실: 5%로 간주. Torque 계산 및 측정시에 고려해야할. 점으로 그만큼 보상해 주어야 한다. 시간. 1단계)볼트머리가 부품면에 안착할 때까지. Torque의 증가 없이 체결이 진행. 2단계)Torque값이 급격히 증가. 3단계)최대 Torque에 도달. 4단계)유효 토크로 Torque 감소.")
10
2. 靜토크와 動토크 TORQUE 우리가 흔히 사용 하는 HAND TORQUE WRENCH의
정도는 측정오차를 포함 5%이내로 믿어왔으나 최근에 조사돤 자료에 의하면 20~25% 이른다고 한다. T4 T3 T1 T2 靜토크(STATIC TORQUE) 핸드 토크렌치는 체결 작업이 끝난 후 Torque값을 측정하거나(DIAL TYPE), Torque값을 확인 또는 마무리 작업시 사용하는데 (CLICK TYPE), 체결이 끝나 정지된 Fastener를 회전시켜야 측정이 가능하므로 정지마찰이라는 추가된 저항력을 극복해야 한다. 따라서 이 정지 마찰을 극복하기 위해서는 기동 Torque라는 Over Torque가 적용되어야 하므로 Torque값이 측정오차를 포함 실험 자료에 따르면 CLICK TYPE의 경우 % ~ % DIAL TYPE의 경우 % ~ % 범위라고 한다.( 3의 값) *OVER RUN에 의한 Torque 증가도 주의 필요 T1 : PEAK TORQUE T2 : PREVAILING TORQUE T3 : 기동 TORQUE T4 : PEAK TORQUE TIME AIR TOOL 작업 Click Wrench 動토크(Dynamic Torque) -Torque Transducer라는 측정 게이지를 이용 하여 실제 체결이 진행되고 있는 중(동적 상태)에 토크를 측정 -접촉부의 정치마찰에 의한 영향을 배제 -정확도: ±1% 이내
 핸드 토크렌치는 체결 작업이 끝난 후 Torque값을. 측정하거나(DIAL TYPE), Torque값을 확인 또는. 마무리 작업시 사용하는데 (CLICK TYPE), 체결이. 끝나 정지된 Fastener를 회전시켜야 측정이. 가능하므로 정지마찰이라는 추가된 저항력을. 극복해야 한다. 따라서 이 정지 마찰을 극복하기 위해서는 기동. Torque라는 Over Torque가 적용되어야 하므로. Torque값이 측정오차를 포함 실험 자료에 따르면. CLICK TYPE의 경우 % ~ % DIAL TYPE의 경우 % ~ % 범위라고 한다.( 3의 값) *OVER RUN에 의한 Torque 증가도 주의 필요. T1 : PEAK TORQUE. T2 : PREVAILING TORQUE. T3 : 기동 TORQUE. T4 : PEAK TORQUE. TIME. AIR TOOL 작업. Click Wrench. 動토크(Dynamic Torque) -Torque Transducer라는 측정 게이지를 이용. 하여 실제 체결이 진행되고 있는 중(동적 상태)에. 토크를 측정. -접촉부의 정치마찰에 의한 영향을 배제. -정확도: ±1% 이내.")
11
토크 Over Shoot(오버 토크 체결) 체결 토크 산포 목표값 경매질(Hard) 체결 연매질(Soft) 체결 착좌점
스프링 와셔/고무 와셔 사용 경우 -토크가 적어지는 경향 착좌점 (Snug level) 체결 각도
 체결 각도.")
12
경매질(Hard) 연매질(Soft) 토오크 < 30 도 X Nm < 30 도 (ISO 5393) 체결각도 착좌점
토크 > 720도 X Nm 연매질(Soft) >720도(ISO 5393) 체결각도 착좌점
 >720도(ISO 5393) 체결각도. 착좌점.")
13
BOLT & NUT 조임력의 차이 4. 볼트와 너트 체결의 차이 동일 TORQUE로 볼트와 너트를 체결했을 경우
2×볼트 체결 Tension≒너트 체결 Tension - 볼트 몸체와 장착 홀간의 간섭 손실 - 볼트 자체의 비틀림에 의한 Torque 손실 ▶ 볼트와 너트를 사용하여 부품을 장착 할 경우에는 반드시 설계에서 지시된 쪽을 돌려서 체결해야 한다. BOLT & NUT 조임력의 차이

14
▣ 체결(조임)의 관리 체 결 력 인장 강도 Py P’ P 연신 1. 체결 관리 요소 2. Fastener의 체결력
일반적 나사의 조임: 항복점의 70~80% 정도의 체결력으로 조임 P’=항복 강도×보증 하중계수 (보증 하중계수:0.88~0.94 / 재질에 따라 다름) P=P’×0.85(절대 안전 계수) 체 결 력 인장 강도 Py P’ Py:항복 강도 P’:보증 항복 강도 P: 표준 조임력 P 연신 T = 표준 체결력(P)×(0.161p dm×μ1+0.5Dk×μ2) ≒ K×dm×P P:표준 체결력 T:Torque p:나사 Pitch dm:나사 평균 지름 μ1:볼트와 너트의 나사산 마찰 계수 μ2:볼트 머리와 너트 접촉부의 마찰 계수 Dk:볼트 머리와 너트 접촉부의 평균 지름 * 나사산의 각도가 60˚인 경우에 해당 K: Torque값 계수(조건에 따라 다름) / 도금이 된 볼트와 너트의 K=0.17~0.24 3. 풀림 현상 시간 진동 등에 의한 재질 반발 현상으로 체결력이 줄어 풀림 발생 가능
 P=P’×0.85(절대 안전 계수) 체. 결. 력. 인장 강도. Py. P’ Py:항복 강도. P’:보증 항복 강도. P: 표준 조임력. P. 연신. T = 표준 체결력(P)×(0.161p dm×μ1+0.5Dk×μ2) ≒ K×dm×P. P:표준 체결력 T:Torque p:나사 Pitch dm:나사 평균 지름. μ1:볼트와 너트의 나사산 마찰 계수 μ2:볼트 머리와 너트 접촉부의 마찰 계수. Dk:볼트 머리와 너트 접촉부의 평균 지름 * 나사산의 각도가 60˚인 경우에 해당. K: Torque값 계수(조건에 따라 다름) / 도금이 된 볼트와 너트의 K=0.17~ 풀림 현상. 시간. 진동 등에 의한 재질 반발 현상으로 체결력이 줄어 풀림 발생 가능.")
15
4. Fastener의 풀림 분석 일반Fastener 그림1. 정상 체결 그림2. 가스켓이 있는 경우
연신 체결력 강도가 높은Fastener 한계점 초기 일반Fastener 너트 회전 풀림 범위 진동 발생 정적 상태 안됨 Tension 외력을 받아도 볼트의 Tension이 약해지지 않아 내부진동이 일어 나지 않을만큼 체결력을 얻을 수 있도록 체결하면 어떤 외력에도 풀리지 않는다. 압축력 그림1. 정상 체결 가스켓 체결 후 가스켓이 영구 변형 압축되어 체결부 전체의 Tension이 감소 되어 조그만 외력을 받아도 쉽게 풀어진다. 풀림 과정 1)정적인 상태에서 체결력이 감소 (볼트의 Tension이 감소) 2)체결부내에 진동이 발생 Tension 감소 가속화 3)한계점 이하에서 너트가 회전되면서 체결이 풀림 그림2. 가스켓이 있는 경우 나사산이 파손되면서 체결이 되면 Torque가 주어져도 볼트의 Tension 은 Zero 상태가 된다. 이 경우 외력에 의해 너트 가 풀릴 수도 있으나 주로 충격하중에 의해 파손이 발생한다 풀림 분석을 통해서 체결의 관리는 Torque만의 관리가 아니라 결론적으로, 체결의 관리란 부품에 가해주는 체결력의 관리라는 사실이 명백해 지며 체결력의 관리를 위해서는 Torque의 관리, 공구의 관리, Fastener의 관리, 체결 작업자의 관리가 종합되어야 한다. 그림3. 너트 가조립이 잘못된 경우
정적인 상태에서 체결력이 감소. (볼트의 Tension이 감소) 2)체결부내에 진동이 발생 Tension 감소. 가속화. 3)한계점 이하에서 너트가 회전되면서. 체결이 풀림. 그림2. 가스켓이 있는 경우. 나사산이 파손되면서. 체결이 되면 Torque가. 주어져도 볼트의 Tension. 은 Zero 상태가 된다. 이 경우 외력에 의해 너트. 가 풀릴 수도 있으나 주로. 충격하중에 의해 파손이. 발생한다. 풀림 분석을 통해서 체결의 관리는 Torque만의 관리가 아니라. 결론적으로, 체결의 관리란 부품에 가해주는 체결력의 관리라는. 사실이 명백해 지며 체결력의 관리를 위해서는 Torque의 관리, 공구의 관리, Fastener의 관리, 체결 작업자의 관리가. 종합되어야 한다. 그림3. 너트 가조립이 잘못된 경우.")
16
5. 록 너트(풀림 방지용) 체결력 보상 록 너트 마찰력 체결력 나사산 볼트/너트 마찰력 머리 밑면 마찰력
*풀림 방지용 록 너트를 사용하는 이유: 진동에 의한 풀림 방지 *록 너트 체결시 처음에 발생하는 초기 토크는 완체결 후 체결력으로 작용하지 않음 ! *체결할 때 초기 토크량만큼 보상시켜 주어야 함

17
각도/ 체결시간 토크 록 너트 초기 토크값 보상치 목표 토크값

18
6. 체결 토크 산포 보상 토크 토크 산포 : 품질관리 공정에서는 반드시 줄여야 함 목표 토크값 경매질(Hard joint)
체결시간/ 체결각도 목표 토크값 토크 산포 : 품질관리 공정에서는 반드시 줄여야 함 경매질(Hard joint) 연매질(Soft joint)
 연매질(Soft joint)")
19
7. 토크 및 체결각도 합격 기준 토크 = OK 체결각도 = OK 토크 체결각도

20
토크 합격, 체결각도 불합격 토크 = OK 체결각도 = OK 토크 토오크 = OK 체결각도 = Low 토크 = OK
토크 합격, 체결각도 불합격 토크 = OK 체결각도 = OK 토크 토오크 = OK 체결각도 = Low 토크 = OK 체결각도 = High 체결각도

21
▣ 체결체(Fastener) 특성 제조회사명 첫자리수 : 최소 인장력 (100N/mm2) 100× 8 = 800 N/mm2
1. 볼트 강도 표시 제조회사명 첫자리수 : 최소 인장력 (100N/mm2) 100× 8 = 800 N/mm2 둘째자리수 : 항복점과의 비례식 0.8 = 80% 항복점=첫자리수 X 둘째자리수 800× 0.8 = 640 N/mm2
 100× 8 = 800 N/mm2. 둘째자리수 : 항복점과의 비례식. 0.8 = 80% 항복점=첫자리수 X 둘째자리수. 800× 0.8 = 640 N/mm2.")
22
인장력 힘(Tension) 100× 8=800 N/mm2 항복점 800×0.8=640 N/mm2 항복점 파단 75%
2. 인장력과 항복점 인장력 100× 8=800 N/mm2 항복점 800×0.8=640 N/mm2 힘(Tension) 항복점 파단 75% 길이(각도)
 항복점. 파단. 75% 길이(각도)")
23
M6 = 6mm 소케트 규격 : 12 mm M 미터나사 UNF 유니파이 가는 나사 UNC 유니파이 거친 나사
3. 나사산의 종류 소케트 규격 : 12 mm M 미터나사 UNF 유니파이 가는 나사 UNC 유니파이 거친 나사 볼트 강도 등급에 따른 추천 토크 값 볼트 강도 등급 나사 규격 M3 0,77Nm 1,20Nm 1,70Nm M6 6,10Nm 9,80Nm 14,0Nm M10 29,0Nm 47,0Nm 65,0Nm M6 = 6mm * 참고: ATLASCOPCO 자료

24
4. 볼트 인장력(Preload) 결정 기준 5. 주요 체결체의 체결 토크 특성
1)나사 유효단면의 인장 응력이 그 재료 항복점의 70%(최소값)를 표준으로 한다. (기술규격ES05227) 2)진동에 대한 저항력을 높이기 위하여 보다 항복점에 가까운 높은 토크가 적용된다. →볼트 진동에 대한 저항력을 증가시키는 이점이 있으나 우연한 요인 등으로 항복점을 넘게되는 경우 볼트는 늘어나고 체결부는 이완될 수 있어 항복점에 너무 가까운 토크 는 권장할 수 없다. 3)표준 체결력은 정하중과 피로하중 모두를 고려하여 보통 이론적인 항복력의 75%를 권장 4)표준응력을 결정하기 위한 항복응력은 실내 온도상태 기준이다. →고열은 강도를 떨어뜨릴 수 있으므로 산출식 적용시 주의 필요) 5. 주요 체결체의 체결 토크 특성 너 트 1)체결할 때, 첫 thread가 全하중을 받아 항복이 일어나며, cold work로 인한 가공경화가 발생하여 결국 약 3개의 thread가 하중을 분담하게 된다 → 너트 재사용 불가 2)볼트와의 결합 면적이 상대적으로 크기때문에 나사산에 걸리는 전단력에 의한 나사산 변형이 볼트의 나사에서 먼저 발생 → 오버토크로 인한 너트 자체에 문제 발생 소지 없음 스크류 1)체결 상대가 저강도의 플라스틱류이기 때문에 오버토크에 의한 스크류 자체의 문제 발생 가능성 희박 2)스크류의 나사산 Pitch가 큰 것은 체결상대의 나사산 밑면적을 늘려 플라스틱 재질의 떨어지는 강도를 보강하기 위함 3)스크류는 정해진 체결 토크 기준이 없으며 경험적/실험적 방법으로 사용
나사 유효단면의 인장 응력이 그 재료 항복점의 70%(최소값)를 표준으로 한다. (기술규격ES05227) 2)진동에 대한 저항력을 높이기 위하여 보다 항복점에 가까운 높은 토크가 적용된다. →볼트 진동에 대한 저항력을 증가시키는 이점이 있으나 우연한 요인 등으로 항복점을 넘게되는 경우 볼트는 늘어나고. 체결부는 이완될 수 있어 항복점에 너무 가까운 토크 는 권장할 수 없다. 3)표준 체결력은 정하중과 피로하중 모두를 고려하여 보통 이론적인 항복력의 75%를 권장. 4)표준응력을 결정하기 위한 항복응력은 실내 온도상태 기준이다. →고열은 강도를 떨어뜨릴 수 있으므로 산출식 적용시 주의 필요) 5. 주요 체결체의 체결 토크 특성. 너 트. 1)체결할 때, 첫 thread가 全하중을 받아 항복이 일어나며, cold work로. 인한 가공경화가 발생하여 결국 약 3개의 thread가 하중을 분담하게 된다 → 너트 재사용 불가. 2)볼트와의 결합 면적이 상대적으로 크기때문에 나사산에 걸리는 전단력에 의한 나사산 변형이. 볼트의 나사에서 먼저 발생 → 오버토크로 인한 너트 자체에 문제 발생 소지 없음. 스크류. 1)체결 상대가 저강도의 플라스틱류이기 때문에 오버토크에 의한 스크류 자체의 문제 발생 가능성 희박. 2)스크류의 나사산 Pitch가 큰 것은 체결상대의 나사산 밑면적을 늘려 플라스틱 재질의 떨어지는. 강도를 보강하기 위함. 3)스크류는 정해진 체결 토크 기준이 없으며 경험적/실험적 방법으로 사용.")
25
볼 트 1)체결부 Hole에는 Burr 또는 날카로운 모서리 등이 있어서 체결시 응력 집중을 발생시킬 수 있으며 이를 방지하기 위해서 와셔를 사용 2)제조방법, 정밀도, 재료강도, 표면처리 상태 등의 다양한 변수때문에 적정 체결 토크값을 결정하는데 어려움이 있다. 3)항복점의 70% 인장력이 작용하는 토크를 적절한 체결력으로 보는 계산식(ES05227)이 있으나 증명된 식은 아니다. 4)실제 적용에서는 풀림이 문제가 되어 좀 더 항복점에 가까운 강한 토크를 표준 체결 토크로 규정하고 있다(ES05229, ES ) 5)인장력과 전단력을 동시에 받는 경우는 조합응력상태의 항복 체결축력을 고려해야 한다. 6. 볼트의 적정 체결 토크 산출식 T=K(마찰 계수)×F(주어지는 힘)×d(호칭경) 마찰계수(K): 0.04~1.10(재료와 윤활 상태에 따라 달라짐) / ±25%의 오차 발생 고유한 K값은 테스트를 해서 얻을 수 있다. * 체결 Torque의 허용 범위: 14.0kgf·m 이하 허용차 ±20% 14.0kgf·m 이상 허용차 ±15%
항복점의 70% 인장력이 작용하는 토크를 적절한 체결력으로 보는 계산식(ES05227)이 있으나. 증명된 식은 아니다. 4)실제 적용에서는 풀림이 문제가 되어 좀 더 항복점에 가까운 강한 토크를 표준 체결 토크로. 규정하고 있다(ES05229, ES ) 5)인장력과 전단력을 동시에 받는 경우는 조합응력상태의 항복 체결축력을 고려해야 한다. 6. 볼트의 적정 체결 토크 산출식. T=K(마찰 계수)×F(주어지는 힘)×d(호칭경) 마찰계수(K): 0.04~1.10(재료와 윤활 상태에 따라 달라짐) / ±25%의 오차 발생. 고유한 K값은 테스트를 해서 얻을 수 있다. * 체결 Torque의 허용 범위: 14.0kgf·m 이하 허용차 ±20% 14.0kgf·m 이상 허용차 ±15%")
26
▣ 체결(Tightening) 방법 및 특성
토크 제어 체결 (Torque Control Tightening) →가장 일반적 체결 방법 1)설계에 의해 Preload가 결정되면 이에 따른 목표 토크가 결정 2)대부분 항복 응력의 산정시 하중에 의한 직접 응력만을 고려하나 높은 마찰 조건일 경우 비틀림 응력을 고려한 응력 산정 필요 3)유효 토크(Prevailing Torque) 발생 고려 필요 4)정확한 Preload를 얻기위해서 와셔 대신 Flange nut나 Flange bolt를 사용하는 것이 필요 각도 제어 체결 (Angle Control Tightening) 1)방법이 복잡하여 정확한 Bolt Preload를 얻고자 할 경우 사용 2)체결체를 착좌점(Snug Level)까지 조인 후 미리 정해진 각도만큼 회전시켜 체결하는 방법 →착좌점: 체결체와 파체결체가 접촉할 수 있을 정도로 회전시키는데 사용되는 토크 값 3)탄성이나 소성역에 모두 사용 가능 ▶ 소성역에서 더 정확한 체결 4)착좌점의 산포에 의해 체결력의 산포가 발생 항복 제어 체결 (Yield Controled Tightening) 1)마찰의 영향을 최소화하여 매우 정확한 볼트 체결력을 얻을 수 있다. 2)볼트의 항복점을 찾아내어 자동정지(Shut off)되는 공구를 사용 3)체결이 실행되는 동안 각도에 대한 토크 비율을 읽고 토크 비율이 감소하기 시작하면 체결 중지 4)마찰 산포에 의해 체결력의 산포가 발생한다. 5)실린더 헤드와 커넥팅 로드와 같이 중요 체결에 한하여 사용 볼트 신장 체결 (Bolt Stretch Tightening) 1)높은 토크가 적용되는 큰 체결체에 사용 2)유압 인장 장치를 사용하여 Preload를 발생시킬 수 있을만큼 볼트를 인장시키고 너트를 채워 체결력을 발생시킨다. 가열 체결 (Heating Tightening) 1)볼트의 열팽창 특성을 이용하여 아주 큰 볼트 체결에 이용 2)볼트를 가열하여 늘어난 볼트에 너트를 채운 후 냉각시켜 볼트의 수축을 이용 인장력 지시 (Tension Indiacting Method) 1)특별한 체결체를 사용하며 볼트의 Tension을 간접적으로 나타낼 수 있는 방법을 사용 2)토크나 너트의 회전 각도로 Preload를 관리하는 것이 아니라 체결체의 형상 변화로 체결력을 확인
 →가장 일반적. 체결 방법. 1)설계에 의해 Preload가 결정되면 이에 따른 목표 토크가 결정. 2)대부분 항복 응력의 산정시 하중에 의한 직접 응력만을 고려하나. 높은 마찰 조건일 경우 비틀림 응력을 고려한 응력 산정 필요. 3)유효 토크(Prevailing Torque) 발생 고려 필요. 4)정확한 Preload를 얻기위해서 와셔 대신 Flange nut나 Flange bolt를 사용하는 것이 필요. 각도 제어 체결. (Angle Control. Tightening) 1)방법이 복잡하여 정확한 Bolt Preload를 얻고자 할 경우 사용. 2)체결체를 착좌점(Snug Level)까지 조인 후 미리 정해진 각도만큼 회전시켜 체결하는 방법. →착좌점: 체결체와 파체결체가 접촉할 수 있을 정도로 회전시키는데 사용되는 토크 값. 3)탄성이나 소성역에 모두 사용 가능 ▶ 소성역에서 더 정확한 체결. 4)착좌점의 산포에 의해 체결력의 산포가 발생. 항복 제어 체결. (Yield Controled. Tightening) 1)마찰의 영향을 최소화하여 매우 정확한 볼트 체결력을 얻을 수 있다. 2)볼트의 항복점을 찾아내어 자동정지(Shut off)되는 공구를 사용. 3)체결이 실행되는 동안 각도에 대한 토크 비율을 읽고 토크 비율이 감소하기 시작하면 체결 중지. 4)마찰 산포에 의해 체결력의 산포가 발생한다. 5)실린더 헤드와 커넥팅 로드와 같이 중요 체결에 한하여 사용. 볼트 신장 체결. (Bolt Stretch. Tightening) 1)높은 토크가 적용되는 큰 체결체에 사용. 2)유압 인장 장치를 사용하여 Preload를 발생시킬 수 있을만큼. 볼트를 인장시키고 너트를 채워 체결력을 발생시킨다. 가열 체결. (Heating Tightening) 1)볼트의 열팽창 특성을 이용하여 아주 큰 볼트 체결에 이용. 2)볼트를 가열하여 늘어난 볼트에 너트를 채운 후 냉각시켜 볼트의 수축을 이용. 인장력 지시. (Tension Indiacting. Method) 1)특별한 체결체를 사용하며 볼트의 Tension을 간접적으로 나타낼 수 있는 방법을 사용. 2)토크나 너트의 회전 각도로 Preload를 관리하는 것이 아니라 체결체의 형상 변화로. 체결력을 확인.")
27
▣ 체결과 풀림 메커니즘 1) 나사의 체결 원리 나사부에 틈이 있어서 체결이 가능하면 체결후에는 나사면의 사면부가 접촉되어 마찰력이 발생 함 실제 체결 상태는 참고와 같이 체결면이 실선이 아닌 점으로 이루어지면 나사표면 상테에 따라 각 나사의 실제 마찰력은 달라집니다. 나사산의 마찰력, 좌면의 마찰력, 축력이 더해져서 결국 나사 전체의 체결력이 됨 2) 축 토르크 계산 계산은 경사면의 마찰을 이용한 레벨 시트의 자력 유지등의 계산원리와 같습니다. 경사면에서 물건을 밀어 올릴때 수평력은 U= F*tan(β+α) 따라서 Ts= dp/2*Fs *tan(β+α) β는 리드각, ρ는 마찰각도
 축 토르크 계산. 계산은 경사면의 마찰을 이용한 레벨 시트의 자력 유지등의 계산원리와 같습니다. 경사면에서 물건을 밀어 올릴때 수평력은. U= F*tan(β+α) 따라서 Ts= dp/2*Fs *tan(β+α) β는 리드각, ρ는 마찰각도.")
28
3) 체결 토오크 Tf=1/2*Fs((dp* tan(α+β))+Dw*µw) 체결 토르크에서 일반적으로 축 토르크(나사산 부분)가 전체의 45~50%, 좌면의 토르크가 약 50~55% 정도 임 4) 풀림 토오크 풀림토오크도 체결토오크와 같이 축토오크, 좌면 토오크로 이루어짐, 단 축토오크 부분ㅁㄴ에서 마찰력이 중력의 반대로 작용함 경사도 β부분이 마이너스로 변경되어 축력에 대한 마찰력이 마이너스로 작용함을 표현 함 Ti=1/2*Fs((dp* tan(α-β))+Dw*µw) 5) 프리베일링 토오크(Prevailing Torque) - Prevailing In Torque : 나사 체결시 나사산에만 발생하는 회전 토오크로 니시 좌면에서 떨어진 상태 (나사 좌면에서 마찰력이 없는상태)에서 최고 토오크 - Prevailing Out Torque : 나사 분해시 나사의 좌면이 떨어진 상태에서 최고 토오크
 풀림 토오크. 풀림토오크도 체결토오크와 같이 축토오크, 좌면 토오크로 이루어짐, 단 축토오크 부분ㅁㄴ에서 마찰력이 중력의. 반대로 작용함. 경사도 β부분이 마이너스로 변경되어 축력에 대한 마찰력이 마이너스로 작용함을 표현 함. Ti=1/2*Fs((dp* tan(α-β))+Dw*µw) 5) 프리베일링 토오크(Prevailing Torque) - Prevailing In Torque : 나사 체결시 나사산에만 발생하는 회전 토오크로 니시 좌면에서 떨어진 상태. (나사 좌면에서 마찰력이 없는상태)에서 최고 토오크. - Prevailing Out Torque : 나사 분해시 나사의 좌면이 떨어진 상태에서 최고 토오크.")
29
7) 파괴 토오크 - Break Away Torque : 취부 토오크가 주어지지 않는 상태 즉 축력이 0 인 상태에서 경화된 나라를 분해하는데 필요한 초기 파괴 토오크 - Break Loosening Torque : 취부 토오크가 주어진 상태 즉 축력이 있는 상태에서 경화된 나사를 분해하는데 필요한 초기 파과 토오크 ▪ 파괴 토오크는 통상 체결후 25±2°C에서 72시간 경과후 측정 8) 나사 풀림 메커니즘 - 일반 나사는 체결전 나사부에 틈이 있어 나사의 체결이 가능하지만 완전히 체결 하여도 그림처럼 한쪽 경사면만 마찰이 존재하고 틈새는 여전히 남은 상태로 완전 체결됨 - 이때 접촉부의 마찰력보다 진동이나 충격등의 큰 외력(특히 축 직각방향의 진동, 충격)이 가해지면 나사산의 접촉부의 공간차가 벌생하여 볼트의 머리밑 좌면부가 벌어진다.( 한번 벌어진 틈은 나사의 체결방향으로 외력을 가해야 복귀됨) - 진동 충격의 반복에 의하여 볼투의 머리부 마찰력이 떨어져 풀림이 발생하게 되는 전형적인 나사풀림 메커니즘 임 9) 토오크의 배분 - 나사의 조임 토오크는 좌면부 50%, 나사산부 40%, 피치부의 축력이 10% 정도 이다. 이 피치부의 토오크가 체결시와 풀림시 반대로 작용하게 됨으로 풀림토오크는 체결토오크의 약 80% 정도임
 나사 풀림 메커니즘. - 일반 나사는 체결전 나사부에 틈이 있어 나사의 체결이 가능하지만 완전히 체결 하여도 그림처럼 한쪽 경사면만. 마찰이 존재하고 틈새는 여전히 남은 상태로 완전 체결됨. - 이때 접촉부의 마찰력보다 진동이나 충격등의 큰 외력(특히 축 직각방향의 진동, 충격)이 가해지면 나사산의 접촉부의. 공간차가 벌생하여 볼트의 머리밑 좌면부가 벌어진다.( 한번 벌어진 틈은 나사의 체결방향으로 외력을 가해야 복귀됨) - 진동 충격의 반복에 의하여 볼투의 머리부 마찰력이 떨어져 풀림이 발생하게 되는 전형적인 나사풀림 메커니즘 임. 9) 토오크의 배분. - 나사의 조임 토오크는 좌면부 50%, 나사산부 40%, 피치부의 축력이 10% 정도 이다. 이 피치부의 토오크가 체결시와 풀림시 반대로 작용하게 됨으로. 풀림토오크는 체결토오크의 약 80% 정도임.")
30
10) 축력 (Clamp Torque) - 체결시 좌면과 상대면이 맞닿은후 더 힘을 가하게 되면 볼트에 인장력이 가해지고 그 반작용(복원력)에 의하여 볼트는 상대물과 결합이 된다. 이 힘을 체결성능의 지표로 사용함 ▪ 풀림 방지용 액상도포가 있음 ▪ 풀림 방지용 와셔가 있음 11) 볼트, 너트의 풀림 방지에 대한 기술 지침
 볼트, 너트의 풀림 방지에 대한 기술 지침.")
34
부1. 나사의 걸림률 이 걸림률은 여러 가지 의미를 갖고 있다. 걸림률이 크다면 나사산 끼리의 결합이 강하게 되어 있어 더 큰 힘으로 조일 수 있으나 조임 작업에 많은 힘이 들어 가게 된다. 반대로 걸림률이 작다면 결합 및 해체가 쉬운 반면 큰힘을 지지 하기 어렵다. 따라서, 일반적으로 큰 힘이 걸리지 않는 경우는 걸림률을 작게 하는 등 나사의 선택이나, 탭구멍을 설계할 시에 반드 시 고려해야 하는 중요한 요소중의 하나이다.(VDI 2230_Version 2003) 니사산의 강도는 나사산의 단면적에 비례한다. 걸림율에 따른 나사산의 단면적 변화를 보기위해 수나사의 호칭경을 일정하다고 가 정한 후 암나사의 내경을 변경하여 걸림율을 계산하면 그림과 같이 암나사산의 단면적을 작은 삼각형 45개로 분할하면 60% 걸림율이면 나사산의 면적은 33개로 73.3%로 된다 밑드릴의 내경으로 물림율을 결정하는것이 통상적인 방법이다
 니사산의 강도는 나사산의 단면적에 비례한다. 걸림율에 따른 나사산의 단면적 변화를 보기위해 수나사의 호칭경을 일정하다고 가 정한 후 암나사의 내경을 변경하여 걸림율을 계산하면. 그림과 같이 암나사산의 단면적을 작은 삼각형 45개로 분할하면. 60% 걸림율이면 나사산의 면적은 33개로 73.3%로 된다. 밑드릴의 내경으로 물림율을 결정하는것이 통상적인 방법이다.")
36
부2. 나사의 선정 나사의 사이즈는 아래 표로부터 선정 합니다. 나머지는 통상 사용되지 않습니다. 각종 나사 치수 표는 여기 가는 나사는 피치를 작게, 나사의 길이 길이에서 접촉하는 면적을 많이함으로 나사보다 강도를 더했다. 많은 실린더 로드 첨단 나사가 세목을 채용하는 이유입니다. 보통째 세목의 강도 비교를 아래에 나타냅니다 보통과 세목의 강도 비교는 하기와 같음

37
숫나사와 암나사의 길의의 관계는 간략하면 숫나사의 호칭경X1.2이상으로 암나사의 깊이를 설장해야 합니다. 이것은 암사사 가공시 면취를 함으로 숫나사의 유효길이를 감소시킴으로 안전으로 보면 1.2배 이상으로 해야 합니다. 당연치 암나사는 재질도 관련이 됩니다. 1.2배 기준은 ss41를 기준으로 하여 나타낸것임으로 아래 표를 참조 바랍니다 암나사의 깊이 나사의 파괴는 오른쪽처럼 두가지 발생합니다. 수나사가 파열한다면 이는 전단력(옆의 힘)이 걸린 경우도 일어납니다. 벌써 한쪽이 나사산이 파손된 경우. 이는 대부분의 경우 충분한 메질의 길이가 없었던 때나 하혈이 적정하지 않는경우 또는 재질이 약했을 경우 등에 많이 일어납니다 왼쪽의 경우의 CASE"A"의 강도 계산은 단순하고 나사의 골 지름의 단면적으로 걸리는 힘을 나누면 됩니다. M10의 나사의 골의 단면적은 55.12mm이므로 최대 허용 하중은 이 단면적에 재료의 항복점 하중을 걸고 안전률로 나누게 됩니다
이 걸린 경우도 일어납니다. 벌써 한쪽이 나사산이 파손된 경우. 이는 대부분의 경우 충분한 메질의 길이가 없었던 때나 하혈이 적정하지 않는경우 또는 재질이 약했을 경우 등에 많이 일어납니다. 왼쪽의 경우의 CASE A 의 강도 계산은 단순하고 나사의 골 지름의 단면적으로 걸리는 힘을 나누면 됩니다. M10의 나사의 골의 단면적은 55.12mm이므로 최대 허용 하중은 이 단면적에 재료의 항복점 하중을 걸고 안전률로 나누게 됩니다.")
38
재료의 전단파괴 응력과 인장강도의 비교 참고치
참고로 나사의 안전률은 통상 정하중 3충격 하중 12입니다 따라서 M10의 나사와 SS400의 재질 나사이면 항복점은 25Kg/mm2이므로 55.12 X 25/3=459Kg(정하중)55.1 X 25/12=114.8Kg(충격 하중)입니다. 나사의 안전률은 통상 정하중 3충격 하중 12입니다. CASE B의 경우는 더 복잡합니다. 그림과 같이 1개 산의 전단 길이을 구하게 됩니다. AB = (P/2) + (dp - Dc ) tan α / CD = (P/2) + (dc - Dp) tan α 숫나사의 나사산이 전단 파괴하는 하중을 WB, 암나사의 나사산이 전단 파괴하는 하중을 WN WB=π Dc . AB . zτ b/WN=π dc . CD . zτ n으로 나타내고 여기에서 z는 부하 능력이 있다고 볼 수 있는 산의 수, τ b, τ n은 숫나사 암사나의 각각의 전단파괴 응력임 재료의 전단파괴 응력과 인장강도의 비교 참고치 구체적으로 계산하면 M10의 유효 길이 10mm로 한 경우 산수는 피치 1.5mm이므로 10/1.5에서 6.6 AB=(P/2)+(dp-Dc)tanα=(1.5/2)+( )X tan 30= SS400의 잡는 강함 400N/mm2이므로 위의 표보다 0.5배로 하는 약 20.4Kgf/mm2으로 합니다. WB=π Dc . AB . zτ b=π X X X 6.66 X 20.4=4023Kgf로 나사산의 파괴됩니다. 각각의 안전 계수는 별도 합니다
55.1 X 25/12=114.8Kg(충격 하중)입니다. 나사의 안전률은 통상 정하중 3충격 하중 12입니다. CASE B의 경우는 더 복잡합니다. 그림과 같이 1개 산의 전단 길이을 구하게 됩니다. AB = (P/2) + (dp - Dc ) tan α / CD = (P/2) + (dc - Dp) tan α. 숫나사의 나사산이 전단 파괴하는 하중을 WB, 암나사의 나사산이 전단 파괴하는 하중을 WN. WB=π Dc . AB . zτ b/WN=π dc . CD . zτ n으로 나타내고. 여기에서 z는 부하 능력이 있다고 볼 수 있는 산의 수, τ b, τ n은 숫나사 암사나의 각각의 전단파괴 응력임. 재료의 전단파괴 응력과 인장강도의 비교 참고치. 구체적으로 계산하면. M10의 유효 길이 10mm로 한 경우 산수는 피치 1.5mm이므로 10/1.5에서 6.6. AB=(P/2)+(dp-Dc)tanα=(1.5/2)+( )X tan 30= SS400의 잡는 강함 400N/mm2이므로 위의 표보다 0.5배로 하는 약 20.4Kgf/mm2으로 합니다. WB=π Dc . AB . zτ b=π X X X 6.66 X 20.4=4023Kgf로 나사산의 파괴됩니다. 각각의 안전 계수는 별도 합니다.")
39
부3. 나사의 가공방법 우선 드릴로 구멍을 가공하고 탭 가공을 합니다. 이 탭은 요구 정도에 의한 한번에 가공해서 좋은 경우와 몇번에 나누어 주는 경우가 있습니다. 급의 높은 나사는 복수회의 탭을 황상 사상탭으로 구분 합니다. 탭 가공만 아니라 구멍 가공은 가능하면 관통가공이 좋습니다. 칩 배출의 영향에 의한 탭이 파손되기 쉬워지고 파손된 경우도 제거 하기 쉽습니다/ 볼트 각인의 의미 강도 구분의 첫 글자는 인장 강도를 나타내고 있습니다. 10은 100kgf/mm2을 나타내고 있습니다. 다음 문자의 항복점은 인장 강도의 몇% 있는지 나타낸 것으로 9은 90%를 나타내고 있습니다

40
부4. 나사의 도면 의미

41
부5. 볼트의 기계적 성질

42
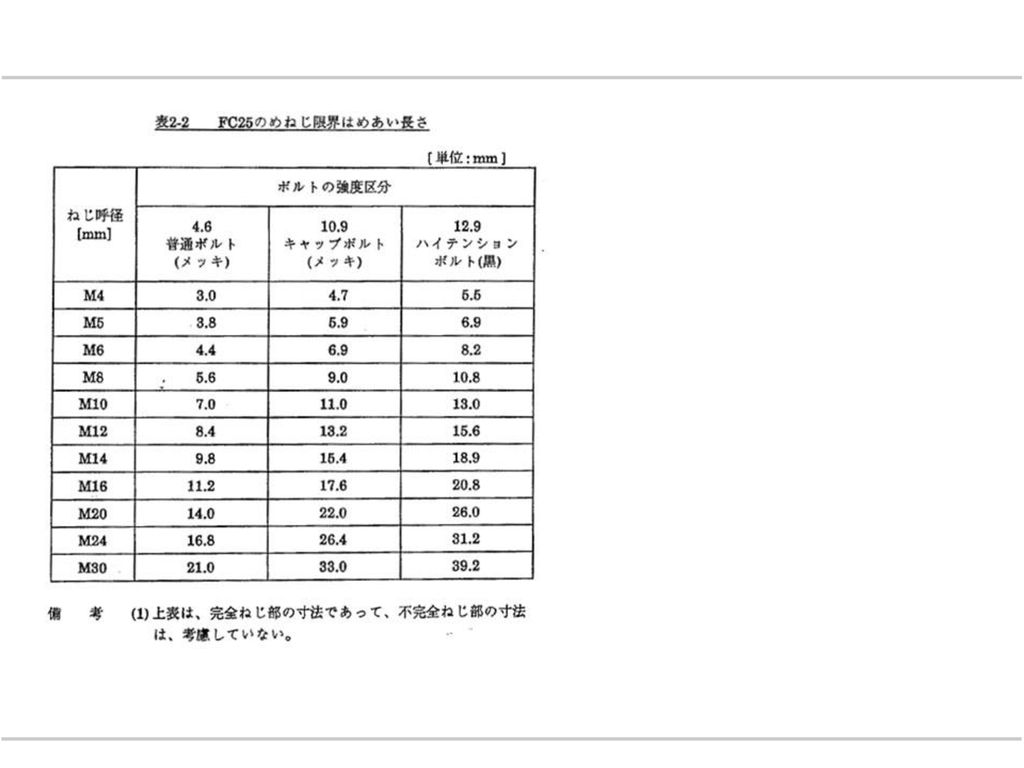
부6. 암나사의 한계 볼트의 한계 끼워맞춤 길이

Similar presentations



>")
RACK 2)UPS 3)P D U 장치 4)Server Group 5)KVM Switch 7)UPS 를 위한 HUB 6) RACK Monitor.>")








.>")
 크리에이티브 커먼즈 저작자표시-비영리-동일조건변경허락 3.0 Unported 라이선스에 따라 이용할 수 있습니다.>")



과 역학적 에너지(Mechanical Energy)>")
 소재가 평면응력상태에 놓였을 때(σ3=0), 최대전단응력조건과 전단변형에너지 조건은σ1 – σ2 평면에서 각각 어떤 식으로 표시되는가? (2) σ1 =σ2인 등이축인장에서 σ = Kεn로 주어지는 재료의 네킹시 변형율을 구하라.>")
