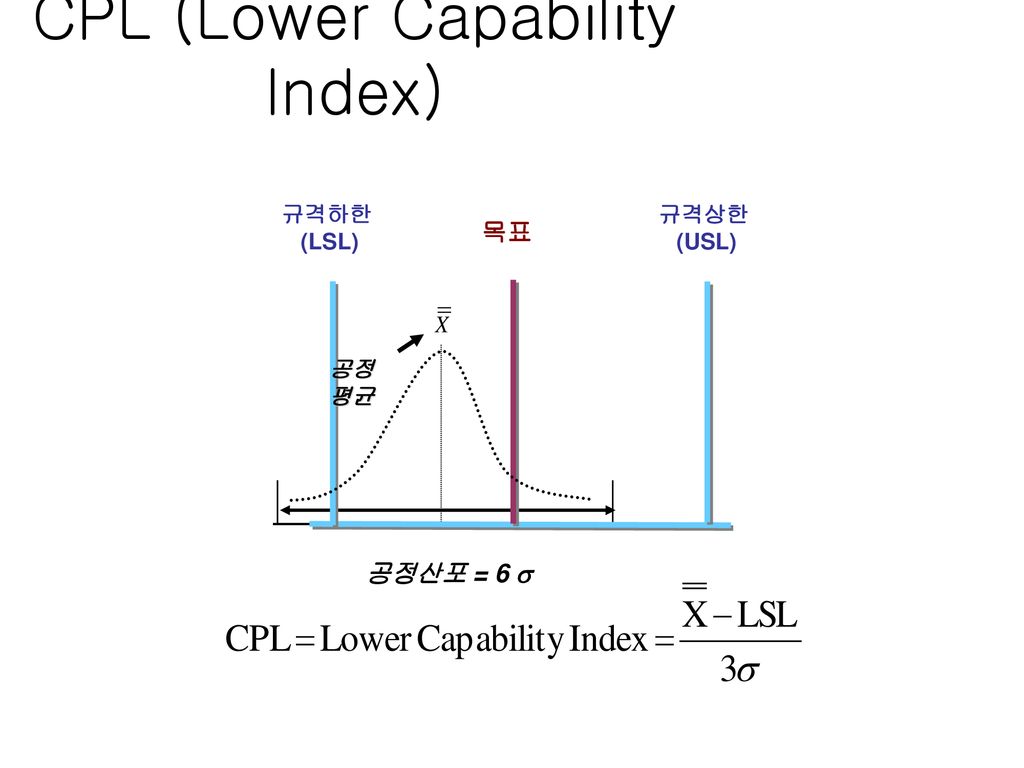
CPL (Lower Capability Index) 규격하한 (LSL) 규격상한 (USL) 목표 공정 평균 공정산포 = 6 s
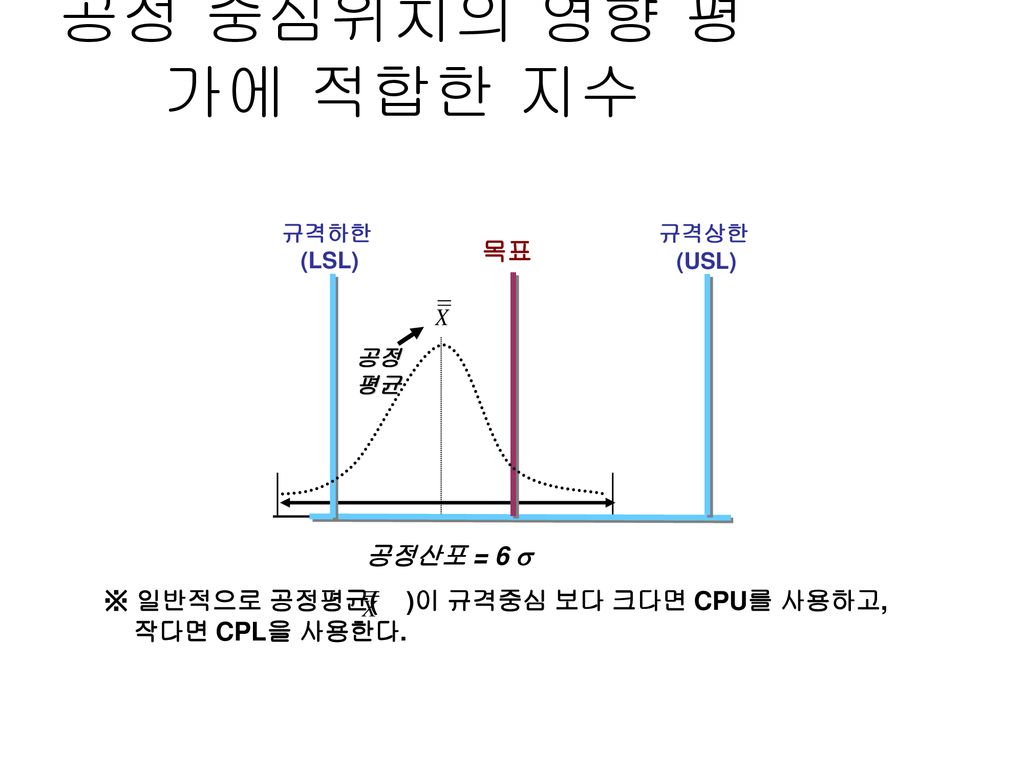
공정 중심위치의 영향 평가에 적합한 지수 목표 공정산포 = 6 s 규격하한 (LSL) 규격상한 (USL) 목표 공정 평균 공정산포 = 6 s ※ 일반적으로 공정평균( )이 규격중심 보다 크다면 CPU를 사용하고, 작다면 CPL을 사용한다.
Cpk, Ppk 다른 산출 방법 산출 방법 LSL USL 32ppm 22,750ppm 단, 0≤K ≤ 1 99.72% μ
Cpk 연습문제 LSL = 3 mm USL = 5 mm = 4.4 mm s = .2 mm 5 3 4 목표 3 4 5 = x Why could you choose at this point (or even earlier) to continue on with only the CPU formula? 이공정의 공정능력비(CR)와 Cpk 값은?
Cpk 예제 Cpk = 1 Cpk > 1 Cpk = 1.33 Cpk = 1.33 Cpk 가 1인 경우는 공정산포의 6s USL LSL Cpk = 1 Cpk > 1 공정산포의 6s 범위 Cpk 가 1인 경우는 공정산포의 6s 범위가 공정의 규격범위와 정확히 일치함을 의미한다. Cpk 가 1보다 큰 경우는 공정산포의 6s 범위가 규격범위 내에 있음을 의미한다. USL LSL Cpk = 1.33 USL LSL Cpk = 1.33
추가적인 Cpk 예제 Cpk 가 음수 (< 0) Cpk = 0 0 < Cpk < 1 Cpk = 0 LSL USL Cpk 값이 음수인 경우는 공정 중심값이 규격선 밖에 있음을 의미한다. Cpk = 0 0 < Cpk < 1 LSL USL LSL USL Cpk 값이 0과 1사이에 있는 경우는 공정산포의 6s 범위의 일부가 규격 밖에 있음을 의미한다. Cpk 값이 0인 경우는 공정 중심값이 규격선에 위치해 있음을 의미한다. LSL USL Cpk = 0
Cpk, Ppk ▶ 공정 치우침을 반영한 지수 A, B, C의 추정불량률과 공정능력은? A B C 규격하한 (LSL) 규격중심 (Nominal) 규격상한 (USL) A, B, C의 추정불량률과 공정능력은? A B C 6 σ 6 σ 6 σ
공정능력과 추정불량률의 관계 CpK PPH IPTV PPM .33 31.7 317.5 317,500 양측규격을 가지는 공정 정규분포 공정 목표값이 규격중심과 일치 CpK PPH IPTV PPM .33 31.7 317.5 317,500 1.00 .27 2.7 2,700 1.3 .001 .096 96 1.5 .00068 .0068 6.8 2.0 .0000002 .000002 .002
공정 판정 기준 등급 Cp or Cpk CR(%) 공정능력의 평가 / 조처 개선 특급 Cp≥1.67 59.9% 1등급 * 공정능력은 충분하다. 유지관리에 노력을 집중하고, 관리방안을 공유한다. 1등급 1.67 >Cp ≥1.33 75.2% 이상적인 상태이므로 유지하고, 지속적 개선을 추진한다. 2등급 1.33 >Cp ≥1.00 100% *공정능력은 그런대로 괜찮다 공정관리를 철저히 하여 관리상태를 유지한다. Cp가 1에 가까워지면, 불량품 발생의 우려가 있으므로 필요에 따라 조처를 취한다. 3등급 1.00 >Cp ≥0.67 149.3% * 공정능력이 부족하다 불량품이 발생되고 있다. 전수선별, 공정의 철저한 관리,개선이 필요 4등급 0.67 >Cp 초과 * 공정능력이 대단히 부족하다. 도저히 품질을 만족시킬 상태가 아니다. 생산을 중지하든가, 품질의 개선원인을 추구 하는 한편, 긴급한 대책을 필요로 한다. 또는, 규격을 재검토 한다.
공정 판정 기준 ▶ 일반적인 자동차 업계 요구사항 고객 요구사항 우선! 초기 공정능력 양산 공정능력 Ppk ≥ 1.67 Cpk ≥ 1.67 Ppk ≥ 1.67 Cpk ≥ 1.67 고객 요구사항 우선!
Cpk and Ppk - 연습문제 관리도를 통해 특정공정이 안정상태이며 평균( )이 4.4mm이고, 가 0.4652mm인 것을 알았다. 공정규격은 4 mm ± 1 mm 이다. 단. d2는 2.326 (군 크기 5) 1. 공정의 표준편차는 얼마인가 (s)? 2. Cpk는 얼마인가? 3. Cpk와 공정을 개선을 하기 위해 무엇을 해야 하는가? 상기 예에서 30개의 무작위 샘플을 취하여 측정하였을 때 평균( )이 4.4 mm이고 표준편차(s)가 0.3mm 이였다. 4. Ppk는 얼마인가? 5. 구해진 Ppk를 Cpk와 비교하고, 차이를 설명하시오 Facilitator Notes: We will work through the first three questions together, and then you will do the last two. 1. The process standard deviation will be: (the d2 was taken from the table on p.69) 2. Cpk for the process: From the data and/or the chart below, it is apparent that CPU will be the formula for this problem (why?). 3 mm 4 mm 5 mm X = 4.4 mm =
공정능력지수 - 연습문제 -R관리도를 통해 공정능력을 분석해 보자. 공정은 안정상태이며, 공정 평균( )은 10, 는 2.32이다. 단, 규격은 12 ± 4이며, d2는 2.32 이다. 아래 문제를 푸시오 1. 공정 분포 그림을 규격과 함께 그리시오 2. CR 값을 계산하고 그 의미를 해석하시오. 3. Cp 값을 계산하고, CR값과 비교하고 그 의미를 해석하시오. 4. Cpk 값을 구하고 공정능력을 판단하시오 5. 당신이 작성한 공정분포그림과 공정능력 분석결과를 토대로 다음 중 어느 것을 수행해야 하는가? a. 조치할 필요가 없다. b. 공정의 중심을 규격중심과 일치시켜야 한다. c. 산포를 감소시켜야 한다. d. 설계규격을 완화해야 한다. Facilitator Notes: You have 20 minutes to answer these questions. Cover the above information and directions with the participants. Give them the 20 minutes prescribed for the exercise; you may consider combining the activity with a ten-minute break, to allow participants flexibility in controlling their schedule. If you have the participants work individually, combining the activity with a break allows people who work faster to do other things and even leave the room, without forcing them to wait for the more methodical individuals. This can lower the possible stress on both sorts of participant from this exercise. When the exercise has been finished and the group is back together, you may either review the answers with the participants, or tell them that you will review the answers a bit later, as they get into the area of “Applications” of process measurement. The answers to this exercise are on page 75.
품질에 대한 “골대” 사고방식 (“규격에 대한 적합성”) LSL USL x x x Facilitator Notes: In the next few pages we will consider the need sometimes to “improve” process evaluation measures like Cpk and CR. The traditional “goal post” view of quality is that a product characteristic is “good” if its value is within specifications, and “bad” if its value is outside of specs. Under this view, there is no distinction between a result just inside of a spec limit, and one near the center of specification. Even as late as the 1980s, “Conformance to Spec” was considered all that was needed for most product characteristics. BAD GOOD BAD
공정중심위치와 목표값 일치의 중요성 - Target “손실함수” LSL USL X B공정보다 A공정의 손실이 훨씬 적다. PROCESS “A” “B” - Target “손실함수” Facilitator Notes: However, Dr. Genichi Taguchi helped promote the idea that a process with less variation around the target value will produce more product closer to that target value -- which often results in greater customer satisfaction. Facilitator explains what the “loss curve” is and how it shows increasingly poor results the farther a process deviates from the nominal. For many characteristics, a process centered more on the target (here, mid-specification) will produce better products that result in greater customer satisfaction. B공정보다 A공정의 손실이 훨씬 적다. 목표값에 맞추도록 노력하라!!!
산포 감소의 중요성 Target “손실함수” LSL USL (Both B공정보다 A공정의 손실이 훨씬 적다. Processes) “손실함수” Facilitator Notes: Even when two distributions are well-targeted, their results will differ depending upon their dispersion. More of the tightly-dispersed Process A is closer to the nominal than is true for Process B, and you can see that more of B will exist at higher loss levels. Quality is best achieved by minimizing dispersion around the best, nominal, or target value. PROCESS “A” PROCESS “B” B공정보다 A공정의 손실이 훨씬 적다. 산포를 줄이도록 노력하라!!!
Quality Loss Function ▶ Loss Function 유형 일반특성 (Standards Care) : 아래 그림처럼 규격 내에만 있다면 공정산포에 의한 손실이 매우 작게 일으키는 제품/공정 특성으로 Standards Care가 필요 100% 불량률 50% Loss Function 0% 50 60 70 80 90 100 일반 torque (N-m) → 공정분포의 ±3 가 규격 내에 있도록 공정을 관리한다. (선택적으로 SPC의 적용이 필요하다)
Quality Loss Function ▶ Loss Function 유형 제품 품질 관리 특성(Product Quality Characteristics : PQC) : 아래 그림처럼 규격을 벗어나면 급격하게 손실이 증가하는 특성들로 Extra Care가 필요하다 100% 불량률 50% Under Torque로 인한 Wheel Rattle 볼트 파손에 의한 손실 증가 0% 50 60 70 80 90 100 Wheel nut torque (N-m) → 공정분포의 ±6 가 규격 내에 있도록 공정을 관리한다. (SPC의 적용이 필요하다)
Quality Loss Function ▶ Loss Function 유형 핵심 제품 특성(Key Product Characteristics : KPC) : 아래 그림처럼 규격과 상관 없이 Target을 벗어나면 손실을 발생시키는 특성으로 Extra Care가 필요하다 100% 불량률 50% 고객이 너무 덥다고 느낀다 고객이 너무 차갑다고 느낀다 0% -5 -6 2 8 9 10 냉장 온도 (C) → Target을 맞추기 위해 지속적인 공정산포 개선활동이 필요하다. (적극적인 SPC의 적용이 필요하다)
Quality Loss Function Characteristics 요구 공정능력 Cp ³ 2.00 KPC Cpk ³ 1.5 ▶ 특성에 따른 공정능력 기준(GMPT 사례) Characteristics 요구 공정능력 Cp ³ 2.00 Cpk ³ 1.5 KPC Cp ³ 2.00 Cpk ³ 1.5 PQC 일반 특성도 PQC 수준의 관리 권고 Standard Product Characteristic Cp ³ 1.00 Cpk ³ 1.00
MODULE III: APPLICATIONS SPC Statistical Process Control MODULE III: APPLICATIONS 3. 공정평가 지수의 적용 Facilitator Notes: We are now going to consider how process evaluation measurement information can be used to understand and improve processes (why we are here!).
공정능력조사의 수행 설비/공정을 파악한다. 특성을 선택한다. 게이지(측정기)를 검증한다. 15-20 군에 대한 단기 공정능력을(Cp and Cpk) 평가한다 관리도로 장기 공정능력을 평가한다. 이상원인을 발견하여 제거한다. Facilitator Notes: A capability study is made for different reasons, for example to respond to a customer request or to improve the product quality. The following support the effective conduct and use of process evaluation studies: understand the effects of the process upon customer satisfaction develop a process description including inputs, process steps and quality characteristics define the process conditions for each process variable (feed, speed, temperature, etc.) evaluate the measurement error decide upon the size of the sample. Short-term capability uses consecutive production over a one time period. The sample size should be a minimum of 15-20 subgroups of parts. plan to use control charts to evaluate the stability of the process for long-term capability studies be prepared to spend time investigating for assignable causes and eliminating them from the process
공정평가지수의 적용 신규장비의 평가 공정의 고유 또는 총 변동에 근거한 공차검토 정기적인 공정실적 조사 공정가동 중 조정의 영향을 찾기 위함 실질적인 규격 설정 Facilitator Notes: Cpk and Ppk can be used to: measure continual improvement using trends over time prioritize the order in which processes will be improved The numerous situations and problems we face are unequal in importance. Our problem-solving and process improvement resources are not unlimited, so we have to focus on the most significant needs. A definite basis is required for any such selection. Understanding the meaning of capability information can help us better select which processes can and should be improved first. If the actual process evaluation measurements do not compare well with the stated specifications, but customer satisfaction is not impaired by the process output, it may be worth revisiting the specifications themselves.
공정평가지수 적용 고려사항 공정을 설명하기 위해 공정능력지수 또는 공정능력비 하나를 단독으로 사용하지 않는다. 공정을 완전히 이해하기 위해 두 개 이상의 공정능력 평가지수를 사용한다. 관리도, 분포도, 등의 도표와 함께 공정능력을 분석한다 공정의 소리(VOP)를 고객의 소리(VOC)에 일치시키려 노력한다. Facilitator Notes: Note how the average and range chart is used: first, to judge statistical stability and therefore what measures can be calculated, and what judgements made from the results second, if the process is shown to be statistically stable, as the source for -- the estimate of s for CR, Cp, and Cpk - R/d2
공정능력지수의 연관된 사용 8 12 16 14 10 11 13 9 7 15 왜 우리는 Cpk와 함께 Cp를 계속 사용하는가? USL LSL Target 8 12 16 14 10 11 13 9 7 15 군의 크기 : 5 Facilitator Notes: Cp = the potential of a process and Cpk = where the process actually is. The difference between Cpk and Cp represents the potential gain to be had from centering the process. Cp can be 1 or more and the process may be producing 100% unacceptable product. On the other hand, Cpk by itself may not show the potential results of process centering. In this example, (which gives some of the measurement answers to Exercise Two on page 49) the capability ratio (CR) of .75 is equivalent to the capability index of 1.33. These values indicate that the width of the 6s process dispersion is only 3/4ths that of the specification width; or alternatively that the specification spread is a third again as wide as the process spread. Against a maximum acceptable value of 1 for CR and a minimum acceptable value of 1 for Cp, from this standpoint, this process has very good potential. On the other hand, the Cpk value shows that the combination of process dispersion and centering is such that some of the process lies beyond a tolerance limit. Cpk like Cp requires a minimum value of 1 to be considered “capable” of providing mostly acceptable product. Here we see that a “tail” of the process carries beyond the lower spec limit; the smaller CPL value also indicates this fact. Since the Cp and CR values are very good, the best course of action would be to attempt to center this process. 왜 우리는 Cpk와 함께 Cp를 계속 사용하는가?
공정능력지수와 공정실적지수의 비교 “공정능력지수는 예측을 위한 지수로 사용하고, 공정실적지수는 과거의 실적(성과)을 측정하는 지수로 사용된다.” 상기 문구는 무엇을 의미하는가? 동일공정에 대한 Cpk 와 Ppk 지수에 큰 차이가 있다면 중요 이유는 무엇인가? 어떤 조치가 필요한가? 1) 공정능력지수는 공정의 우연원인을 반영한다. 그러므로 이상원인에 의해 변화가 일어나지 않는 한 공정의 예상되는 수행능력을 나타낼 수 있다. 따라서 공정능력지수는 예측을 위해 사용된다.반면에 공정실적지수는 때문에 주어진 시간 동안 우연원인과 이상원인에 의한 공정의 총변동을 나타낸다. 공정실적지수는 이상원인에 의해 공정이 불안정하므로 미래의 수행능력을 예측할 수 없다, 공정실적지수는 공정의 시간에 흐름에 따른 실적을 충실히 반영한다. 그러므로 과거의 공정이력(공정실적)을 통해 과거 공정이 잘 관리되었는지, 또는 안정적이었는지 판단하는데 유용하다. 2) Cpk 와 Ppk 지수의 가장 중요한 차이는 이상원인에 의한 변동이 유의성이다. 3) 이상원인을 제거하는 것은 Ppk 지수를 향상 시키고 Ppk 와 Cpk 간의 차이를 줄게 한다. 이것은 공정의 산포를 개선한다는 의미이며, 공정 중심위치의 개선을 의미한다. Cpk 지수가 합격이나 Ppk 지수가 불합격인 경우, 이것은 매우 중요하다.
단기 공정변동 대 장기 공정변동 å ( ) x s - Cpk = 연속 데이터 Ppk = 랜덤하게 수집된 데이터 x x = n i x s 1 2 제조공정 내에 단기 변동은 자재의 로트별 변동 및 작업자간 변동 등을 포함하지 않는다. 장기변동요인은 상황에 따른 이상원인들을 고려할 수 있다 공정능력지수 Cp 및 Cpk 는 단기 공정능력 지수로 사용되고, 공정실적지수는 Pp and Ppk 는 장기공정느력지수로 사용된다. Cpk = 연속 데이터 Ppk = 랜덤하게 수집된 데이터
규격목표에 공정 중심 일치화 고객 손실을 최소화하기 위해, 공정중심을 규격의 목표값에 맞추어야 한다. 핵심제품특성(KPCs) 및 KPCs와 관련된 핵심공정특성(KCCs)을 관리하기 위한 표준화된 절차(KCDS) 가 있다. Facilitator Notes: We have seen that process evaluation measures compare the actual performance of a manufacturing process to the desired performance, in terms of the distribution of a “Quality Characteristic”, which is a critical dimension or other feature of the product or an important process variable which affects the quality of the product. The Key Characteristics Designation System (KCDS) helps identify, communicate, control, and monitor Key Product Characteristics (specially selected product specifications) and their associated Key Control Characteristics (the KPCs’ related process variables). One way of judging whether a characteristic is a potential KPC is to ask whether reducing its variation around a target value would result in marked improvement in customer satisfaction. Capability measures such as CR and Cpk help achieve control over these “Quality Characteristics”. Generally, capability measures are required only for KPCs and may be useful for some of their KCCs.
기능 점검, 검증/추적성, 안전/법규 및 부품 취급관리 KCDS “피라미드” 특별 부가 일반 제품품질특성 (PQC) 기능 점검, 검증/추적성, 안전/법규 및 부품 취급관리 모든 제품 및 공정 관리 수준 핵심제품 특성(KPC) 핵심 제품 특성에 대해 필요한 특별 관리의 2가지 수준 일부 부품에 대해 필요한 부가적인 관리 업무/활동 제품 및 공정에 대한 일반(일상 및 통상) 관리
GM KCDS 프로세스는 부품 및 부품 특성 요구사항에 초점을 맞추고 있다. 부품 취급관리 기능 점검 부가적인 관리가 요구되는 부품 추적성 부품 수준 (계수치) 안전/법규 일반 관리가 요구되는 부품 모든 제품 및 공정 핵심제품 특성(KPC) 특별관리 특성(KCC) 특별 특성 특별 관리 특성 수준 (계량치) 제품품질 특성(PQC) 특별관리 특성(KCC) 일반 특성 일반 관리
KPC 는 통계적 관리상태와 안정상태를 보장해야 한다
PQC –목표에 일치함을 보장해야 한다.
Variation control (PQC) Variation reduction (KPC) KPC/PQC – SPC를 적용해야 한다. Variation control (PQC) Variation reduction (KPC) Standard Care PQC KPC
공정평가 결과에 대한 대응조치 공정평가 결과가 바람직스럽지 않다면, 다음을 고려한다: 하나 이상의 이상원인이 존재하는 경우, 모든 이상원인을 제거하고 다시 공정을 평가한다. 공정 중심위치를 규격목표에 맞춘다 규격이 변경되어야 하는지 검토한다. 공정 산포를 줄인다. 공정을 변화(개선) 시킨다. 공정을 더 잘 관리하도록 한다. Facilitator Notes: A combination of these tactics may be required when the results of a process evaluation are unacceptable. If the process is not stable to begin with, the first response should be to try to identify and remove the special causes which are the source of the instability. Centering an incapable process will help minimize the proportion that is out-of-specification. Sometimes it helps to know whether product out of specification in one direction is scrap, and out of spec in the other direction is only rework. If the process dispersion is less than the specification width, but the process is poorly centered, centering it may make the results acceptable, even if the process should “stray” a bit later on. Occasionally the specifications may be changed without harm to customer satisfaction. Reducing process dispersion is generally more difficult than shifting its mean, and may amount essentially to the next option, which is changing the process by changing some major process element (buying a new machine, installing a new measurement system, procuring new raw materials). Deming suggested that if, in the end, you cannot do it right, find someone who can and buy from them. This would be the most extreme choice.
계수치 데이터에 대한 공정능력 p 와 np 관리도에서 공정능력은 공정평균 불량률( )로 계산한다. 단 모든 타점이 X c = 5 UCL = 11.7 LCL = 0 9 4 4 2 7 0 4 12 4 8 2 6 3 5 2 6 1 8 4 7 p 와 np 관리도에서 공정능력은 공정평균 불량률( )로 계산한다. 단 모든 타점이 관리상태 하에 있어야 한다. 공정능력은 양품률( )로도 표현될 수 있다. c 관리도에서 공정능력은 고정된 샘플크기 n에서의 평균결점수( ) 이다. u 관리도에서 공정능력은 단위당 평균결점수 ( ) 이다. Capability can be applied to attribute data situations. The Automotive Industry Action Group Statistical Process Control Manual provides brief points on this matter. Note that control charts are required to generate attribute capability measures.
심화 학습 1.공정능력이 공정의 소리를 대표하는 것은 무엇을 의미하는 것인가? 2. 다음 어느 공정능력 측정수단이 공정의 실제 산포 및 위치를 규격과 비교하는가? A. 공정능력비 C. 공정실적지수 E. 공정능력지수 B. Cpk D. 공정실적비 3. 다음 중 한 개를 제외한 모두가 Cpk 및 Ppk의 차이를 설명하고 있다. 어느 것이 틀린 것인가? A. Cpk 및 Ppk는 표준편차를 추정하는 계산식이 다르다 B. Ppk는 이상원인 및 우연원인 모두를 포함한 공정의 이력을 나타내는데 사용하며, 반면에 Cpk는 우연원인에 의한 공정특성치의 결과를 나타낸다 C. Cpk는 일반적으로 Ppk 보다 짧은 기간 수집된 데이터로부터 계산된다 D. Cpk는 공정의 위치 및 산포 모두를 규격과 비교하는 반면, Ppk는 시간에 따른 공정의 산포만 규격과 비교한다. 4. 공정능력비 (CR) 와 공정능력지수 (Cp)의 관계는?(두개의 답을 고르시오) A. 서로 역수 관계이다 B. 공정능력비 X 2 = 공정능력지수 C. 공정능력비는 우연원인에 의한 변동을 나타내고, 공정능력지수는 이상원인에 의한 변동을 나타낸다 D. 이 두가지 모두 공정중심의 위치와는 관련이 없다. E. 이 두가지 모두 규격(공차의 폭)과는 관련이 없다 Answer 공정능력은 규격과 관련된 것이지만, 공정이 실제 운영상태를 나타내는 척도이다 b. 3. d. 4. a. d.
심화 학습 5. 가장 좋은 Cpk 결과는? 6. 다음 중 어느 경우에 공정의 개선을 고려해야 하는가? A. 가능한 1에 근접한 값 D. 가능한 1보다 큰 값 B. 0 과 1 사이 값 E. 공정이 안정되어 있는 한 결과값은 상관 없다 C. 1보다 적은 값 (음수) 6. 다음 중 어느 경우에 공정의 개선을 고려해야 하는가? A. 공정이 SPC을 통해 관리되고 있는 KPC 특성으로 공정 산포를 더 효과적으로 감소 시킬 수 없는 경우 B. 공정의 Cpk는 나쁘지만 안정상태이나, 좋은 Cpk에서는 불안정 한 경우 C. 공정은 중요하지 않고 Cpk도 나쁘지만, 좋은 Cpk의 공정에서도 규격을 만족시키지 못하는 경우 D. 나쁜 Cpk 의 공정이 좀 더 좋은 Cpk의 공정 보다 공정중심이 규격 중심에 더 근접할 수 있는 경우 7.왜 공정의 안정성이 공정능력 측정에 중요한가? A. 공정이 안정상태가 아니면, 공정능력은 개별 측정값으로만 유효하다. B. 안정된 공정은 또한 공정능력도 좋다. C. 공정이 안정상태이어야 개선할 수 있다 D. 안정된 공정은 또한 공정중심이 규격중심에 일치할 것이다 E. 실제로, 불안정 공정의 공정능력 측정값은 안정된 공정의 공정능력 측정값과 비슷하다. Answer Key 5. d. d. Loss function 개념을 도입하여 답은 d 7. A.
(Measurement system Analysis] SPC Statistical Process Control MSA (Measurement system Analysis] 측정시스템 개요 측정시스템 변동 측정시스템 평가절차 계량형 측정시스템 평가 계수형 측정시스템 평가 6. Best Practice 7. GRR 실습
1. 측정시스템 개요 측정시스템 용어 정의 측정시스템 기본 요구특성 측정시스템 평가란? 측정시스템 평가목적 측정 Process 측정시스템 변동인자 측정시스템 변동영향 Facilitator says These seven topic areas will be the focus during this course: The course must begin with some basic definitions and history. There will be discussion on ways to measure, interpret, and control variation. Participants will construct and use the various tools in the Quality Control “Toolbox”. Since processes are subject to change, the need to track their behavior through time will be emphasized. Time will be spent making and interpreting control charts. Participants will practice evaluating processes. Participants will learn that knowing how “good” measurement systems are is vital before making judgements based upon the measurements taken.
측정시스템 용어정의 측정(Measurement) : 특정 속성들에 관련하여 사물의 관계를 나타내기 위해 숫자(값)을 부여하는 것. (숫자를 부여하는 과정을 측정Process, 부여된 값은 측정값) 게이지(Gage) : 측정치를 얻기 위해 사용되는 기구 ex)고노 게이지 등 측정시스템(Measurement System) : 측정할 특성에 수치를 부여하는데 이용되는 작업, 절차, 게이지, 장비, 소프트 웨어 및 평가자의 집합, 측정값을 얻기 위해 사용 되는 전체 과정. 판별력(Discrimination) : 측정되는 특성치의 미세한 변화도 탐지하여 이를 나타낼 수 있는 계측기의 능력으로 해상도 (Scale 또는 Resolution)라고도 한다. 판별력 의 척도는 일반적으로 측정기 눈금의 최소단위의 값으로 한다. 측정기의 눈금이 세밀(coarse)하지 않다면 그때는 반눈금(half-graduation)이 사용될 수 있다 일반적인 경험법칙은 측정기의 판별력 은 적어도 측정범위의 십분의 일까지 측정할 수 있어야 한다. Full interval Half interval
측정시스템 용어정의-계속 표준(Standards) - 비교를 위해 수용된 기준, 합격 기준, 기준 값 참값(True Value) : 특정 가공품의 실제 값으로 확실하게 알 수 없는 값 기준값(Reference Value) : 참값 대신 사용하는 특정 가공품의 인정된 값 불확도(Uncertainty) : 참값이 포함된다고 생각되는 측정값의 추정 범위 측정수명주기(Measurement Life Cycle) : 공정에 대한 이해 증가 및 개선에 따라 측정 방법이 시간에 따라 변화되는 것을 의미한다. (ex : Torque 모니터링) 예 : 샘플링 계획감소(시간당5번 에서 교대당 한번으로) 측정프로세스의 목표는 부품의 참값 이다. 어떤 측정값이라도 가능하면 (경제적으로) 참값에 근접한 것이 바람직하나 참값은 결코 확실하게 알 수 없으나 불확도는 특성의 잘정의된 운용정의 에 바탕을 둔 기준값을 사용하거나 NIST(미국표준기술원)로의 소급성이 있는 높은 차원의 판별력을 갖춘 측정시스템의 결과를 사용함 으로서 최소화 할 수 있다. 기준값 은 참값 대신 사용되기 때문에 이들 용어는 보통 혼용되는데 이것은 권장하지 않는다.
측정시스템 용어정의-계속 측정의 소급성 (국가 표준기) (비교 표준기) (현장 표준기) (생산 게이지) 광 파 표준기 간섭 비교기 (국가 표준기) 레이저 측정기 (비교 표준기) 좌표 측정기 (현장 표준기) 고정 게이지 (생산 게이지)
측정시스템 용어정의 - 계속 측정 품질 “좋은 측정품질” 이란 측정치가 “기준값” 또는 참값에 근접함을 의미하고, “나쁜 측정품질” 이란 측정치가 “기준값”과 차이가 큼을 의미한다. 완벽한 측정값 (무 분산, 무 BIAS, 측정부품이 오 분류될 확률이 없는 이상적 측정시스템) 은 결코 존재하지 않는다 통계적으로 예측 가능 Vs 예측 불가능
측정시스템의 기본 요구 특성 측정시스템의 요구 특성 측정시스템의 변동폭은 제조공정의 변동폭보다 작아야 한다. 측정시스템의 변동폭은 SPEC' 범위보다 작아야 한다. 측정시스템의 변동폭은 제조공정의 변동폭과 SPEC' 한계 중 더 작은 것과 비교해 작아야 한다. (일반적으로 10% 보다 크지 않음) 측정시스템은 통계적 관리상태(통계적 안정상태)를 유지 : 측정시스템의 변동 요인은 우연 원인에 의한 변동만 포함되도록 관리 MSA3판 내용
측정시스템 평가란? 측정에러를 정량적으로 측정하고 에러의 근원을 파악하는 것 평가된 측정에러의 량에 근거하여 측정시스템의 적합여부를 결정하는 것 측정시스템의 측정산포(변동)을 줄이기 위한 개선방안을 제시하는 것
측정시스템 평가 목적 측정 BIAS와 산포에 따른 측정 데이터의 질(Quality) 결정 측정 데이터(검사)는 제조공정의 조정여부 결정 근거 측정 데이터(SPC)에서 얻어진 통계량을 이용하여 공정 분석 및 관리
측정 Process 관리대상공정 의사 결정 측정 분석 측정 프로세스 측정값 측정과정은 하나의 프로세스이다. 측정 및 분석활동을 하나의 프로세스로 파악 - 측정 장비는 측정 프로세스의 일부이다 측정 프로세스 관리대상공정 의사 결정 측정 분석 측정값
(Measurement Process) 측정 시스템 INPUTS 측정 (Measurement Process) 측정치 (OUTPUTS) 게 이 지 측 정 자 측정환경 측정재료 측정방법 개 선 조사/진단 공정개선을 위한 정보
2. 측정시스템 변동
Measurement Systems Errors of Variation and Position 측정시스템 변동 유형 Measurement Systems Errors of Variation and Position 측정시스템 변동 Measurement Error Resolution Position Variation Fineness of Incrementation 위치 (Location) 판별력 (Discrimination) 산포(퍼짐) (Dispersion) Bias Repeatability Reproducibility Difference between average of measurements and true value Variation in measurements by one operator Variation between averages of measure-ments between operators 편의(정확도*) Bias (Accuracy) 재현성 (Reproducibility) 반복성(정밀도**) (Repeatability) Stability Linearity Changes in bias over time Changes in bias over the range of measurement 안정성 (Stability) 선형성 (Linearity) 정확도* : 편의 + 반복성 정밀도**: 반복성 + 안정성+ 선형성 ISO와 ASTM(미국재료시험학회) 에서는 정확도를 치우침과 반복성이 포함된 용어로 사용한다. 정확도라는 용어를 사용하는데 혼란을 피하기 위해서 ASTM 에서는 위치오차를 묘사하는 것으로 편의라는 용어만을 사용할 것을 권장한다.
측정시스템 변동유형-계속 민감도 (Sensitivity): 감지할 수 있는 출력 신호를 주는 가장 작은 입력 신호로 측정된 특성변화에 대한 측정시스템의 반응성을 의미한다. 이는 게이지의 판별력, 품질, 보전, 표준 운용조건에 의해 결정된다. 일관성(Consistency) : 일관성은 시간에 걸쳐 취해진 측정값 변동의 차이이며, 이는 시간에 따른 반복성을 의미한다 균일성(Uniformity) : 게이지의 동작범위에서의 변동의 차이를 말한다. 이는 산포의 선형성을 의미한다 측정시스템능력(Measurement System Capability): 측정시스템 변동의 단기 추정값으로 단기에 걸친 측정값의 변동을 의미한다 측정시스템성능(Measurement System Performance) : 측정시스템 변동의 장기 추정값으로 장기에 걸친 측정값의 변동을 의미한다
(Number of Distinct Category) 판별력 (Discrimination) 공정에서 생산되는 부품의 합 부 판정에만 사용 가능 하며, 공정관리용으로 사용하기에는 부적합 함 관리도에서 공정변화를 민감하게 탐지하지 못하며, 부정확한 공정능력지수를 산출할 수 있음. 따라서 공정관리용으로 사용하기에는 부적합 함 관리도의 운영, 공정능력 분석 등 공정관리에 사용하기 적합함 세별범주 (Number of Distinct Category) 계측기 눈금이 조밀해야 한다.
판별력(Discrimination) - 판정 방법 공정분포의 판별 범주 수 ( Number of Distinct category : ndc) ndc = 1.41*(PV/GRR) ≥5 (단, 소수점 이하는 버린 정수 값이다.) 판별력 1/100 인치 판별력 1/1000 인치 낮은 판별력 같은 데이터로부터 작성된 2개의 관리도 임 (우측은 데이터를 1/100 인치단위로 반올림한 것을 나타낸 것임)
BIAS (편의) 관측(Observed)평균과 참값/기준값(Reference)의 차이 측정시스템의 계통오차의 척도 모든 변동의 원인의 결합된 영향으로 나타나는 총 오차 시료평균 기준 값 (참 값) Bias 원인 측정기의 교정이 필요 계측기의 노후 기준기(Reference)의 마모, 손상 또는 오차 발생 기준기의 부적절한 교정 및 사용 측정방법의 차이(초기 보정, 셋업 등) 환경 (온도, 습도, 진동, 청결) 측정시스템의 오차는 5개의 범주로 분류될 수 있다 (편의,반복성,재현성,안정성,선형성) 26
STABILITY (안정성) 측정기의 마모나 기온과 같은 환경조건의 변화에 의해 시간이 지남에 따른 동일 샘플 또는 마스터의 총 산포(변동), 즉 시간경과에 따른 편의의 변화를 나타낸다. 안정성이 확보되어야 측정특성을 정량화 할 수 있음 시간 1 시간 2 안정성 단일특성을 장기간에 걸쳐 측정 원인 측정기의 교정 필요(교정주기 단축) 계측기의 노후, 열악한 예방보전, 환경변동 27
LINERITY (선형성) 기대되는 측정기의 측정범위에서 편의간의 차이를 말함 0.5 cm 및 85.0 cm에서의 편의는 서로 같은가? 시료평균 기준 값 (참 값) Large Bias Small 선형성 원인 측정기의 교정 필요(교정주기 단축) 계측기의 노후, 열악한 예방보전, 환경변동 마스터의 마모 및 손상, 마스터의 오차 28
REPEATABILITY (반복성) 동일 샘플의 동일 특성을 1명의 평가자가 1개의 측정구로 여러번 측정하여 얻어진 데이타의 변동(산포) 측정자 내(within appraiser) 변동, 통상 EV (Equipment Variation)로 언급됨 측정기 고유 변동 또는 측정기 자체의 능력 정해진 측정조건하에서 연속적인 측정으로 부터 얻어지는 우연원인 변동을 의미한다 정규분포 곡선에서 99%확률을 고려한 값 GRR 표준편차의 사용 에 관하여 과거관례적으로 측정오차의 전체 폭을 나타내기 위해 99%폭이 사용되어져 왔고 5.15 승수로 표현되었다(시그마GRR은 99%를 표현 하기 위해 5.15를 곱한다) 99.73%는 6승수에 의해 표현된다 정규분포의 전체 폭을 나타내는 + - 3시그마 즉 6시그마는 99.73%폭을 의미한다. 총 측정변동의 99.73%를 포함하는 폭을 사용하고자 한다면 5.15 대신 6을 사용하면 된다. 29
REPEATABILITY(반복성) - 부품(샘플)내 : 모양, 위치, 표면처리, 가늘어짐, 샘플 일관성 반복성 부족의 원인 - 측정기 내 : 수리, 마모, 고정구 고장 - 표준 내 : 품질, 등급, 마모 - 방법 내 : 셋업 변동, 기술, 영점조정, 받침, 조임, 포인트 밀도 - 측정자 내 : 기술, 위치, 경험부족, 조작기술 또는 훈련, 감정, 피로 - 환경 내 : 온도, 습도, 진동, 조명, 청결 - 가정의 위배 - 측정기 설계 또는 방법의 강건성 부족, 균일성 결여 - 적용에 있어서 잘못된 게이지 선택 - 뒤틀림(게이지 또는 부품), 경도부족
REPRODUCIBILITY (재현성) 동일샘플의 동일특성을 같은 측정구로 여러 평가자로 부터 얻은 측정값 평균의 변동 (산포) 작업자의 Skill 에 영향을 받는 수동 측정기에 한정 재현성 측정자 A 측정자 C 측정자 B
Gage R&R or GRR Gage R&R or GRR은 반복성과 재현성에 의한 변동(산포)의 추정치 이다. 즉, 시스템 군내 및 군간 분산의 합과 동일하다. (시스템내의 분산과 시스템간의 분산의 합) 게이지 변동(R&R) = 반복성 + 재현성 조정된 재현성 = 재현성 - 반복성/자유도
측정기의 정도 (편의, 반복성) 편의와 반복성은 서로 독립이다.
측정시스템 변동(산포) 유형 -정리 시간 1 시간 2 ④ ① 기준 값 (참 값) 측정자 A ② 측정자 B 시료평균 ③ 시료평균 1. 안정성(Stability) 2, 편의(Bias) 3, 재현성(Rproducibility) 4, 반복성(Repeatability) 5, 선형성(Linerity) 시료평균 ③ 시료평균 기준 값 (참 값) Large Bias Small ⑤
3. 측정시스템 평가절차 Facilitator says These seven topic areas will be the focus during this course: The course must begin with some basic definitions and history. There will be discussion on ways to measure, interpret, and control variation. Participants will construct and use the various tools in the Quality Control “Toolbox”. Since processes are subject to change, the need to track their behavior through time will be emphasized. Time will be spent making and interpreting control charts. Participants will practice evaluating processes. Participants will learn that knowing how “good” measurement systems are is vital before making judgements based upon the measurements taken.
측정시스템 평가 단계 1단계 : 올바른 변수가 적절한 특성 위치에서 측정되고 있음을 입증하기 위한 평가 고정상태나 조임 상태도 입증(해당 시) 환경적 요인들이 측정시스템에 영향을 주는지 파악 2단계 : 측정시스템이 적절한 통계적 특성을 계속 유지하는지 평가 일반적인 2단계 평가의 한 형태 : 게이지 R&R 평가절차 문서화 요소 측정항목의 SPEC' 및 시험절차가 적용될 환경 데이터의 수집, 기록, 분석의 규정된 방법 핵심용어 및 개념의 운영상의 정의 표준기(standards) 저장, 유지, 사용에 대한 설명 (적용 시) 평가시기, 평가에 대한 조직상의 책임, 평가결과에 대한 조치의 책임 35
측정시스템 평가 단계 ▶ 측정시스템 분석 순서 측정 파라미터 선정 평가 계획 수립 계측 실시 측정시스템 개선 NO 계측기의 Bias 및 안정성? 측정시스템 개선을 위한 조치 - 새 계측기 구입 내지 제작 - 계측기 보전 - 측정자 교육 등 O.K NO 계측기의 반복성과 재현성? O.K 측정시스템 분석 완료
평가 계획 및 실행시 고려사항 접근법 계획 : 측정 및 Gauging의 공학적 연구 (GD&T 등) 측정인원, 샘플 수, 반복 측정수 결정 평가자의 교육 전 측정 범위를 대표하는 공정내 샘플 채취 측정장비의 해상도는 예상되는 변화에 적어도 1/10정도 이어야 함 샘플채취 주기 및 측정 주기 결정 측정방법이 특성치를 측정하고 정의된 측정절차를 준수함을 보장 측정치의 산포의 랜덤성을 보장하기 위해 무작위 측정 실시
4. 계량형 측정시스템 평가 Facilitator says These seven topic areas will be the focus during this course: The course must begin with some basic definitions and history. There will be discussion on ways to measure, interpret, and control variation. Participants will construct and use the various tools in the Quality Control “Toolbox”. Since processes are subject to change, the need to track their behavior through time will be emphasized. Time will be spent making and interpreting control charts. Participants will practice evaluating processes. Participants will learn that knowing how “good” measurement systems are is vital before making judgements based upon the measurements taken.
부품 변동(산포)의 구성 총변동 부품간에 발생하는 변동 측정오차로 인한 변동 군내 변동 군간 변동 측정자 변동 계측기 변동 (Reproducibility) 계측기 변동 정확성 반복성 안정성 선형성
변동 유형별 측정시스템 평가방법 ① 안정성(Stability) 평가 ② 편의(Bias) 평가 ③ 선형성 평가 독립 샘플 방법(Independent Sample Method) 차트 방법(Chart Method) ③ 선형성 평가 ④ 반복성 및 재현성(R&R) 평가 평가방법 범위 방법(Range Method) 평균 및 범위 방법(Average & Range Method) ANOVA 방법 결과분석 방법 Graphical 방법 수리적 방법
④ 반복성 및 재현성(R&R) 평가 요구사항: 변동 조사 통계적 안정성 생산제품 중 샘플 채취(몇 일 동안 샘플을 채취하는 것이 가장 좋음) “호돈 효과” 제거 (Blind test) 알려진 편의 및 경향을 가진 게이지 사용 (편의 작을수록 좋음) 더 높은 “정밀도”를 가진 게이지 사용 반복성 & 재현성은 분리될 수 없음 총 오차는 두 변동근원을 포함하고 있음 정보 및 분석을 위해 두 변동근원을 분리해야 함 반복성 재현성 총 오차
Ⅱ. Average & Range Method (범위 및 평균 방법) 분석 방법 : 수리적 분석(NAUMERICAL ANALYSIS) 반복성 > 재현성 게이지의 정비가 필요 더 정밀한 게이지가 필요 측정을 위한 클램프 또는 위치가 개선이 필요 부품간 변동이 과다 반복성 < 재현성 평가자가 계기를 사용 및 읽는 방법에 대해 많은 교육 필요 게이지 눈금에 대한 교정 부정확 평가자 산포를 줄이기 위한 전용 FIXTURE 검토 필요 평균범위법 은 측정시스템의 반복성 및 재현성에 대한 추정값을 제공하는 접근방법으로 측정시스템의 변동을 반복성 및 재현성의 두 요소로 분리할 수 있도록 해주나 두 요소의 교호작용은 따로 분리하지 못함.
Ⅱ. Average & Range Method - Data 표
Ⅱ. Average & Range Method - Data 분석
R&R 결과 해석 및 조치 게이지 반복성 및 재현성(%R&R)의 수용지침 측정시스템 개선조치(기준 미달 시) 10% 오차 이하 ; 측정시스템은 수용 가능 10% 에서 30% 오차 ; 게이지, 비용, 수리 비용, 적용의 중요성에 따라 수용 30% 오차 ; 측정 시스템 개선 필요 부품내 산포를 포함하여 측정시스템 산포 계량화 측정시스템 개선조치(기준 미달 시) 1) 측정기기의 개선 2) 제품의 개선 3) 제품 SPEC'에 근접한 제품의 전수선별 4) 필요시 특채 5) 측정자 교육
측정시스템 능력판단 지표 공차 기여율 (Tolerance) 총변동 기여율 (Total Variation) 판별력 구 분 공차 기여율 (Tolerance) 총변동 기여율 (Total Variation) 판별력 (Discrimination) 측정시스템 변동 VS 공차범위(Tolerance) 측정시스템 변동 VS 공정 총 변동 구분된 범주의 수 측정시스템 채택 < 10% < 10% > 5 중요성과 비용에 좌우됨 10% ~ 30% 10% ~ 30% 2~4 (반복3회 미만) 측정시스템 거부 > 30% > 30% < 2
R&R 연습 - Data 표 우측의 측정 DATA표를 작성하시오. 단, D4는 2.58
R&R 연습 - 분석시트 단, %R&R 분석시 공정Variation과 Tolerance 둘 다 구하시오. K1=1/D2
5. 계수형 측정 시스템 평가
계수형 측정 시스템 평가 계수형 측정시템 은 측정값이 유한개의 범주들 중의 하나인 측정시스템 분류 임 이 시스템의 가장 일반적인 것은 두 개의 가능한 결과 만을 갖는 GO/NOGO gage 임 이 계수형 게이지는 부품이 얼마나 좋거나 나쁜지를 나타낼 수 없고 단지 그 부품이 수용될 것인가 기각 될 것인가 만을 나타낸다.
계수형 게이지의 성능 Ideal Gage Real Gage 합격확률 LSL USL LSL USL 100% 75% 50% 25% 오차가 없는 측정에 대한 이상적인 게이지성능곡선 (GPC : Gage Performance Curve) 편의=0.00 GRR범위 = 0.00 측정부품의 기준값 Ideal Gage Real Gage
계수형 게이지의 평가 방법 GO/NO-GO 게이지 단순 평가 법 위험 평가방법 (Risk Analysis Methods) 전 공정 범위를 대표할 수 있는 부품 20개 샘플링 2명의 평가자 를 선정 각 평가자가 20개의 각 부품 을 2번 검사 20개 모든 부품에 대해 4개(2X2)의 평가결과가 모두 동일해야 합격 위험 평가방법 (Risk Analysis Methods) 가설검정 분석방법 (Hypothesis Test Analyses – Cross Tab Methods) 신호검출 이론 (Signal Detection Theory) 분석적 방법 (Analytic Method)
GO/NO-GO 게이지 단순 평가법-예 한 개라도 같은 것이 없으면 불합격 처리함
심화 학습 측정시스템 분석이 중요한 이유는? a. 측정기에 돈을 더 소비했다는 것은 더나은 측정기이기 때문이다. b. %R&R이 20%이상인 측정기는 사용할 수 없기 때문이다. c. 측정기에 대한 의사결정이 품질에 영향을 미칠 수 있기 때문이다. d. 측정기의 산포(변동)을 제거할 수 있는 프로세스이기 때문이다. 2. R&R 결과 값이 크다면 이것이 의미하는 바는 ? a. 관측된 공정변동을 실제 변동보다 크게 나타낸다. b. 관측된 공정평균을 실제 평균보다 크게 나타낸다. c. 관측된 공정평균을 실제 평균보다 낮게 나타낸다. d. 관측된 공정변동을 실제 변동보다 낮게 나타낸다. 3. 측정시스템 평가 결과는 종종 다음 중 어느 것에 영향을 받을 수 있는가? a. 온도 b. 습도 c. 먼지 d. 위 사항 모두 4. GRR시 가장 합리적인 부품 및 평가자의 수는? a. 부품 5개 및 평가자 5명 b. 부품 3개 및 평가자 10명 c. 부품 10개 및 평가자 3명 d. 부품 및 게이지를 바탕으로 APQP 및 게이지 조기 소싱 동안 결정된다 Answer C A D 5. Gage의 재현성(Reproducibility)이란 무엇인가? a. 평가자 간의 편차 b. 게이지의 재현 능력 c. 알려지지 않았으며, 알 수 없음 d. 한명의 평가자가 동일 부품을 여러 번 평가한 결과
심화 학습 6. PV = 1.3이고 GRR = 0.3일때 ndc는? a. 4 b. 6.11 c.6 d. 알 수 없음 7. 게이지 반복성이란 무엇인가? a. 동일 게이지의 반복 사용 b. 동일부품을 여러 번 측정할 때 측정시스템 내의 변동으로 규정된 수준 (때로는 EV라고 함) c. 동일 측정장치를 여러 번 사용 d. 동일 게이지를 다시 사용할 수 있는 능력 8. 측정 시스템 수명 주기에서 중요한 요소는? a. 측정전략 개발 b. 게이지 소싱 c. 측정시스템 검증 d. 위 사항 모두 9. GRR이란? a. 측정과정에서 발생하는 모든 변동(Variation)을 정의한다. b. 협력업체가 제공하도록 고객이 요구하는 유일한 값이다. c. 게이지 반복성 및 재현성의 약어이다. d. 위 사항들 모두 Answer 6. C 7. B 8. D 9. C 10. B 10. 측정 편의(Bias)란 무엇인가? a. 평균과 기준값(Reference Value) 간의 차이 b. 모집단의 관측평균(Observed Average)과 기준값(Reference Value) 간의 차이 c. 모집단의 변동과 기준값(Reference Value) 간의 차이 d. 답 없음
심화 학습 11. 측정에 대한 위험한 가정 3가지를 쓰시오 12. 어떤 조건들이 측정에 영향을 미치는가? 13. 측정기의 정확도와 안정성 간의 차이는 무엇인가? 1.측정결과는 항상 옳다, 측정장비는 시간의 흐름 및 측정범위에 따라 변동을 가지진 않는다, 비싼 측정기가 좋다, 측정장비는 사람에 의한 영향을 받지 않는다, 환경조건은 측정 품질에 영향을 미치지 않는다, 측정장비의 해상도는 중요하지 않다 2. 측정지식, 숙련, 측정 작업자의 특성, 부품의 특성, 측정환경(온도, 자기장, 평행도, 먼지 등) 3. 안정성은 시간에 따른 측정기의 정확성이다. 정확도는 동일 측정기에 의한 동일 특성의 측정평균 간의 차이, 즉 참값과 측정평균 간의 차이를 의미한다 4. 장기간 사용, 부주의한 취급, 과도한 사용, 사용에 의한 측정기 가온, 압력계 변화 5. 안정성, 선형성 14. 측정기의 안정성 문제를 야기할 수 있는 것은 무엇인가? 15. 시간에 따른 게이지의 정확도(편의)는 ________________ 이다; 측정기의 측정구간별 정확도의 차이를 ___________________라 한다.
6. 모범 사례 Facilitator says These seven topic areas will be the focus during this course: The course must begin with some basic definitions and history. There will be discussion on ways to measure, interpret, and control variation. Participants will construct and use the various tools in the Quality Control “Toolbox”. Since processes are subject to change, the need to track their behavior through time will be emphasized. Time will be spent making and interpreting control charts. Participants will practice evaluating processes. Participants will learn that knowing how “good” measurement systems are is vital before making judgements based upon the measurements taken.
측정시스템 평가 프로세스
측정시스템 연구를 위한 준비 표본들은 공정에서 채취한다 --- 전체생산 운영 범위를 대표 해야 함. 표본들은 하루에 하나의 표본을 여러 날에 걸쳐 취함으로써 부품분석에서 공정에서의 생산변동 범위를 대표한다. 3. 각 부품은 여러 차례 측정됨으로 구별을 위해 번호를 부여한다. 4. 측정기는 적어도 특성의 기대 공정변동의 1/10 까지 직접 읽을 수 있는 판별력이 있어야 한다. (예 : 특성변동이 0.001이라고 하면 측정장비는 0.0001의 변동을 읽을 수 있어야 한다) 측정자의 수, 표본부품의 수, 반복측정횟수 들을 미리 결정한다. 측정자 들은 측정기를 운영하여 정규작업자들로 선정한다. 측정은 랜덤 한 순서로 실시 – 지식에 의한 편의를 제거 하기 위해 측정자 들은 어떤 번호의 부품을 측정하는지 몰라야 한다. 아날로그 측정기는 최소눈금 또는 민감도 및 분해능력은 한계치의 ½ 에 맞추어 기록 되어야 한다. (예: 아날로그 측정기의 최소눈금이 0.01” 이면 측정값은 0.005” 까지 기록되어야 한다) 측정시스템의 최종적인 수용은 한번의 지표들에 맞추어서는 않 되며 시간을 두고 도표분석을 통해 검토 되어야 한다.
SPC Statistical Process Control 7. GRR 실습
실습 설명 각 교육생 5명씩 팀을 구성한다. 3명을 평가자(검사자)로 선정하고, 1명은 측정 Data 기록자 1명은 검사 운영자를 정한다. 3. 검사운영자는 10개의 부품을 평가자가 알 수 없도록 번호를 부여하여 30회 (10개 부품 X 3회 반복)를 랜덤하게 측정하도록 검사순서를 관리한다. Data 기록자는 검사운영자가 불러주는 Data를 평가자 모르게 데이터 표에 기록한다. 5. Data 표 작성이 완료된 후, GRR 분석을 수행하고 측정시스템을 판정 한다.
R&R 실습 - Data 표 2회 측정 인 경우 D4=3.27 3회 측정 인 경우 D4=2.58
R&R 실습 - 분석시트1
R&R 실습 - 분석시트2
SPC Statistical Process Control
SPC 운영 체계 1.핵심특성 파악을위한 데이타의 수집 2.핵심특성 선정 3.중요공정 결정 4.핵심특성 및 관리 방법의 문서화 6.핵심특성이 통계적 관리 상태인가? 8.이상원인에 의한 산포의 요인이 파악되었는가? 아니오 5.측정 및 관리도작성 예 9.산포의 이상 원인 제거 예 아니오 10.측정 시스템 분석이 실시 되었는가? 7.핵심특성 의 공정능력은 충분한가? 16.공정정보 관리 아니오 11.측정시스템 분석 실시 아니오 예 12.측정시스템 에 시정조치가 취해 졌는가? 13.공정 산포의 잠재원인 파악 예 아니오 14.공정변동 요인과 핵심특성의상관관계 분석 15.중요공정 변수에 대한 관리방법 수립
SPC 운영 체계 SPC 운영시 주요 고려사항 개선의 실행을 전제로한 자료 수집 및 통계적 기법 사용 제품관리가 아닌 공정관리 사전 고려사항 적용시 고려사항 개선의 실행을 전제로한 자료 수집 및 통계적 기법 사용 제품관리가 아닌 공정관리 실제공정과 연계하여 이론 적용 측정시스템 관리 공정의 충분한 이해 공정을 가장잘 대표하는 적절한 대용특성 선정 데이타 수집 방법 및 크기 특성과 관리방법에 부합하는 통계적 기법 선정 및 활용 가능성 검토 측정시스템 정도 보장 SPC 운영 체계 명확화(문서화) SPC 결과 공정에 F/BACK 지속적 적용에 대한 모니터링 및 성과측정 변경사항 품질문서 반영
부록 표준정규 분포 테이블
표준 정규 분포 테이블
수고하셨습니다!