Download presentation
1
소성가공학 Plastic Fabrication 강릉대학교 금속공학과 정 효 태

2
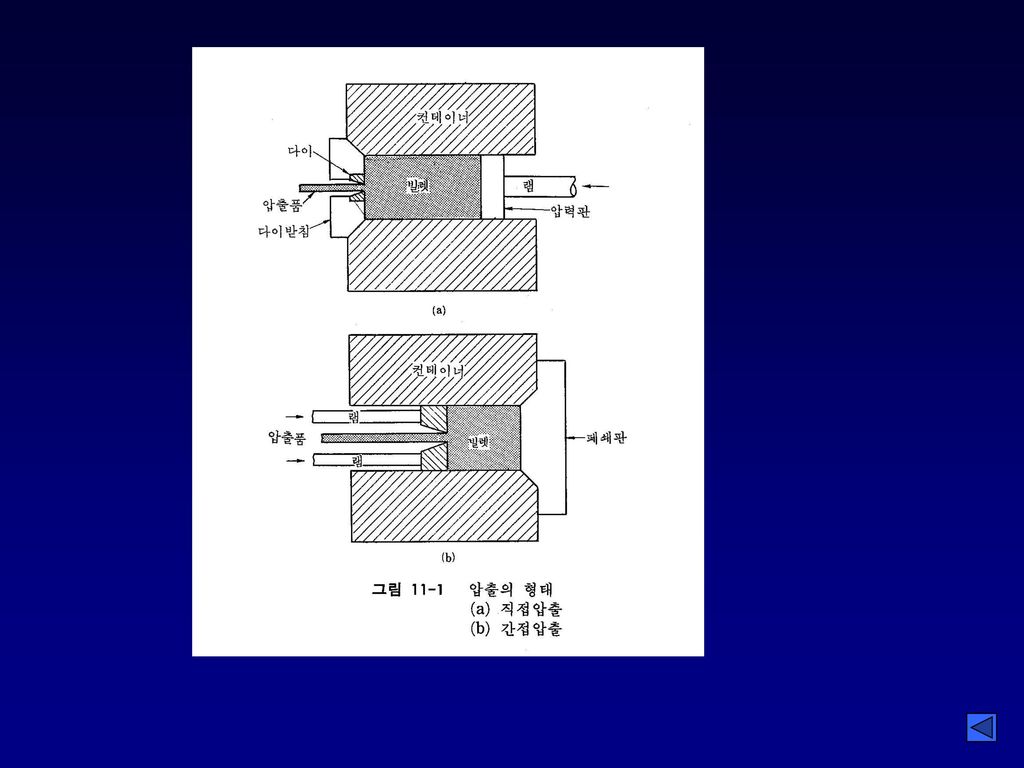
1장 서 론 금속제품의 제조법 (원하는 형태로 만드는 방법) 소성가공법의 분류 주조법: 용융금속을 주형에 부어 응고
소성가공법: 고체금속에 외력을 가하여 소성변형 제조 + 물리적 성질의 향상 기계가공법: 재료의 일부를 제거 용접법: 금속조각을 용융접합 분말야금법: 금속분말을 성형, 소결 소성가공법의 분류 직접 압축형 가공법 - 단조, 압연, 스웨이징, 천공,압출 , 엠보싱, 코이닝 등 간접 압축형 가공법 - 드로오잉, 디프 드로오잉 인장형 가공법 - 신장성형 굽힘

3
소성가공법의 분류 1차 가공법 - 잉곳, 빌렛 -> 판, 봉 등의 표준제품
2차 가공법 - 1차 가공제품 -> 최종모양 열간가공 : 변형 + 재결정(온도, 변형속도) 가공경화, 결정립 조직이 재결정되며, 온도증가에 따라 유동응력 감소 냉간가공 : 재결정 없이 변형 열간가공은 냉간가공보다 변형에 필요한 에너지가 훨씬 작으며, 파괴없이 가공할 수 있는 총 변형량이 훨씬 크다. 냉간가공시는 큰 변형을 위해 중간 어닐링을 한다
 가공경화, 결정립 조직이 재결정되며, 온도증가에 따라 유동응력 감소. 냉간가공 : 재결정 없이 변형. 열간가공은 냉간가공보다 변형에 필요한 에너지가 훨씬 작으며, 파괴없이 가공할 수 있는 총 변형량이 훨씬 크다. 냉간가공시는 큰 변형을 위해 중간 어닐링을 한다.")
4
가공법 압연 신선, 인발 단조 압출 전단 디이프드로잉

5
수업 내용 탄성거동 (2장) 소성거동 (3장) 마찰, 마멸, 윤활 (4장) 균질변형 - 이상일 및 슬래브 해석법 (5장)
금속유동을 이용한 가공힘의 계산 (6장) 슬립선장 해석법 (7장) 잔류응력, 가공온도, 금속유동모양 (8장) 단조, 압연, 압출, 봉드로잉 및 신선, 이음매 없는 관의 제조, 판금 성형 (9장 ~ 14장)
 슬립선장 해석법 (7장) 잔류응력, 가공온도, 금속유동모양 (8장) 단조, 압연, 압출, 봉드로잉 및 신선, 이음매 없는 관의 제조, 판금 성형 (9장 ~ 14장)")
6
이때 Wh / Wt = 를 변형효율 또는 가공효율이라 한다.
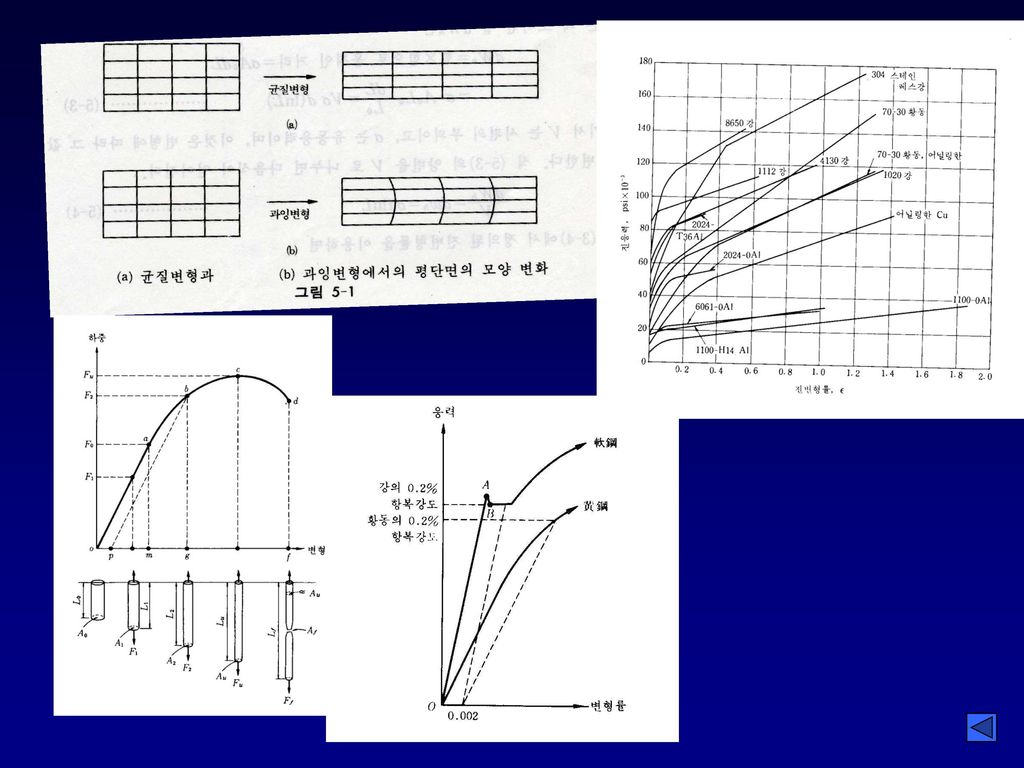
5장 균질변형 및 힘의 평형을 이용한 가공힘 계산 (이상일 및 슬래브 해석법) 5-1 소성가공에 필요한 일 이상일 - 균질변형에 의해 외부일은 재료의 변형에만 소비됨. 변형 전후의 평단면이 일정하게 유지된다. 마찰일 - 금형면과 재료사이의 마찰에 의한 일 과잉일 - 재료가 균질변형되지 못하고 소성역에서 내부 전단변형되므로 하게 되는 초과분의 일 단위부피의 금속을 실제가공하는 경우 필요한 총일 Wt 는 Wt = Wh Wf Wr 단위부피당 이상일 단위부피당 마찰일 단위부피당 과잉일 homogeneous work friction work redundant work 이때 Wh / Wt = 를 변형효율 또는 가공효율이라 한다. : 압연 75~95%, 신선 50~75%, 압출 30~60%
 5-1 소성가공에 필요한 일. 이상일 - 균질변형에 의해 외부일은 재료의 변형에만 소비됨. 변형 전후의 평단면이 일정하게 유지된다. 마찰일 - 금형면과 재료사이의 마찰에 의한 일. 과잉일 - 재료가 균질변형되지 못하고 소성역에서. 내부 전단변형되므로 하게 되는 초과분의 일. 단위부피의 금속을 실제가공하는 경우 필요한 총일 Wt 는. Wt = Wh + Wf + Wr. 단위부피당 이상일 단위부피당 마찰일 단위부피당 과잉일. homogeneous work friction work redundant work. 이때 Wh / Wt = 를 변형효율 또는 가공효율이라 한다. : 압연 75~95%, 신선 50~75%, 압출 30~60%")
8
5-2 균질변형에 필요한 일(理想일, ideal work)
균질변형은 인장시험 할 때 균일변형 동안에 얻어진다. 단면적 A, 길이 L 인 봉재를 dL만큼 인장시키는데 소비한 일 dWh는 dWh = AdL = A L dL/L = V d(ln L) here, d(lnL)/dL = 1 / L dWh/ V = dwh = d(ln L) Here, = ln (L/L0) 이므로 d =d(ln L)=-d(ln A), V=L A dwh = d 단위부피당 이상일 wh 는 이 값은 유동곡선에서 곡선아래 0 ~ f 구간의 면적에 해당한다. 만일 유동응력이 일정하다면 (완전소성체 또는 강소성체)
 here, d(lnL)/dL = 1 / L. dWh/ V = dwh = d(ln L) Here, = ln (L/L0) 이므로 d =d(ln L)=-d(ln A), V=L A. dwh = d 단위부피당 이상일 wh 는. 이 값은 유동곡선에서 곡선아래 0 ~ f 구간의 면적에 해당한다. 만일 유동응력이 일정하다면. (완전소성체 또는 강소성체)")
9
5-2 균질변형에 필요한 일(理想일, ideal work)
예제 5-1) 유동곡선 = Kn , 만큼 변형 시키는데 필요한 일wh = ? 예제 5-2) 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 단위부피당 일은 얼마인가?
 유동곡선 = Kn , 만큼 변형 시키는데 필요한 일wh = 예제 5-2) 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 단위부피당 일은 얼마인가")
10
5-2 균질변형에 필요한 일(理想일, ideal work)
평균유동응력

11
5-3 신선응력과 압축압력 변형전후의 단면적을 A0 , Af 라 하고 변형전후의 길이를 L0 , Lf 라 하면
신선시 하여진 총일 Wt 는 Wt = Fd Lf 단위 부피당 하여진 일 wt 는 압축시 하여진 총일 Wt 는 Wt = Fe L0

12
5-3 신선응력과 압축압력 이상적인 변형에서 단위부피당 총 신선일은 신선응력 d 와 같고 단위부피당 압출일은 압출압력 Pe 와 같다. 이상적인 변형에서는 wt = wh 가 되나 실제변형의 경우는 wt wh 이므로 wt = d d = wh wt = Pe d = wh 理想일 방법에서는 가공에서의 하계일, 하계응력, 하계압력이 얻어진다. 예제 5-3) 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 드로잉 응력은 얼마인가? (이상변형이라 가정하라) d = wt = wh =41.79 MPa
 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 드로잉 응력은 얼마인가 (이상변형이라 가정하라) d = wt = wh =41.79 MPa.")
13
5-3 신선응력과 압축압력 예제 5-3) 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 드로잉 응력은 얼마인가? (이상변형이라 가정하라) d = wt = wh =41.79 MPa 실제변형에서는 이므로 가공효율에 따라 다음과 같이 쓸 수 있다. , 또는 평균응력을 사용하면
 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 인장시키는데 필요한 드로잉 응력은 얼마인가 (이상변형이라 가정하라) d = wt = wh =41.79 MPa. 실제변형에서는 이므로 가공효율에 따라 다음과 같이 쓸 수 있다. , 또는 평균응력을 사용하면.")
14
5-3 신선응력과 압축압력 예제 5-4) 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 압출한다. 이때 =70% 인 경우 압출압력 Pe 와 평균유동응력을 구하라 d = wh =41.79 MPa
 저탄소강의 유동곡선이 = 530 0.26 (Mpa)로 표현된다. 지름 13mm인 저탄소강 봉을 지름 12mm가 되도록 압출한다. 이때 =70% 인 경우 압출압력 Pe 와 평균유동응력을 구하라 d = wh =41.79 MPa.")
15
5-4 최대 신선 단면 감소율 신선응력 d 가 재료의 유동응력보다 크다면 신선이 불가능하다.
이 때 재료의 유동응력은 신선이 정상상태에 도달하면 신선다이 출구쪽 유동응력 exit 는 재료의 인장강도와 같다. 왜냐하면 다이안에서 가공경화가 되기 때문이다. (신선 시작단계는 여기서 고려하지 않는다.) 지수법칙 가공경화 ( = Kn )의 경우
 지수법칙 가공경화 ( = Kn )의 경우.")
16
5-4 최대 신선 단면 감소율 신선을 시작하는 경우 부식 /기계가공: exit 는 가공경화되기 전 강도
max 는 감소한다. 회전스웨이징: exit 는 가공경화된 강도 max 는 정상상태와 유사하다. 5-4 최대 신선 단면 감소율 참고 단면감소율 최대신선단면감소율은 실제 신선시 단면감소율은 한게치보다 훨씬 작다

17
5-5 평면변형압축 슬래브 해석법: 미소두께의 슬래브에 작용하는 힘의 평형을 이용하여 미분방정식을 구한다. 여기에 적절한 경계조건을 사용 적분함으로써 해를 구한다. 기본 가정: 1) 부하방향과 이에 수직인 방향이 주응력방향이고 주응력은 주응력면에서 변하지 않는다. 2) 계면마찰효과는 힘의 평형에서 고려되나 금속내부전단 또는 주응력 방향과는 무관하다. 3) 균질변형을 가정한다.
 계면마찰효과는 힘의 평형에서 고려되나 금속내부전단 또는 주응력 방향과는 무관하다. 3) 균질변형을 가정한다.")
18
5-5 평면변형압축 I 는 주응력으로 면 전체에서 일정하다고 가정한다. x1 축방향 힘의 평형은
x1 , x3 축을 주응력축으로 가정 P와 I 의 관계식을 얻기 위해 평면변형의 경우 항복조건(Tresca)을 사용한다. P>0 인 값, k는 전단항복응력 양변을 미분하면 이 관계식을 힘의 평형식에 대입하면
을 사용한다. P>0 인 값, k는 전단항복응력. 양변을 미분하면. 이 관계식을 힘의 평형식에 대입하면. ")
19
5-5 평면변형압축 이식을 적분하면 여기서 공식의 단순화를 위하여 C1=lnC 상수C값은 x1 =a에서 I =0인
경계조건에서 P=2k 이므로

20
5-5 평면변형압축 x1 =0 인 중심부에서 2k exp (2a / h) 로 P최대 x1 =a 인 가장자리에서 2k로 P최소
마찰언덕이라 한다.

21
5-5 평면변형압축 P = 2k - I 이므로 I = 2k – P
위의 식들에서 2(a- x1 )/h 값은 1보다 작은 것이 보통이다. 그러므로 의 관계를 이용하여, 2차항부터 무시하면
/h 값은 1보다 작은 것이 보통이다. 그러므로. 의 관계를 이용하여, 2차항부터 무시하면.")
22
5-5 평면변형압축 평균압력 P 과제> 과 의 값을
과제> 과 의 값을 =0.3, a=1, h=3, k=400MPa 일 때 x1 =0~1까지 그래프를 그려서 비교하라 또한, a=3, h=1 일 때 때 x1 =0~3 까지의 경우도 비교하라. 비교를 통하여 우측 간편식의 유효성을 논의하라

23
5-5 평면변형압축 평균압력 P는 를 사용하여 구하면 이상의 식의 유도에서 마찰계수 에는 상한값이 있음을 알 수 있다.
금형과 재료사이에 부착마찰이 일어나지 않기 위해서는 Pk (전단항복강도) 이어야 하고 P2K이므로 k/P 이므로 0.5 이어야 한다.
 이어야 하고 P2K이므로 k/P 이므로 0.5 이어야 한다.")
24
5-5 평면변형압축

25
5-5 평면변형압축 부착마찰의 경우는 P=k 이므로 힘의 평형식이 에서 이 되며, 이를 적분하면

26
5-5 평면변형압축 부착마찰의 경우 평균압력은 예제 5-5) 전단항복강도, k=105MPa, 폭 0.2m, 높이 0.03m 인 시편을 평면변형 하여 소성변형이 시작할 때 최대압력과 평균압력은 얼마인가? (단 =0.1) 예제 5-6) 위의 예제에서 부착마찰이 성립한다면? 풀이는 다음 쪽에…
 위의 예제에서 부착마찰이 성립한다면 풀이는 다음 쪽에…")
27
예제 5-5) 전단항복강도, k=105MPa, 폭 0.2m, 높이 0.03m 인 시편을 평면변형 하여 소성변형이 시작할 때 최대압력과 평균압력은 얼마인가? (단 =0.1)
x1 =0에서 최대압력이므로 예제 5-6) 위의 예제에서 부착마찰이 성립한다면?
 위의 예제에서 부착마찰이 성립한다면")
28
예제 5-6) 위의 예제에서 부착마찰이 성립한다면?
x1 =0에서 최대압력이므로

29
5-6 경계마찰계수 금형과 접촉하고 있는 재료를 일정한 전단강도 를 가진 재료로 볼 수 있다. 이 때
인 m을 경계 마찰계수라고 하며 m=0(완전 미끄러짐), m=1(부착)까지 변한다. 경계마찰계수 m은 수직응력 성분과는 무관하다. 만일 대신에 m을 사용하여 평면변형 압축을 분석하면 P 대신에 를 대입하고 간단히 하면
, m=1(부착)까지 변한다. 경계마찰계수 m은 수직응력 성분과는 무관하다. 만일 대신에 m을 사용하여 평면변형 압축을 분석하면 P 대신에. 를 대입하고 간단히 하면.")
30
x1 축방향 힘의 평형은 x1 , x3 축을 주응력축으로 가정 P와 I 의 관계식을 얻기 위해 평면변형의 경우 항복조건(Tresca)을 사용한다. P>0 인 값, k는 전단항복응력 변을 미분하면 이 관계식을 힘의 평형식에 대입하면 상수C값은 x1 =a에서 I =0인 경계조건에서 P=2k 이므로

31
5-6 경계마찰계수 경계마찰계수 m의 측정법 바깥지름: 안지름: 두께의 비율이 6:3:1인 링의 압축시험으로 결정
m이 작으면 안지름이 증가, m이 크면 안지름 감소 그림 5-9 바깥지름:안지름:두께=6:3:1인 링의 압축시험에서의 안지름의 감소 , m, 높이의 감소간의 관계곡선

32
5-7 축대칭 압축

33
5-7 축대칭 압축 오른쪽 그림에서 요소 dr, d, h에 작용하는 반지름 방향의 힘의 평형을 고려하면

34
5-7 축대칭 압축 원판의 축대칭 유동을 고려하면 r축 방향 변형은 변형전 길이 r, 변형후 길이 r+dr
축 방향 변형전 길이 rd, 변형후 길이 (r+dr) d Levy-Mises 식에 의해서 r = , =P이므로
 d Levy-Mises 식에 의해서 r = , =P이므로.")
35
5-7 축대칭 압축 r 과 P의 관계식을 얻기 위해 von Mises항복조건을 도입하고
여기서 r , , z 을 주응력이라 하면 r = , z = -P

36
5-7 축대칭 압축 여기서 공식의 단순화를 위하여 C1=lnC 상수C값은 r =a에서 r =0인
경계조건에서 P= 0 이므로

37
5-7 축대칭 압축 r =0 인 중심부에서 P=0 exp (2a / h) 로 P최대
r =a 인 가장자리에서 0 로 P최소이며 P 0 임 항상 r <0 이며, r=0에서 절대값이 최대 , r=a에서 0이 된다. 평균변형압력은

38
5-7 축대칭 압축 평균변형압력은

39
5-7 축대칭 압축 이와 같은 P의 압력분포를 마찰언덕이라 한다.

40
5-7 축대칭 압축 부착마찰의 경우는 =k이므로 상수C값은 r =a에서 r =0인 경계조건에서 P= 0 이므로

41
5-7 축대칭 압축 대신에 =mk를 이용하면 오른쪽 식이 되며, 부착마찰의 경우는 m=1이므로 앞에서 유도한
부착마찰의 경우와 같아진다.

42
5-7 축대칭 압축 예제 5-7) 지름 10cm 높이 2cm인 원판을 압축시켜 소성변형시키는데 필요한 힘 F를 계산하라. 단 원판의 인장강도는 350 Mpa이다 (부착마찰임)
 지름 10cm 높이 2cm인 원판을 압축시켜 소성변형시키는데 필요한 힘 F를 계산하라. 단 원판의 인장강도는 350 Mpa이다 (부착마찰임)")
43
5-7 축대칭 압축 실제의 압력측정시 압력분포는 아래의 그림과 같다. 중심부로 갈수록 압력은 상승하지만 증가속도는 중심부로 갈수록 둔화된다. 이는 계산결과와 반대이다. 왜냐하면 압축초기에 가장자리의 윤활유가 빠져나감으로써 윤활제가 내부에 갇히게 되고 마찰전단응력이 내부에서 더 작게 된다. 또한 압축이 진행됨에 따라 시편의 옆면부위가 압축면으로 겹쳐들어가게 되어 마찰효과를 높이다.

44
5-8 마찰존재시의 신선 x 1 방향 힘의 평형을 고려하면 윗식을 전개하고
고차미분항 (dD2 , dDdI , dD2dI ) 을 무시하면
 을 무시하면.")
45
5-8 마찰존재시의 신선 4/D 를 곱하면 그림에서 대입하면

46
5-8 마찰존재시의 신선 /tan = B라고 하면 이 식을 적분하기 위해서는 P와 I 와의 관계가 얻어져야
하므로, x1 축 주응력 방향의 주응력 I 이 슬래브내에서 일정하다는 것과 마찬가지로 또 다른 주응력 방향인 반지름뱡향에 대해 r 의 힘의 평형을 고려한다. tan<<1 이므로 r -P

47
5-8 마찰존재시의 신선 tan<<1 이므로 r -P
이 경우 주응력은 I , II = III = r = -P이므로 Von Mises항복조건에서 I - r = I + P = 0 P= 0 - I 단 x 1 방향과 반지름방향을 주응력이라고 가정하는 것은 마찰이 크거나 다이각 가 커지면 틀리게 된다. 이 식을 아래의 식에 대입하면

48
5-8 마찰존재시의 신선 이 식에서 0 , , 는 x 1의 함수가 될 수 있다. 재료의 가공경화 0 의 변화
곡면다이 의 변화, 의 변화 이와 같은 변화가 x 1 에 따라 주어지면 그대로 윗식에 대입한다. 실제 문제는 매우 복잡하므로 근사해를 얻기 위해 다음의 가정을 둔다. 는 접촉면에서 일정하다 가공경화 없다. 있다면 평균유동응력을 사용한다. 다이 반각 는 일정하다.

49
5-8 마찰존재시의 신선 윗식을 적분할 때 후방인장 b 를 고려하면
경계조건(B.C.)으로 D=D 0 에서 I =b 이다.
으로 D=D 0 에서 I =b 이다.")
50
5-8 마찰존재시의 신선

51
5-8 마찰존재시의 신선 신선응력 d 는 출구에서의 축방향 응력이므로 후방인장이 없으면, b =0이고 균일 변형률이므로

52
5-8 마찰존재시의 신선 평면변형 드로잉 응력도 같은 방법으로 얻을 수 있으며 후방인장이 없을 때의 그 결과는
여기서 k는 전단항복응력, t0 , tf 는 가공 전후의 두께이다. =0 즉, B=0인 경우의 값은 이 결과 이상일의 방법으로 푼 결과와 같다.

53
5-8 마찰존재시의 신선 지금까지의 슬래브 해석결과를 이상일의 방법으로 계산한 것과 비교하면,
슬래브 해석법은 이상일의 결과에다 마찰의 효과를 합한 것이다. 예제 5-8> 지름이 3mm 인 금속선을 다이반각 =12o 인 다이를 통하여 신선하여 10%의 단면감소를 시키는데 필요한 힘을 계산하여라 단 평균항복응력은 420MPa, 평균마찰계수는 0.02이고 과잉변형효과는 무시한다.

54
5-8 마찰존재시의 신선 과제> 마찰이 존재하는 신선에서의 I 와 P를 D감소에 따라 계산하여 그래프로 도시하라
0 =400MPa, =10o, =0.2, Do=5mm 이다. 이 문제를 후방인장이 없는 경우와 있는 경우를 비교하여 후방인장의 효과를 논하라.

55
6장 금속유동을 이용한 가공힘의 계산 (상계해석법)
6-1 서론 상계해(Upper bound solution) – 변형률 적합성 하계해(Lower bound solution) – 항복조건과 힘의 평형을 만족 모양변화무시 5장의 이상일 해법 상계해석법 내부소성변형장 또는 유동장을 가정 (변형장이 모양변화를 설명) 변형장 내부에서 소모된 에너지는 재료강도와 관계된 성질을 이용하여 계산 내부에너지와 외부일이 동일하다는 것에 외부힘을 계산 유동장에 모순이 있는지는 속도도(hodograph)를 그려서 조사할 수 있다. 상계해석법의 가정
 – 변형률 적합성. 하계해(Lower bound solution) – 항복조건과 힘의 평형을 만족. 모양변화무시 5장의 이상일 해법. 상계해석법. 내부소성변형장 또는 유동장을 가정 (변형장이 모양변화를 설명) 변형장 내부에서 소모된 에너지는 재료강도와 관계된 성질을 이용하여 계산. 내부에너지와 외부일이 동일하다는 것에 외부힘을 계산. 유동장에 모순이 있는지는 속도도(hodograph)를 그려서 조사할 수 있다. 상계해석법의 가정.")
56
6-1 서론 상계해석법의 가정 재료는 균질하며 등방성이다. 가공경화와 변형속도가 유동응력에 미치는 영향을 무시한다.
공구와 재료사이 계면은 마찰이 없거나 일정한 전단응력조건이 성립한다. 소성유동은 2차원(평면변형)이고 모든 변형은 특정면에서의 전단변형으로 이루어진다. 이외의 면에서 변형은 없다. 수직으로 교차하지 않는 면에서 전단변형이 일어나면 최대전단응력면이 아니므로 가급적이면 수직으로 교차하는 면으로 이루어진 변형장을 만든다. 이럴수록 참값에 가까운 해가 얻어진다. 여러가지 상계해를 얻는 경우 최소값이 참값에 가깝다.
이고 모든 변형은 특정면에서의 전단변형으로 이루어진다. 이외의 면에서 변형은 없다. 수직으로 교차하지 않는 면에서 전단변형이 일어나면 최대전단응력면이 아니므로 가급적이면 수직으로 교차하는 면으로 이루어진 변형장을 만든다. 이럴수록 참값에 가까운 해가 얻어진다. 여러가지 상계해를 얻는 경우 최소값이 참값에 가깝다.")
57
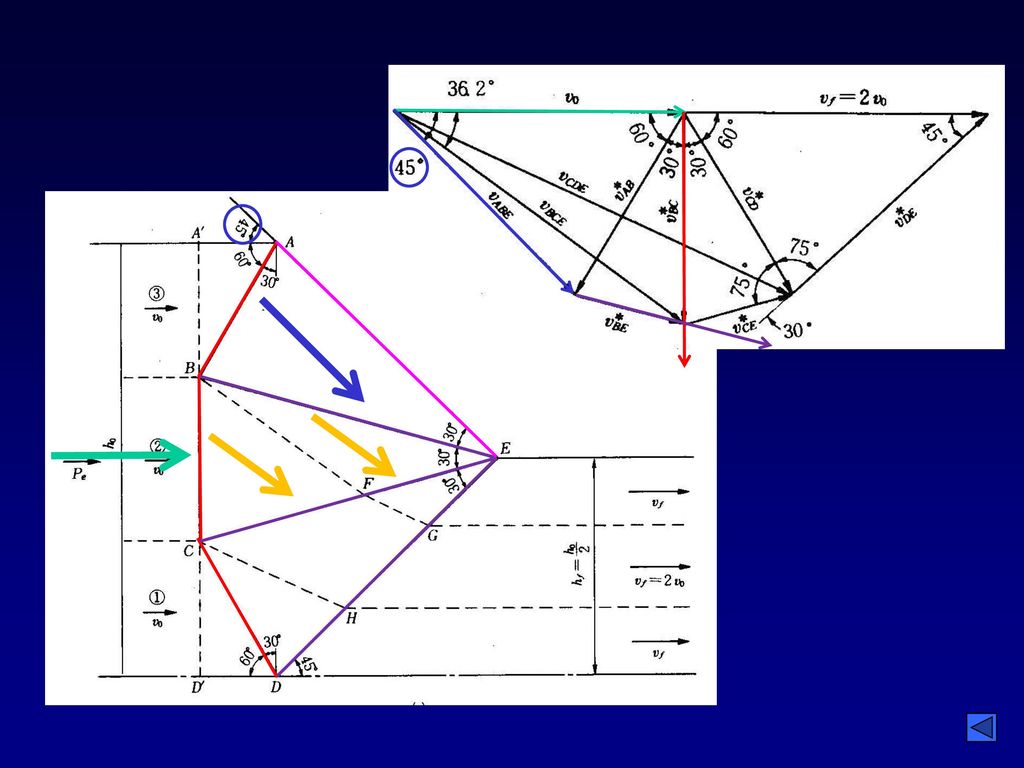
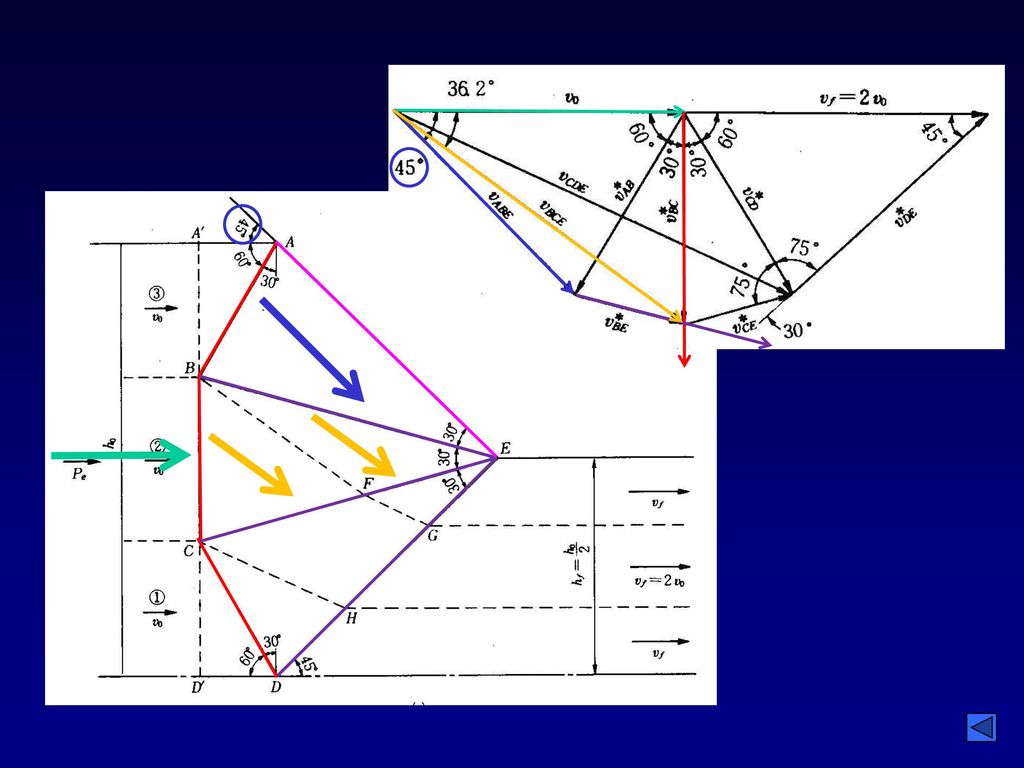
6-2 평면변형압출(단면감소율 50%, 다이각 90o, 1개 변형역)
다이와 재료계면이 무마찰인 경우 재료는 V0 로 다이로 진입 Vf 로 빠져나가며, 소성변형시 체적변화가 없으므로 V0 h0 = Vf hf 이고 hf =0.5 h0 이므로 Vf = 2 V0

58
6-2 평면변형압출(단면감소율 50%, 다이각 90o, 1개 변형역)
다이와 재료계면이 무마찰인 경우 재료는 V0 로 다이로 진입 Vf 로 빠져나가며, 소성변형시 체적변화가 없으므로 V0 h0 = Vf hf 이고 hf =0.5 h0 이므로 Vf = 2 V0 AB와 BC면에서만 전단변형이 일어난다. V0 에서 기하학적인 관계로 VAB* 와 VABC 를 구한다. *는 전단속도임을 표시

59
AB면에서 V0 에서 기하학적인 관계로 VAB* 와 VABC 를 구한다. *는 전단속도임을 표시 파란색 VABC 는 다이벽에 평행해야 하고 전단면은 빨간색으로 AB면에 평행하므로 아래의 속도도에서 빨간선과 파란선이 만나는 점으로 속도가 결정된다. VAB* = V0 VABC = 2 V0

60
BC면에서 기하학적인 관계로 VBC* 와 Vf 를 구한다. *는 전단속도임을 표시 초록색 Vf 는 다이출구에서 수평으로 진행하여야 하고 전단면은 빨간색으로 BC면에 평행하므로 아래의 속도도에서 빨간선과 초록선이 만나는 점으로 속도가 결정된다. VBC* = 2 V0 Vf = 2 V0

61
X1, X2, X3, X4 점의 이동거리는 모두 동일하다. 변형역이 설정되면 재료의 유동모양이 결정된다. 변형역 설정 속도도 결정 각 전단면의 일률 계산

62
면 AB에서의 일률 = 면 AB상의 단위부피당 일 단위시간당 면 AB를 지나는 부피 단위부피당 소성변형일 wAB = 항복전단응력 (k) 전단변형률 (AB) 좌측그림에서 AB=dx2/dx1 wAB = k AB =k dx2/dx1 단위시간당 면 AB를 건너는 부피 = 면적(SAB) 이동속도 (V0) = SAB V0 면 AB에서의 일률
 이동속도 (V0) = SAB V0. 면 AB에서의 일률.")
63
AB면에서의 일률 여기에서 이므로 항복전단힘 전단속도 일반적으로 “임의의 전단면에서 소성일률 wi 는 항복전단힘 (전단항복응력 ki 전단면의 면적 Si )과 전단속도 (Vi*)의 곱과 같다” 는 것이 성립한다.
과 전단속도 (Vi*)의 곱과 같다 는 것이 성립한다.")
64
만일 소성변형역에 1개 이상의 전단면이 있다면 총소성일률은 각 전단면에서의 일률을 모두 합한 것과 같다. 즉,
임의의 전단면에서 요소의 전단변형률 는 전단면에 평행한 전단속도 V*와 전단면에 수직으로 접근하는 속도 V의 비와 같다. 그러므로 AB면과 BC면에서 일어나는 전단변형에 대해 내부일률을 계산하면 여기에서 가공경화가 없는 재료이므로 k AB = k BC = k 이고 이므로

65
위와 같이 내부에서 소비된 일률 Win은 외부에서 공급되는 일률 Wex와 같아야 한다.
압출압력 Pe가 작용하면 압출힘은 Pe h0,이고 단위시간당 압출일, 즉, 압축일률은

66
다이와 재료계면이 부착마찰 조건인 경우 V*ABC 가 전단속도가 된다. *는 전단속도임을 표시 여기에서 이므로

67
면 AC의 마찰응력이 mk인 경우 V*ABC 가 전단속도가 되며 이때의 전단강도가 mk 여기에서 이므로

68
면 AB와 면BC에서의 전단변형률은 임의의 전단면에서 요소의 전단변형률 는 전단면에 평행한 전단속도 V*와 전단면에 수직으로 접근하는 속도 V의 비와 같으므로,

69
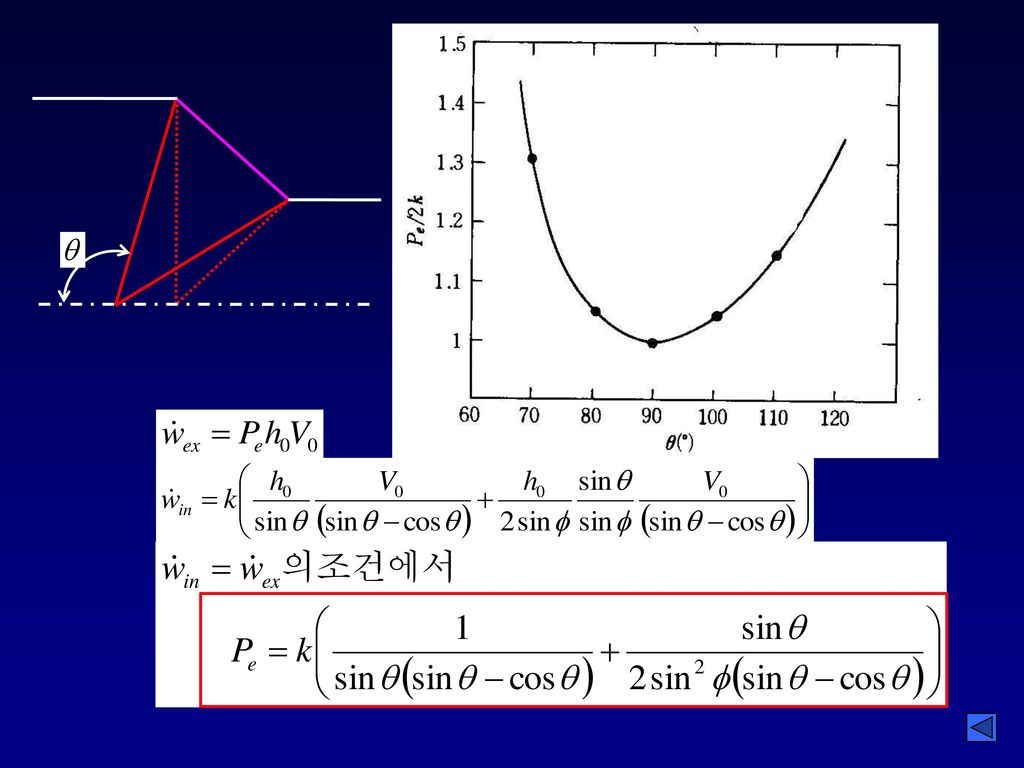
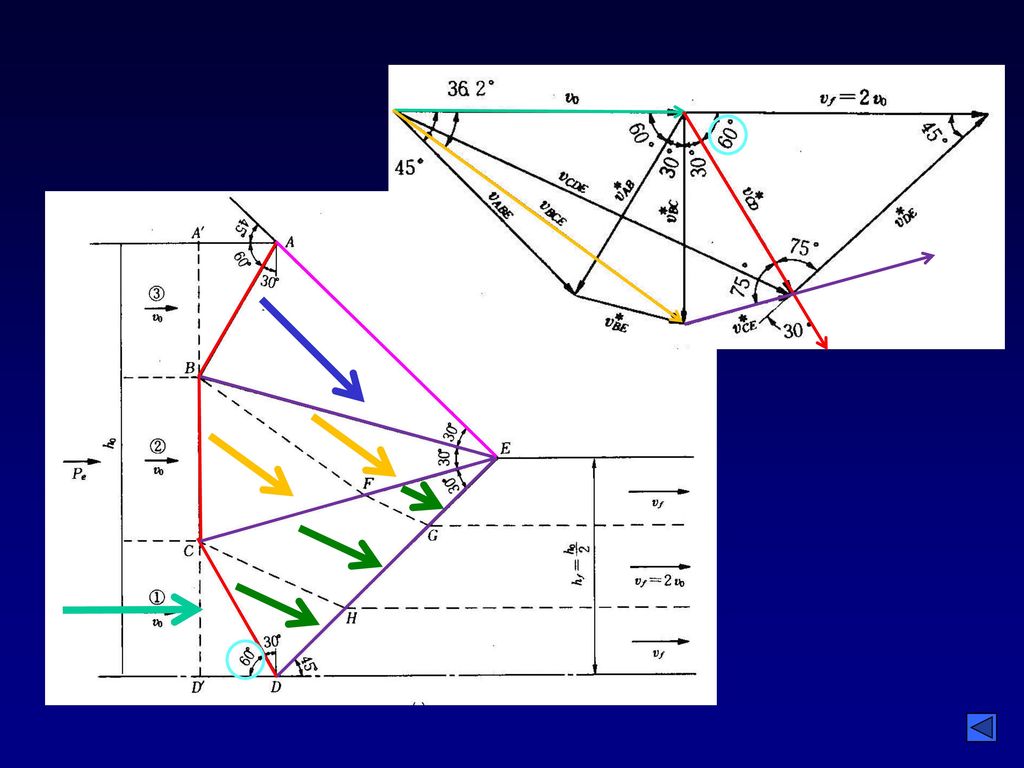
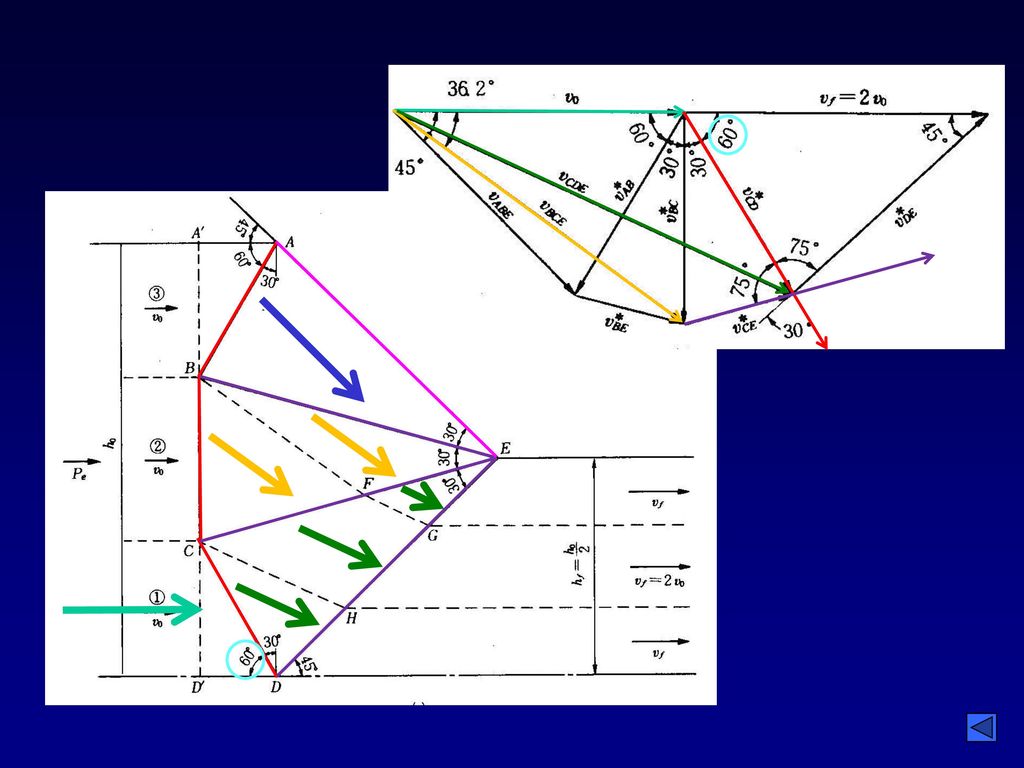
동일한 압출문제를 변형역을 변형하면 무마찰의 경우에 대해

70
여기에서 와 두 각도 사이의 관계를 구하면 삼각형 ABC에서

71
여기에서 와 두 각도 사이의 관계를 구하면 삼각형 ABC에서
위의 식을 정리하면 다음 관계를 얻는다. 그러므로 대입하여 풀면

73
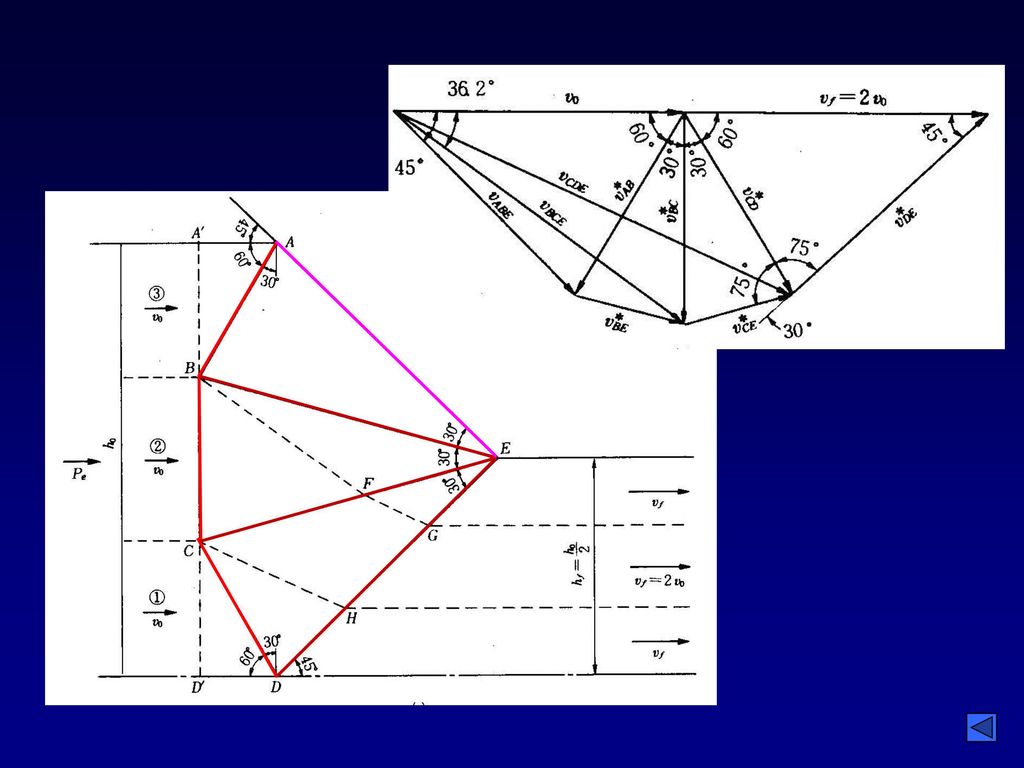
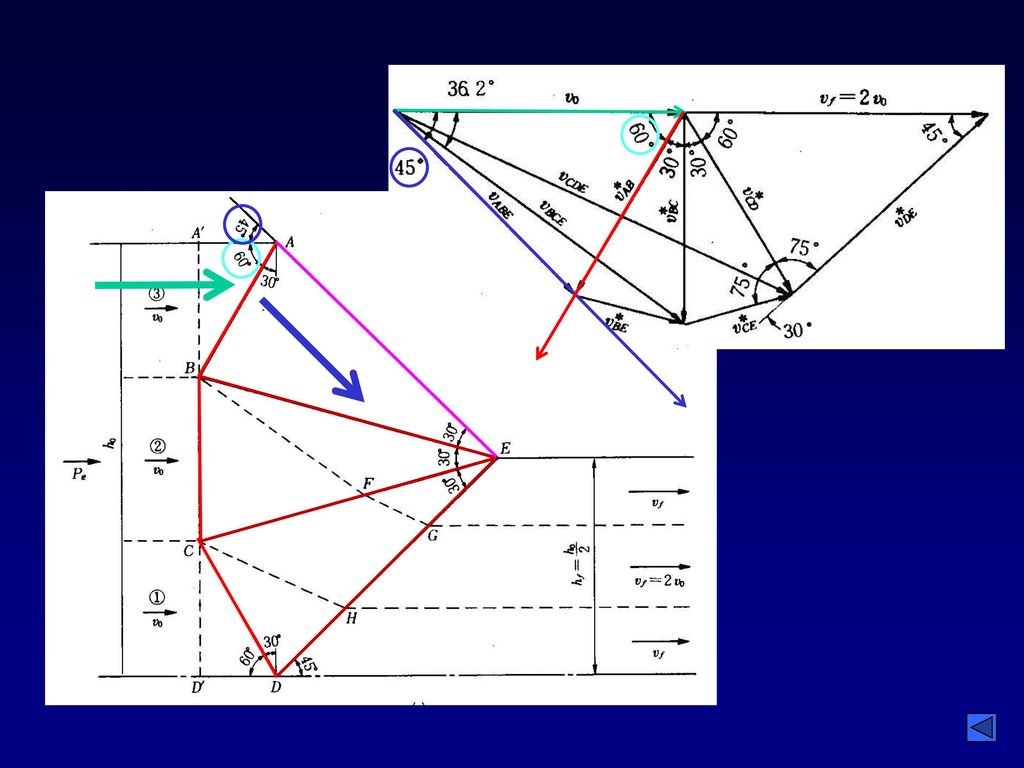
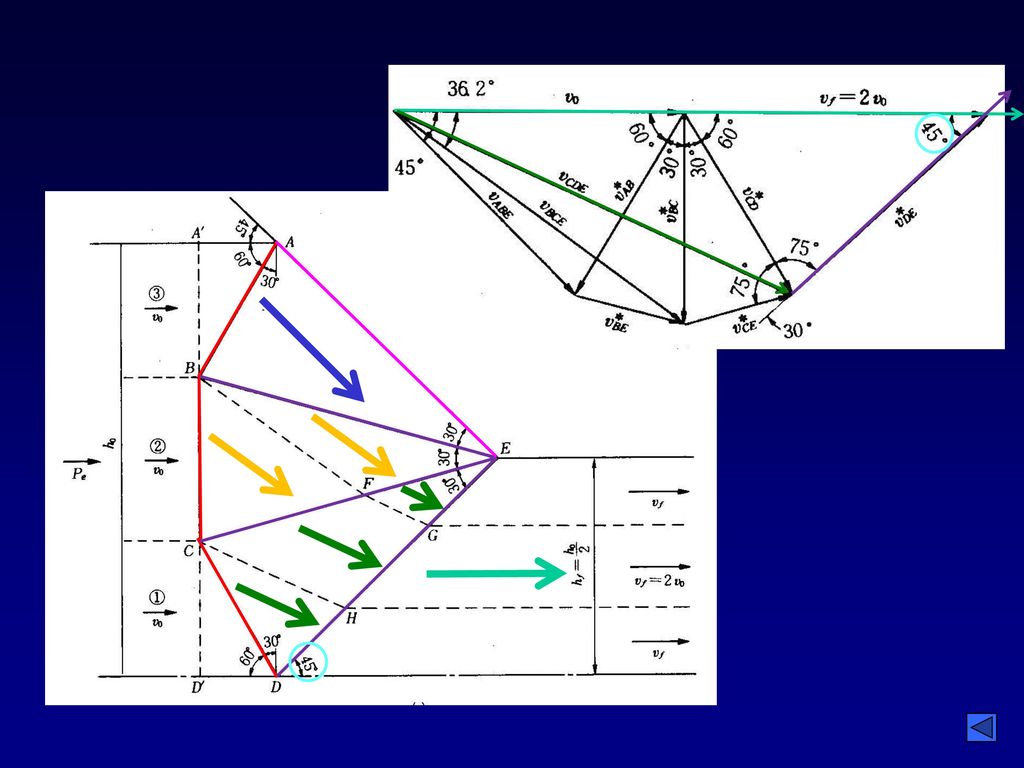
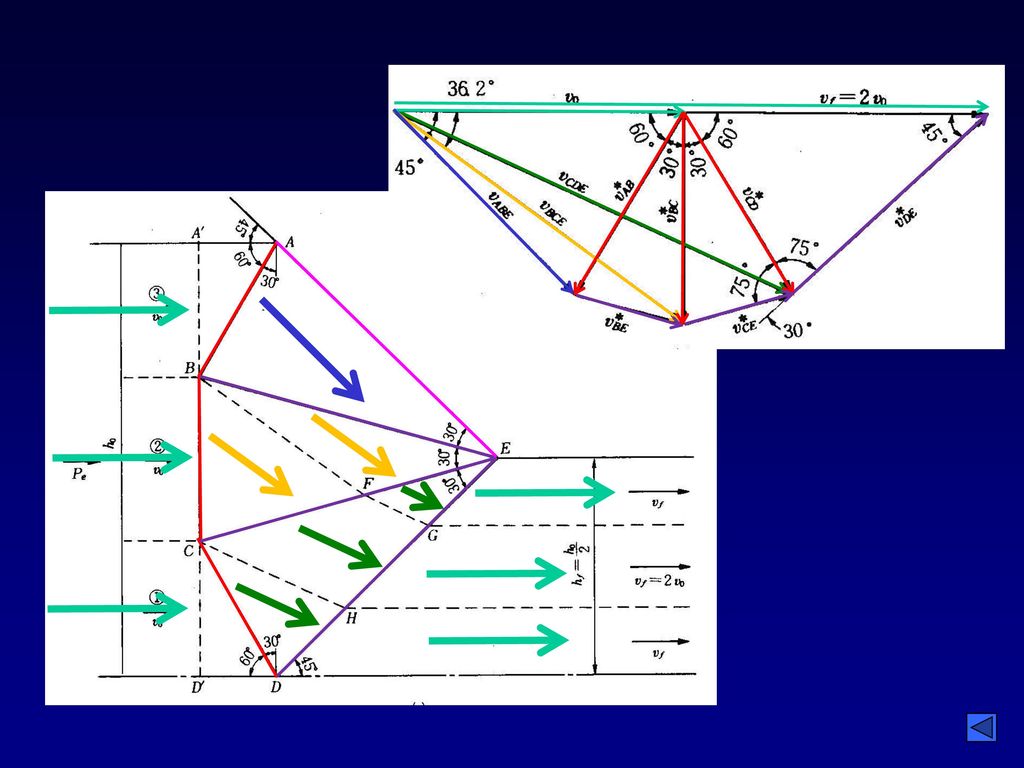
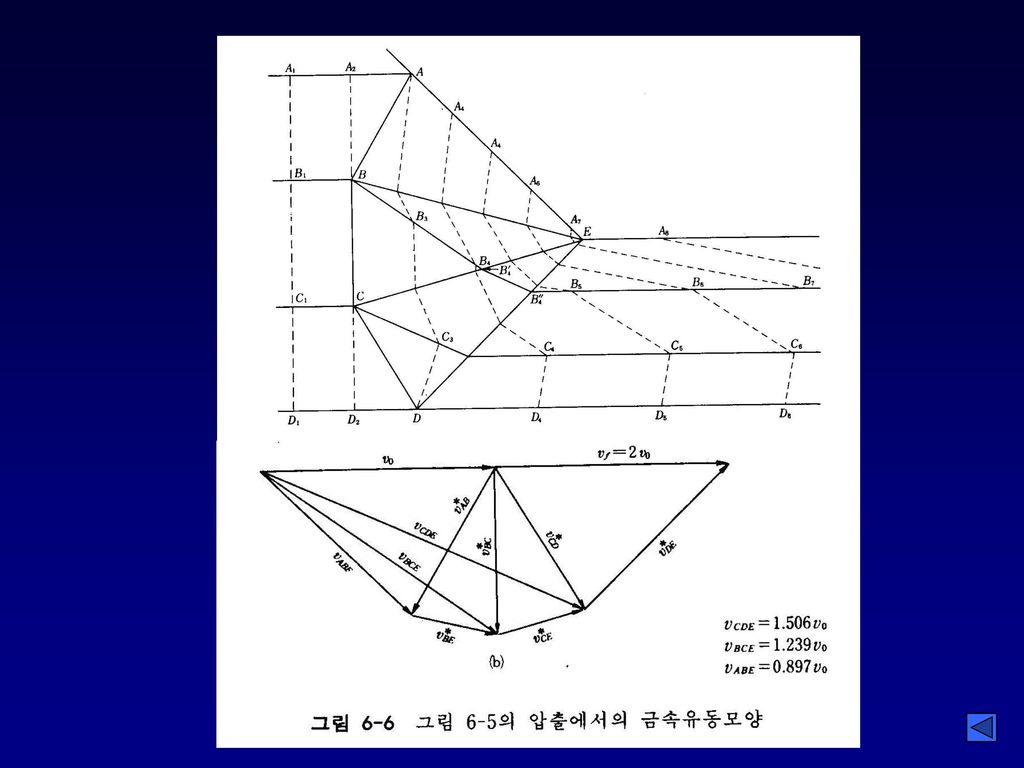
6-3 평면변형압출(단면감소율 50%, 다이각 90o, 3개 변형역)
다이와 재료계면이 무마찰인 경우 재료는 V0 로 다이로 진입 Vf 로 빠져나가며, 소성변형시 체적변화가 없으므로 V0 h0 = Vf hf 이고 hf =0.5 h0 이므로 Vf = 2 V0 전단면이 6개: AB, BC, CD, BE, CE, DE면에서만 전단변형 AEB = BEC = CED =30o , 길이 AE=BE=CE=DE

82
다이와 재료계면이 무마찰인 경우 무마찰인경우 내부전단일은

83
다이와 재료계면이 무마찰인 경우 무마찰인경우 내부전단일은

84
다이와 재료계면이 무마찰인 경우 무마찰인경우 내부전단일은

85
다이와 재료계면이 무마찰인 경우 무마찰인경우 내부전단일은 부착마찰인경우 내부전단일은

87
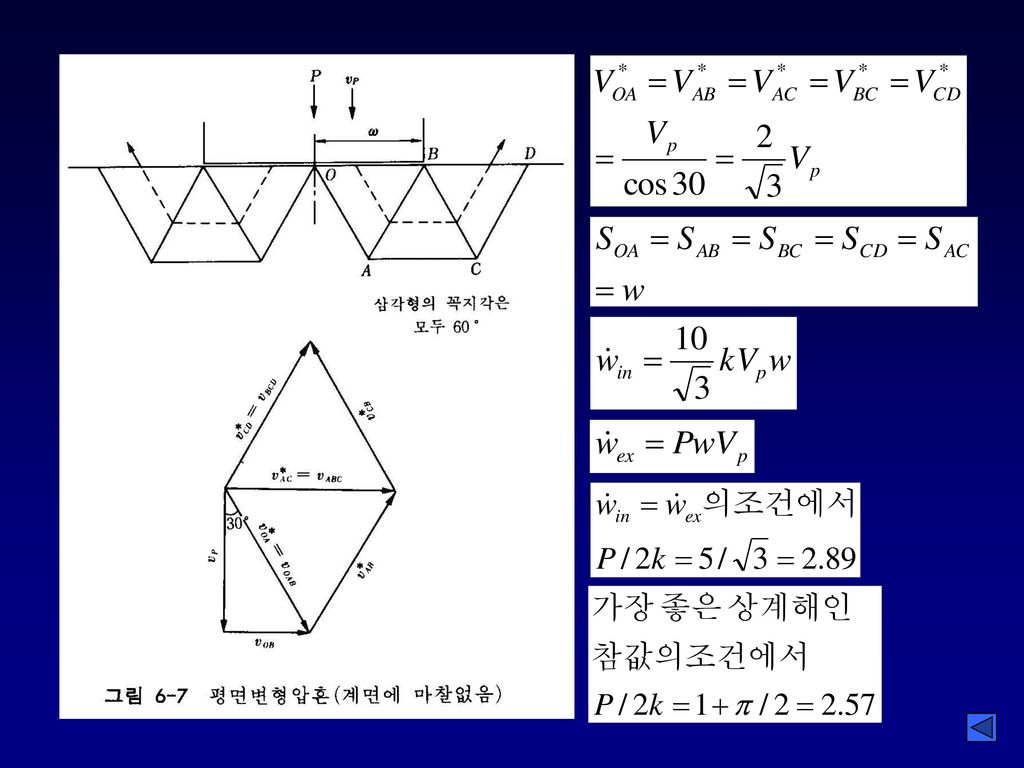
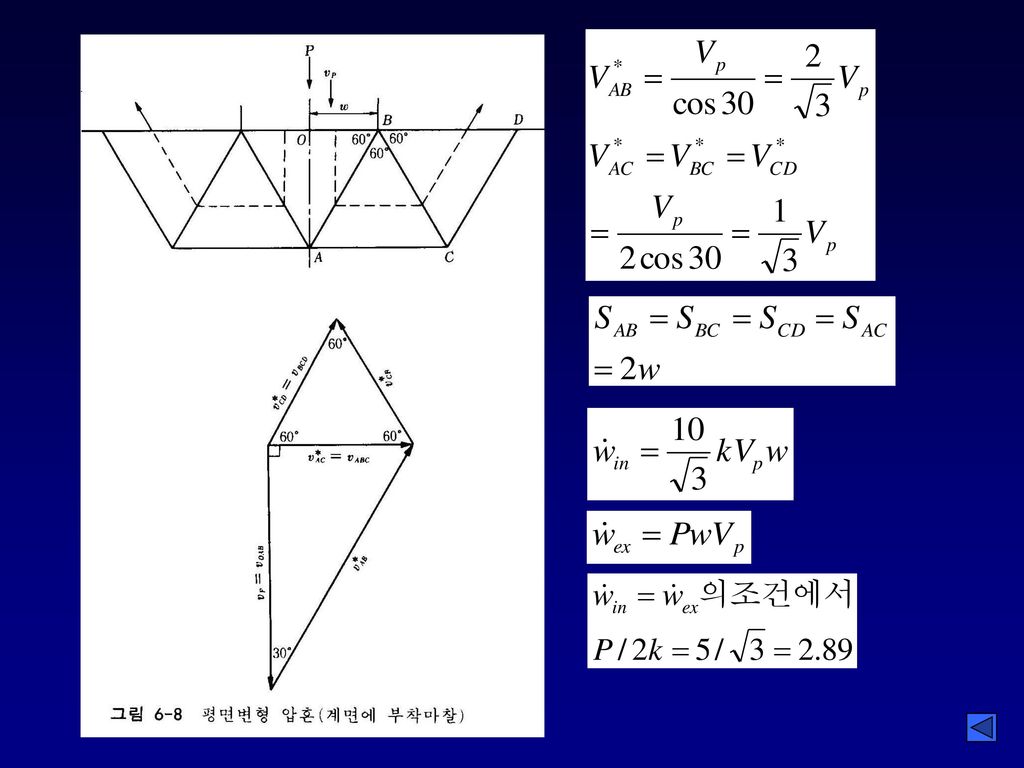
6-3 평면변형압흔 무한히 큰 재료에 평면압자로 압축 – 경도시험과 비슷, 무마찰인 경우
변형장이 정삼각형으로 대칭이므로 절반만 고려하자. 전단면이 5개: OA,AB, AC, BC,CD 면에서만 전단변형 변형장 밖의 재료는 정지상태로 가정

89
6-3 평면변형압흔 무한히 큰 재료에 평면압자로 압축 – 경도시험과 비슷, 부착마찰인 경우
변형장이 정삼각형으로 대칭이므로 절반만 고려하자. 전단면이 4개: AB, AC, BC,CD 면에서만 전단변형 변형장 밖의 재료는 정지상태로 가정

91
평면변형에서 1축 항복응력이 2k 라는 것을 고려하면 압흔압력이 항복응력의 약 3배라는 결과가 된다
평면변형에서 1축 항복응력이 2k 라는 것을 고려하면 압흔압력이 항복응력의 약 3배라는 결과가 된다. 이것은 Brinell 경도시험에서는 경도값이 인장항복응력의 약 3배가 된다는 사실과 일치한다. 과제> 부착마찰과 무마찰에 대한 압흔의 해석결과에서 압축압력이 동일한 이유를 설명하시오

92
변형역의 개수, 형태 등 모든 변수를 임의로 설정할 것. 최소의 가공힘을 계산하도록 하시오
과제> 다음의 평면변형 압출다이에서 금속유동을 이용한 가공힘을 계산하시오. (무마찰, h-> h/3으로 두께감소, 다이각은 , 45도와 35도의 이중 각도이며, 각도는 두께의 2/3지점에서 변화함) 변형역의 개수, 형태 등 모든 변수를 임의로 설정할 것. 최소의 가공힘을 계산하도록 하시오 45o 1 30o
 변형역의 개수, 형태 등 모든 변수를 임의로 설정할 것. 최소의 가공힘을 계산하도록 하시오. 45o o")
93
6-3 평면변형압축 재료의 두께와 길이 비율 =h/L 값이 1, ½, 1/3인 경우를 고려한다. 계면마찰 없음

94
6-3 평면변형압축 =h/L 값이 1인 경우를 고려하며 계면은 무마찰임 전단면이 4개: OA, OB, OC, OD 전단면
소성역의 대칭성을 고려하여 삼각형 AOM만 고려하면 펀치가 Vp의 속도로 내려올 때 OA에서 전단되어 V1의 속도로 이동한다. 이 때 부피불변성으로부터 L Vp=h V1이어야 하므로 Vp= V1 이 된다.

95
6-3 평면변형압축 =h/L 값이 1인 경우를 고려하며 계면은 무마찰임

96
6-3 평면변형압축 =h/L 값이 ½ 인 경우를 고려하며 계면은 무마찰임

97
6-3 평면변형압축 =h/L 값이 ½ 인 경우를 고려하며 계면은 무마찰임

98
6-3 평면변형압축 =h/L 값이1/3 인 경우를 고려하며 계면은 무마찰임

99
6-3 평면변형압축 =h/L 값이1/3 인 경우를 고려하며 계면은 무마찰임

100
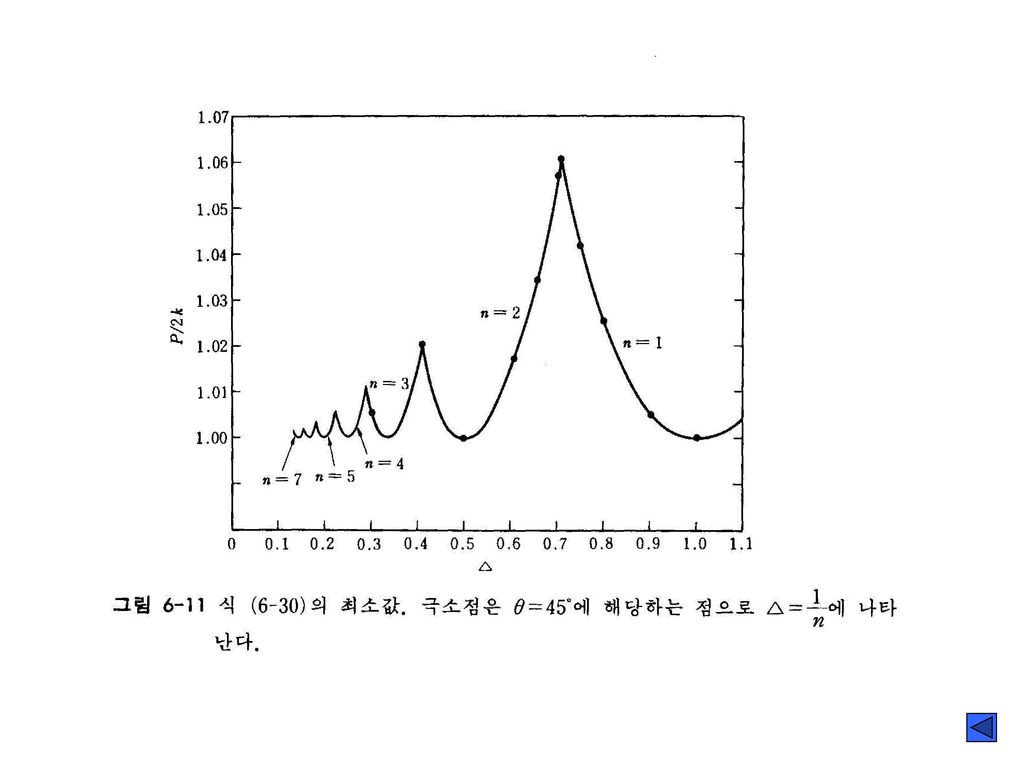
6-3 평면변형압축 =h/L 값이1/n (n= 자연수) 인 경우를 고려하며 (계면은 무마찰임)
P=2k가 얻어진다. 2k 가 평면변형 항복응력이다. 만일 n이 자연수가 아니라면 전단면과 계면은 45o를 이루지 않으므로 서로 수직이 되지 않는다. 아래의 그림과 같이 일반적인 aspect ratio에 따라 각도를 정의하면

101
LVp=hV1 부피불변 tan=n, n=교점의 수(O,B,… 3 개)
")
102
6-3 평면변형압축 =h/L 값이 일반적인 경우를 고려하며 (계면은 무마찰임)
")
104
6-3 평면변형압축 =h/L 값이 일반적인 경우를 고려하며 (계면은 무마찰임)
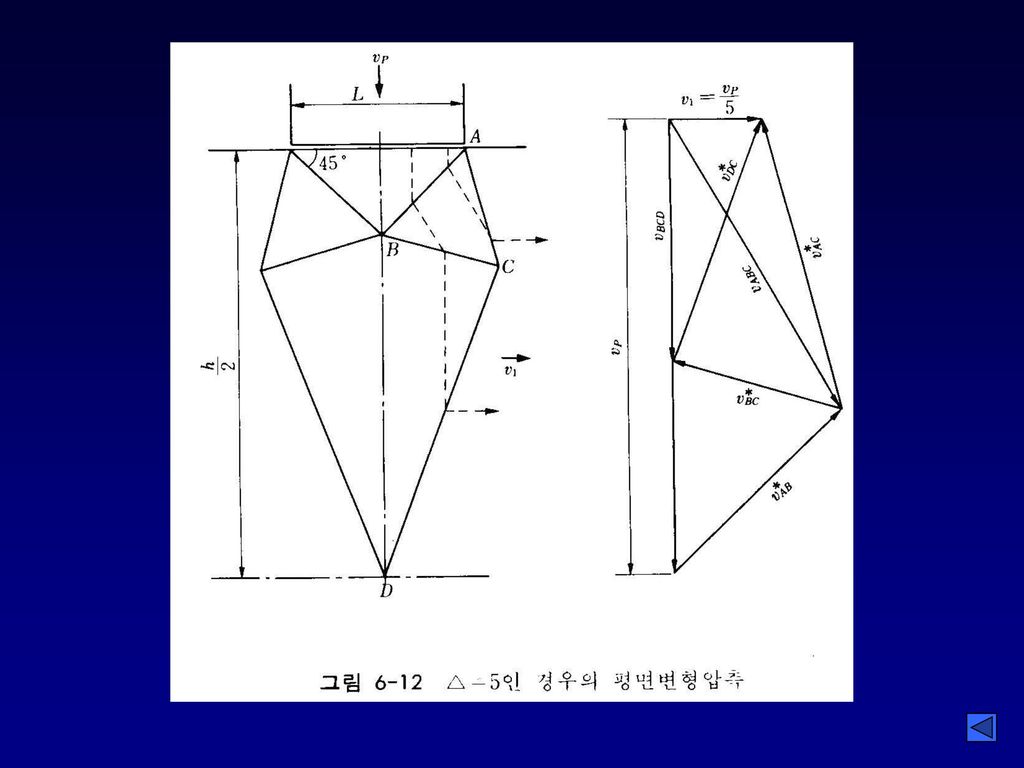
극소점은 =1/n 인 점으로 전단면이 45o가 되는 경우이다. 마찰없는 계면은 최대전단응력면과 45o 기울어진 주응력면이므로, 이 경우의 해인 P=2k는 무마찰, 균일압축변형에서 얻어질 수 있는 최소값이며, 정확한 값이 된다. 즉, 이 값은 상계해이자, 하계해이며, 참값이다. 값이 증가할 수록 P/2k 값의 주기적 극대값이 증가한다. 값이 1 이상이 되면 소성역을 다르게 정의하여야 한다. 가 증가함에 따라 P/2k 값도 증가하며 가 5일 때 적당한 소성역을 다음 장에 나타내었다. 이때는 P/2k=2.2 값이 매우 커지면 앞에서 다룬 압흔의 문제로 돌아간다.

108
8장 잔류응력, 가공온도, 금속유동모양 8-1 잔류응력의 발생
재료가 외력이나 온도변화를 받고 있지 않는데도, 그 재료내에 남아 있는 응력을 잔류응력이라고 한다. 거시적 잔류응력, 미시적 잔류응력 인장 잔류응력과 압축잔류응력이 균형을 이룸 소성인장을 받은 영역은 압축잔류응력이 생기고 소성압축을 받은 영역은 인장잔류응력이 발생한다.

110
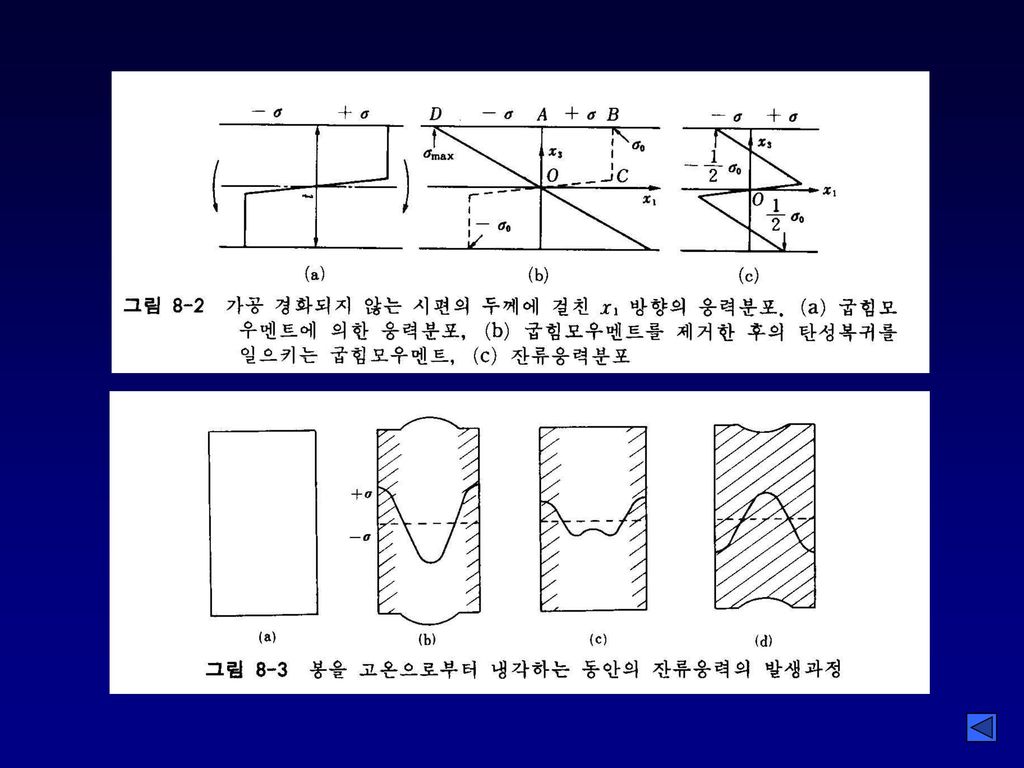
냉각시 수축하는 금속 먼저 냉각하는 부분은 수축하게 되므로 길이와 지름이 작아진다.
그러므로 냉각이 안된 고온의 중심부는 저온의 표면부보다 항복강도도 낮으므로 외부냉각에 의해 압축되어 원래보다 길어지고 가늘어지는데, 그림 b 중심부는 일부 항복응력을 초과하여 소성변형되므로 그림 c처럼 응력이완 이후 중심부가 냉각되어 수축하게 되면 외부보다도 더 수축하게 되므로 잔류응력상태는 역전되어 그림 d와 같이 표면은 압축 중심부는 인장이 걸린다.

111
냉각시 팽창하는 금속 – 마르텐사이트 변태 먼저 냉각하는 부분은 팽창하게 되므로 길이와 지름이 커진다.
그러므로 냉각이 안된 고온의 중심부는 저온의 표면부보다 항복강도도 낮으므로 외부냉각에 의해 인장되어 원래보다 짧아지고 두꺼워지는데, 그림 b 중심부는 일부 항복응력을 초과하여 소성변형되므로 그림 c처럼 응력이완 이후 중심부가 냉각되어 팽창하게 되면 외부보다도 더 팽창하게 되므로 잔류응력상태는 역전되어 그림 d와 같이 표면은 인장 중심부는 압축이 걸린다.

112
길이방향, 접선방향, 반지름방향 잔류응력

113
상변태곡선과 열처리속도에 따른 잔류응력의 발생
퀜칭균열 quenching crack 표면부의 인장잔류응력이 재료의 파괴응력을 초과하면 급냉시 균열이 발생한다.

114
열처리 조건에 따른 실제의 잔류응력크기

115
8-2 잔류응력의 효과 일반적인 응력효과와 동일 소성변형과 파괴를 유발할 수 있다.
상변태가 촉진될 수 있다. (stress induced transformation) 부식이 촉진될 수 있다. (stress induced corrosion) 기계가공시 뒤틀림이 발생한다. 좌굴(비틀림)의 경향을 증가시킨다.
 부식이 촉진될 수 있다. (stress induced corrosion) 기계가공시 뒤틀림이 발생한다. 좌굴(비틀림)의 경향을 증가시킨다.")
116
8-3 잔류응력의 제거방법 - 응력제거 1) 가열, 2) 기계적 가공 가열에 의한 제거
잔류응력이 항복응력을 초과할 수 없으므로 응력제거온도에서의 항복응력값으로 감소한다. – 온도설정에 주의 소성변형에 의한 제거

117
8-4 잔류응력의 측정 Bauer-Heyn 방법 물체의 일부를 제거하면 나머지 부분의 응력변화 이를 활용하여 잔류응력계산
표면부 인장잔류응력의 원기둥에서 표면부를 제거하면 원기둥은 길어지면 이는 표면부에서 중심부에 가해졌던 힘과 동일하다. 그러므로 중심부의 변형률 de1, 이때의 응력c과 힘Fc=Fs, dA1=A0-A1에서

118
8-3 잔류응력의 측정 Bauer-Heyn 방법 두께를 무한히 얇다고 가정하면 아래의 식이 되며 A와 e의 관계그래프에서
기울기를 구해 de/dA를 얻으면 아래의 식으로 잔류응력을 구할 수 있다. 단, 길이방향만 고려하였으므로 반지름방향 가로 방향을 고려하여야 하며 오차가 크다.

119
8-4 잔류응력의 측정 Sachs의 중공방법 원기둥의 잔류응력이 축대칭인 경우 사용
축의 중심에 구멍을 뚫고 이를 넓혀가면서 길이방향의 변형률과 반지름방향 변형률을 측정하여 계산한다. 중공을 팔 때는 과열되지 않도록 주의하고 매번 약 5%의 단면적을 제거 가장자리 영향을 없애기 위해 길이는 지름의 3배이상 이어야 한다.

120
8-4 잔류응력의 측정 Treuting-Read 방법

121
8-4 잔류응력의 측정 전위법 쉽게 측정하는 근사법 압연판 곡률 반경 R과 전위 , 굽혀진 길이, 벌어진 길이 L, 두께 t
에 대해서 2) 봉재의 경우는
 봉재의 경우는.")
122
8-4 잔류응력의 측정 전위법 쉽게 측정하는 근사법 3) 두께가 얇은 관에서 A그림처럼 세로변을 자르면
B와 같이 길이방향을 자르면 원주방향 잔류응력

123
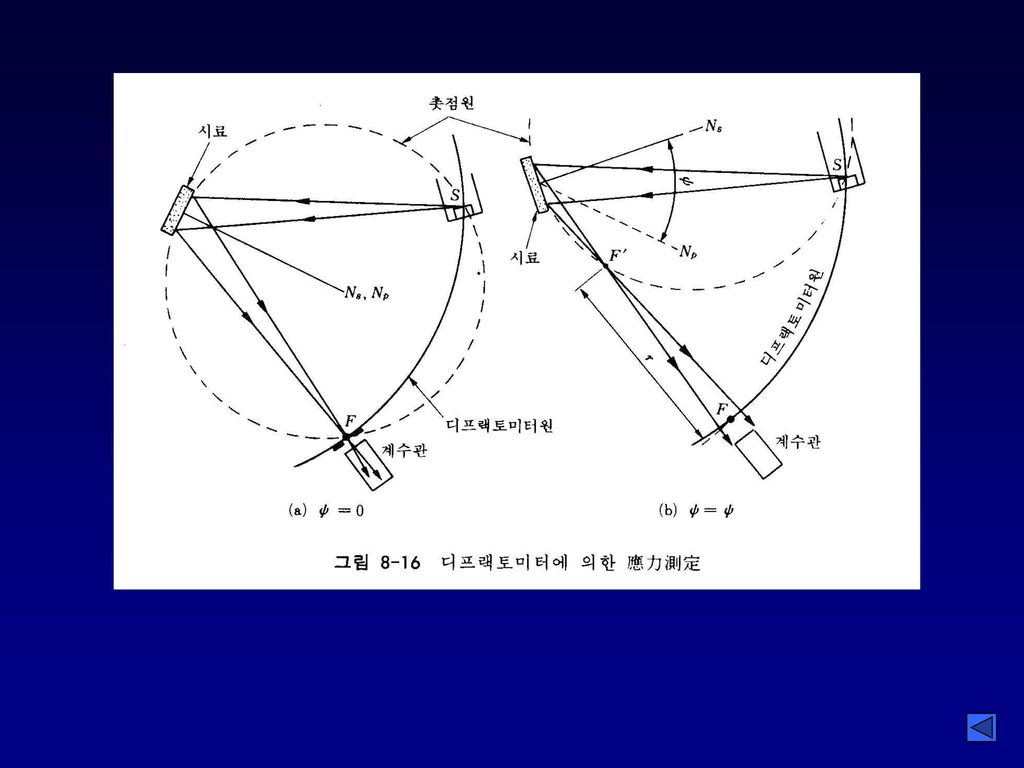
8-4 잔류응력의 측정 – X선측정법 원자간 거리의 변화를 측정 특정 격자면의 원자간격으로 변형률을 측정
표면잔류응력만 측정 – x선 투과깊이 0.03mm 내외 자유표면은 응력이 존재하지 않으므로 x선 측정법은 1축 또는 2축 잔류응력만 측정한다 X선 조사면적이 작으므로 수mm내의 잔류응력만 측정한다.

124
8-4 잔류응력의 측정 – X선측정법 표면에 작용하는 주응력상태를 타원체로 표시하고 방향코사인을 적용하면
x선 으로는 표면잔류응력만 측정하므로 III는 0이므로 =90o 이므로 수직변형률을 정의하고 주변형률을 주응력으로 표현하는 식을 대입하면

125
8-4 잔류응력의 측정 – X선측정법 위의 두식에서 여기에서 d0=응력이 없는 조건의 격자면간거리

126
8-5 잔류응력의 측정 – X선측정법 방향의 응력을 결정하기 위하여 X선 측정을 2번 한다.
한번은 면에 수직인 d1 을 구하고 한번은 방향의 d를 구한다. 일반적으로 =45도로 하여 d값을 구한다. 측정하고자 하는 방향에 따라 격자면간거리를 2,3,4 번 측정한다. x선 측정에서 Bragg 법칙에 따라 2를 직접 측정하므로 식을 변환하여 2대 sin 2 또는 d대 sin 2 선도를 그리면 기울기는 편미분항을 나타낸다.

127
특정한 재료의 특정한 격자회절면을 고려하면 편미분항 외에는 상수 K로 취급할 수 있으므로
여기서 기울기 M이 음수이면 인장응력이고 양수이면 압축응력이 된다.

129
8-6 가공온도의 선택 냉간가공 가열비용없이 변형가능한 경우 가공경화 성질이 필요한 경우 박판/작은 열용량 으로 인하여
열간가공이 안되는 경우 가공에너지 크며, 변형량 한계 중간어닐링 사용 열간가공 가공초기단계적용 가공에너지 감소, 변형량 한계극복됨 주조조직 재편성, 편석,기공 제거, 등축미세조직 형성 고온에서의 금속반응-산화, 취성발생, 탈탄 불균일한 미세조직-표면이 더 변형량이 크며 미세한 조직이 된다. 적열취성-저융점재료(혹은 편석에 의해)가 극히 소량의 입계막을 형성 열간변형에서 조각조각으로 깨어지는 현상
가 극히 소량의 입계막을 형성 열간변형에서 조각조각으로 깨어지는 현상.")
130
8-7 열간가공시 표면반응 표면산화 –두꺼운 산화층 손실(2~9%), 거친 표면형성, 가공중 윤활제역할
열간가공시 가열시간을 최소화하는 것이 필요 산화속도: 알루미늄 < 구리, 철 < 몰리브덴 (이종 금속으로 싸서 열간가공) 수소, 황의 영향-수소취성, 입계침투 강의 bruning 현상과 적열취성 표면층의 합금원소의 고갈- 탈탄, 탈황, 탈아연 등 산화피막의 제거 – 기계적 제거, 고압물분사, 산수용액의 피클링
 수소, 황의 영향-수소취성, 입계침투. 강의 bruning 현상과 적열취성. 표면층의 합금원소의 고갈- 탈탄, 탈황, 탈아연 등. 산화피막의 제거 – 기계적 제거, 고압물분사, 산수용액의 피클링.")
131
8-8 열전달 원자나 분자의 운동에너지증감으로 온도 증감 전도, 대류, 복사의 형태로 열전달
주조후 냉각 전 열간가공을 통한 가열에너지 절약 열처리로에서 복사열에 의한 재료표면의 가열, 전도에 의한 중심부 가열 열전도가 느리면, 내외부 온도차가 커짐 – 잔류응력발생, 균열가능성 열응력에 의한 균열- 가열금 또는 clinking 온도경사를 작게 하는 것이 필요 가열속도 증가방법 복사: 열원의 온도를 높인다. 대류: 매질을 강제순환시킨다. 전도: 열원과의 접촉을 조절 -액체금속, 용융염 사용 (표면반응 억제)
")
132
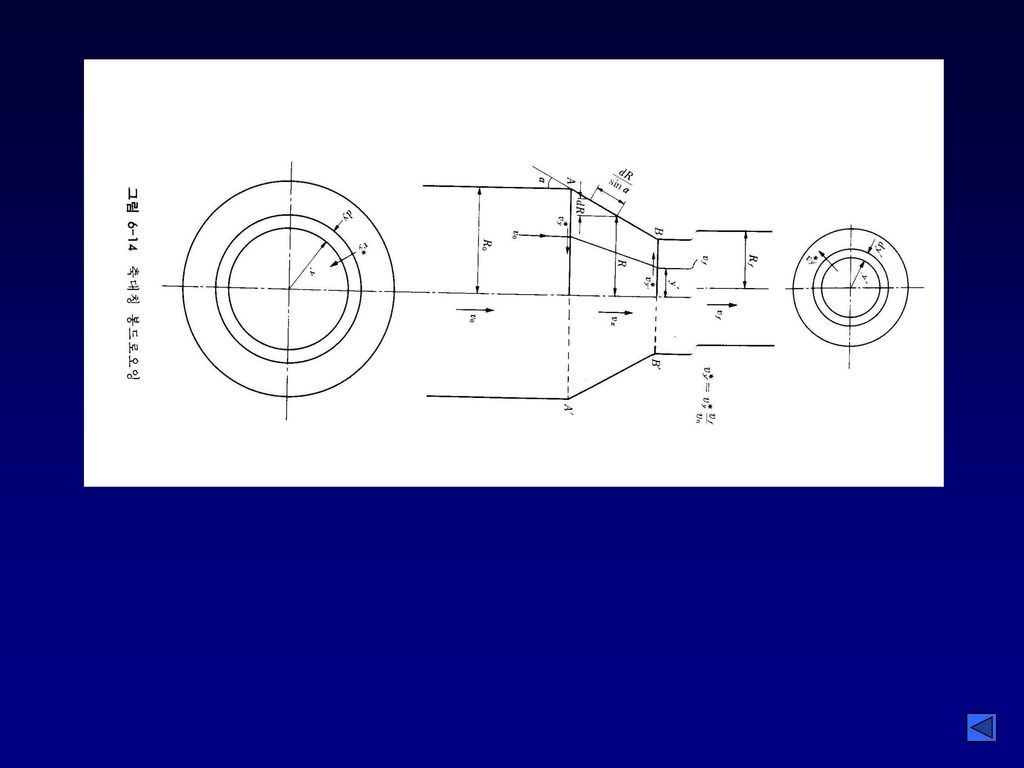
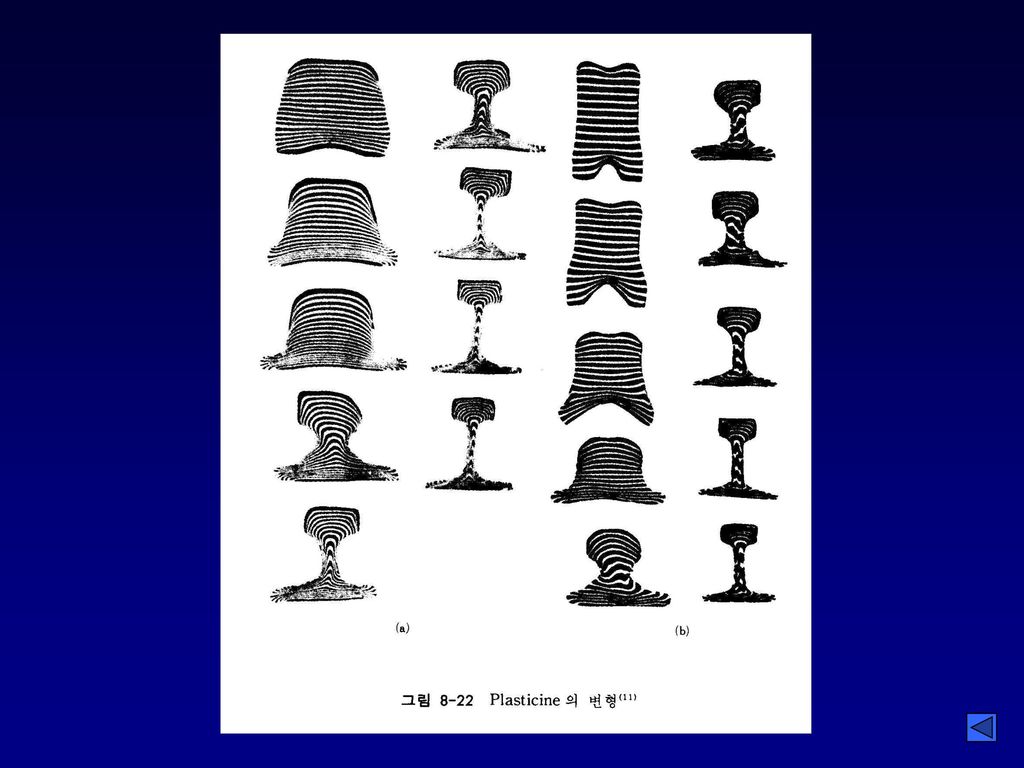
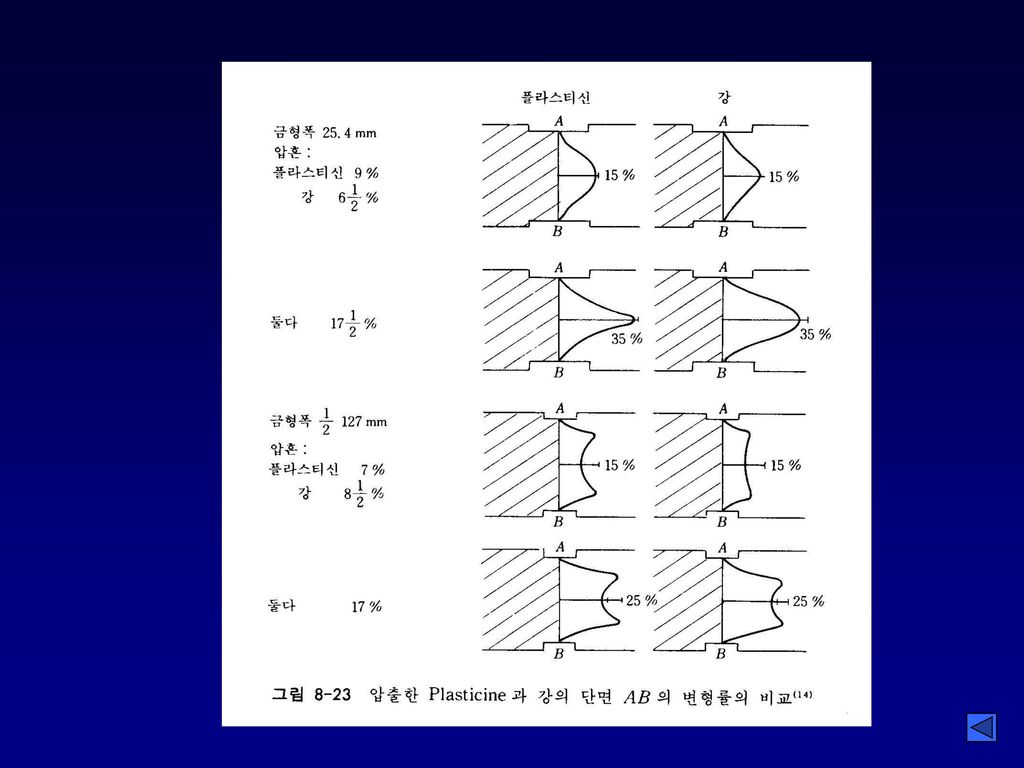
8-9 금속유동모양 유동모양의 조사 경도분포측정으로 변형량을 측정 가공후 단면을 에칭하여 미세조직 분석
가공전 절단하여 절단면에 망을 그린후 겹쳐서 가공한 후 절단면을 분석 이종금속을 삽입하여 가공후 모양변화를 분석 고온의 금속과 유사한 Plasticine을 이용하여 분석

136
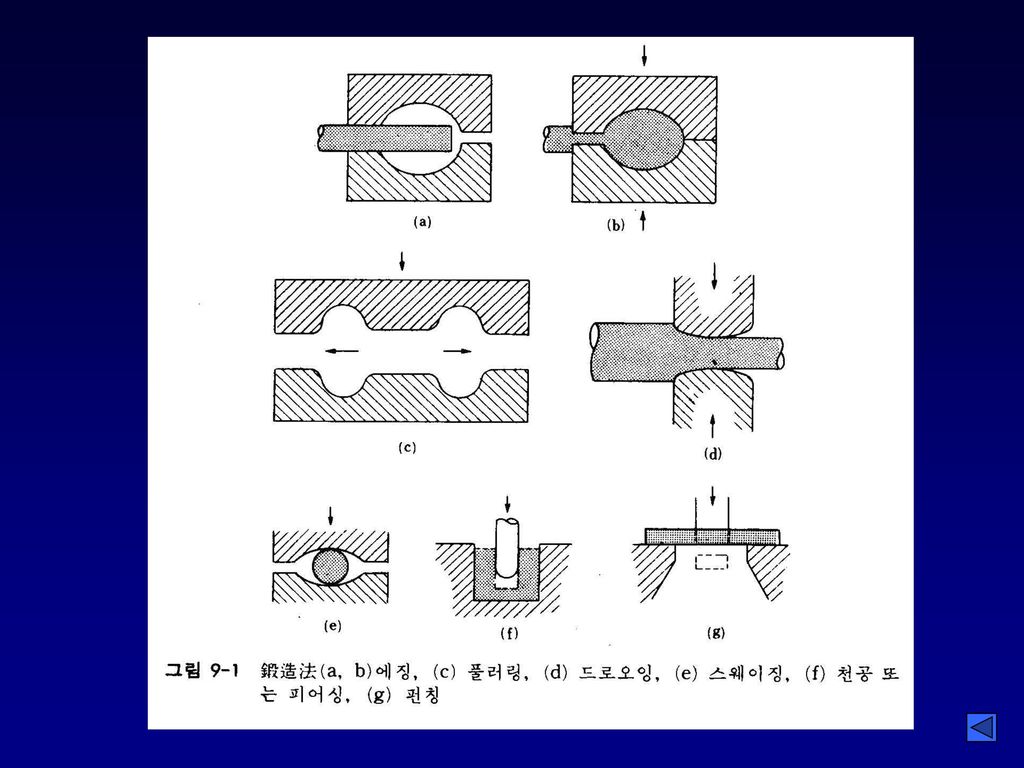
9장 단 조(Forging, 鍛造) 9-1 단조법 금속을 해머나 프레스로 압축하여 원하는 형태로 가공하는 방법
● 단조 해머 - 금속의 표면에 충격타를 가함, 충격단조라고 하며, 표면부에 변형이 집중됨 ● 단조 프래스 - 금속에 저속의 압축을 가함, 변형역이 금속내부까지 확장됨 ● 자유단조 - 상부금형과 하부금형이 닿지 않으며, 금형의 모양이 평평하거나 단순함. 큰 물체에 사용하며, 형단조를 위한 예비가공에 사용 ● 형단조 - 한쌍의 금형을 사용, 금형 안쪽에는 원하는 형태로 가공되어 있어 금형의 모양대로 재료를 변형시키고, 금형의 가장자리는 서로 닿게 된다.

139
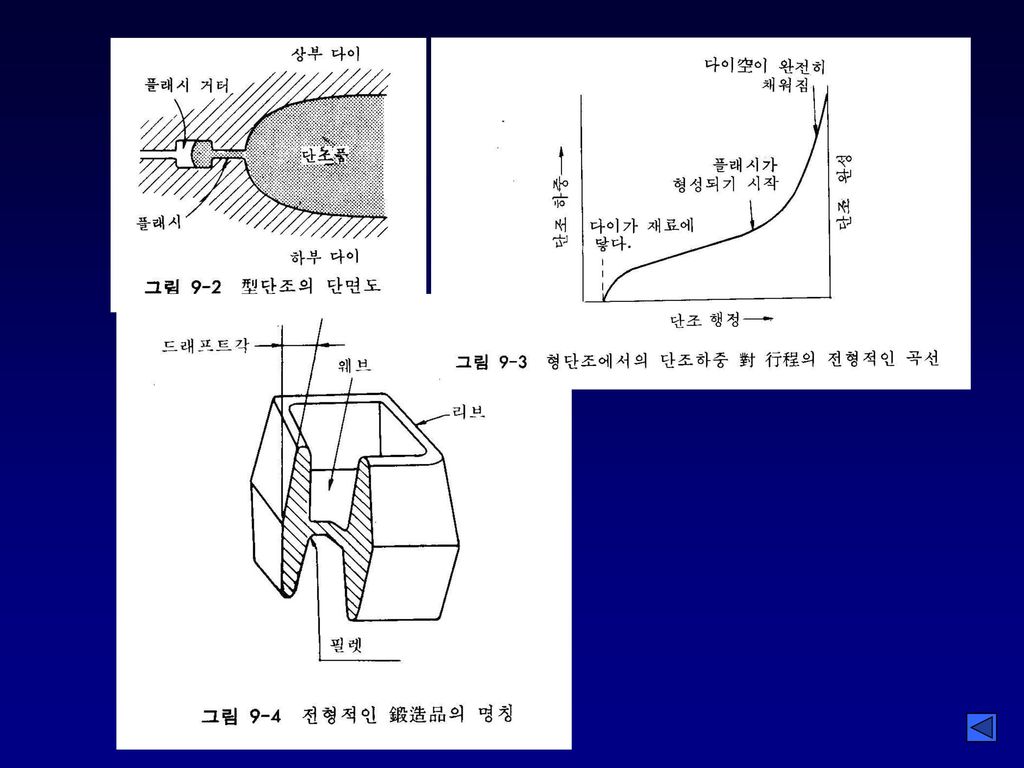
9-2 단조장치 금속을 해머나 프레스로 압축하여 원하는 형태로 가공하는 방법 단조해머-에너지제한기계 단조프레스
분당 60~150회 램의 무게에 따른 등급 9-2 단조장치 금속을 해머나 프레스로 압축하여 원하는 형태로 가공하는 방법 단조해머-에너지제한기계 단조프레스 기계프레스-행정제한기계 유압프레스-하중제한기계 치수정밀, 고가, 대용량 수만톤급 나사프레스 업세터-수평기계프레스 단조로울 기계프레스 300~12,000톤 램하중 최하1/8에서 최대 금형작고 수명길다 대량생산적용

140
9-3,4 자유단조, 형단조 매 압착당 연신을 크게 하려면, 높이의 감소와 바이트 비가 커야 하지만 프레스의 용량과, 랩(lap)의 발생으로 제한된다. 금형에 의한 냉각(금형퀜칭)을 제거하기 위한 연구들 진행중 형단조에서는 무결함유동, 완전금형충전, 최소 단조귀 손실을 위한 연구가 필요

141
9-5 단조하중의 계산 비슷한 모양의 이전 제품에 근거하여 계산 실험적 계산식을 이용 슬래브해석법 등을 이용

142
9-6 단조결함 불완전단조-단조변형이 표면에 국한 내부에는 주조조직이 잔존하는 경우 >> 단조프레스 사용이 유리
단조랩(lap, 산화물골): 금형면의 형상, 금속유동의 비대칭성, 제품의 형상 금형면의 형상 금속유동의 비대칭성 단조품 모서리 형상
: 금형면의 형상, 금속유동의 비대칭성, 제품의 형상. 금형면의 형상. 금속유동의 비대칭성. 단조품 모서리 형상.")
143
9-6 단조결함 섬유조직의 존재-2상입자, 개재물, 금속유동 >> 이방성 존재, 결함은 아님
2차 인장응력에 의한 균열 재료와 금형의 접촉부의 길이가 금형상이의 거리보다 훨씬 작은 경우 내부균열이 발생

144
9-7 단조품의 잔류응력 단조품의 잔류응력은 열간변형이 대부분이므로 매우 작다.
그러나 단조품의 열처리시 담금질과정에서 잔류응력이 많이 발생한다. 큰 단조품의 경우 주조재료에 잔존하는 수소와 잔류응력에 의해 냉각시 작은 내부 균열이 발생한다.(플래이크) 열적 잔류응력이나 변태잔류응력을 제거하기 위해 서냉하거나, 진공탈가스공정으로 제조한 강을 사용하여 플래이크 발생을 억제한다.
 열적 잔류응력이나 변태잔류응력을 제거하기 위해 서냉하거나, 진공탈가스공정으로 제조한 강을 사용하여 플래이크 발생을 억제한다.")
145
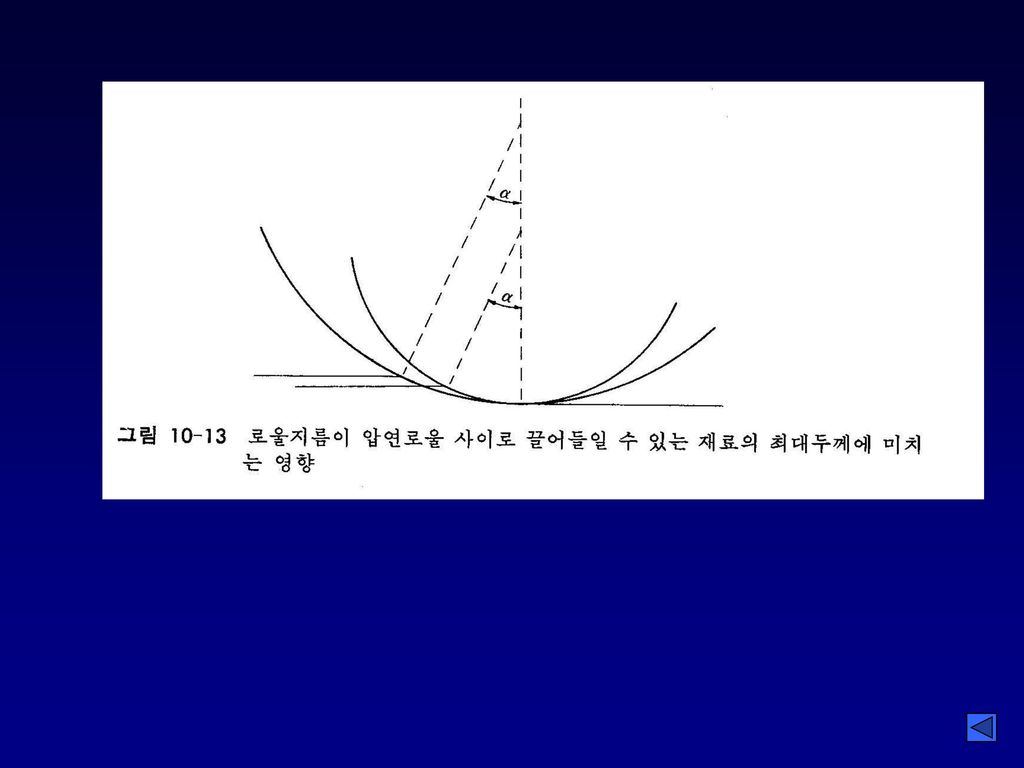
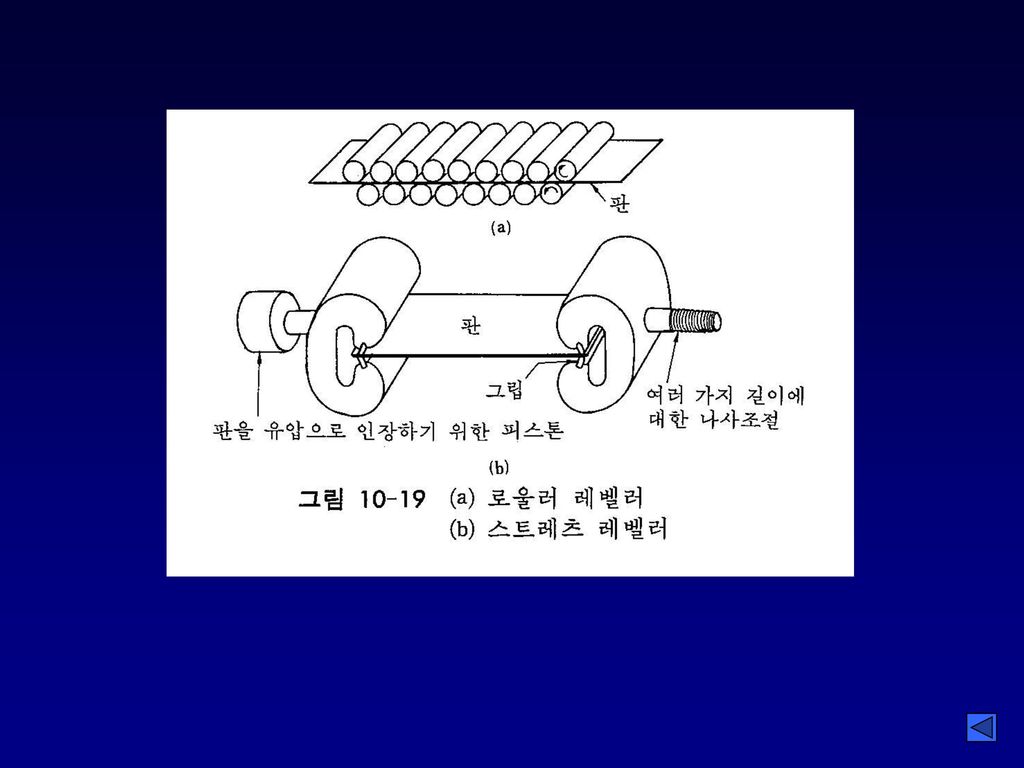
10장 압 연(Rolling, 壓延) 10-1 압연방법 롤(roll) 사이에 재료를 통과시켜 소성변형시키는 가공법
재료는 롤의 압하작용으로 높은 압축응력을 받고, 롤과 재료사이의 마찰의 결과로 표면전단응력을 받게 되며, 이 마찰력으로 재료가 롤사이로 끌려 들어 간다. 분괴압연기(열간압연): 주조재를 압연하여 반제품으로 성형 반제품 구분: 슬래브(Slab, 단면이 직사각형 2:1이상, 단면적 130cm2이하), 블룸(bloom, 단면 정사각형, 230cm2이상), 빌렛(billet, 단면 정사각형 230cm2이하) 판재의 구분: 플레이트 (두께 1/4인치 이상), 시이트(두께 1/4인치 이하), 스트립( 두께 1/4인치 이하, 폭이 24인치 이하), 후판(두께 6mm이상), 중판(두께 3~6mm), 박판(3mm이하)
: 주조재를 압연하여 반제품으로 성형. 반제품 구분: 슬래브(Slab, 단면이 직사각형 2:1이상, 단면적 130cm2이하), 블룸(bloom, 단면 정사각형, 230cm2이상), 빌렛(billet, 단면 정사각형 230cm2이하) 판재의 구분: 플레이트 (두께 1/4인치 이상), 시이트(두께 1/4인치 이하), 스트립( 두께 1/4인치 이하, 폭이 24인치 이하), 후판(두께 6mm이상), 중판(두께 3~6mm), 박판(3mm이하)")
146
10-1 압연방법 분말압연: 분말을 롤 사이로 통과시켜 성형한뒤 소결하여 판재 제조
장점: 열간가공이 없음, 결정립이 미세, 우선방위가 없음 냉간압연: 재료의 단면감소를 목적으로 한다. 롤 성형(성형압연): 두께변화는 거의 없이 판재를 복잡한 모양으로 성형 나사전조: 나사를 제조하는 냉간가공법, 제품의 강도 향상, 표면에 압축잔류응력을 줌, 절삭가공 나사보다 우수한 성질
: 두께변화는 거의 없이 판재를 복잡한 모양으로 성형. 나사전조: 나사를 제조하는 냉간가공법, 제품의 강도 향상, 표면에 압축잔류응력을 줌, 절삭가공 나사보다 우수한 성질.")
147
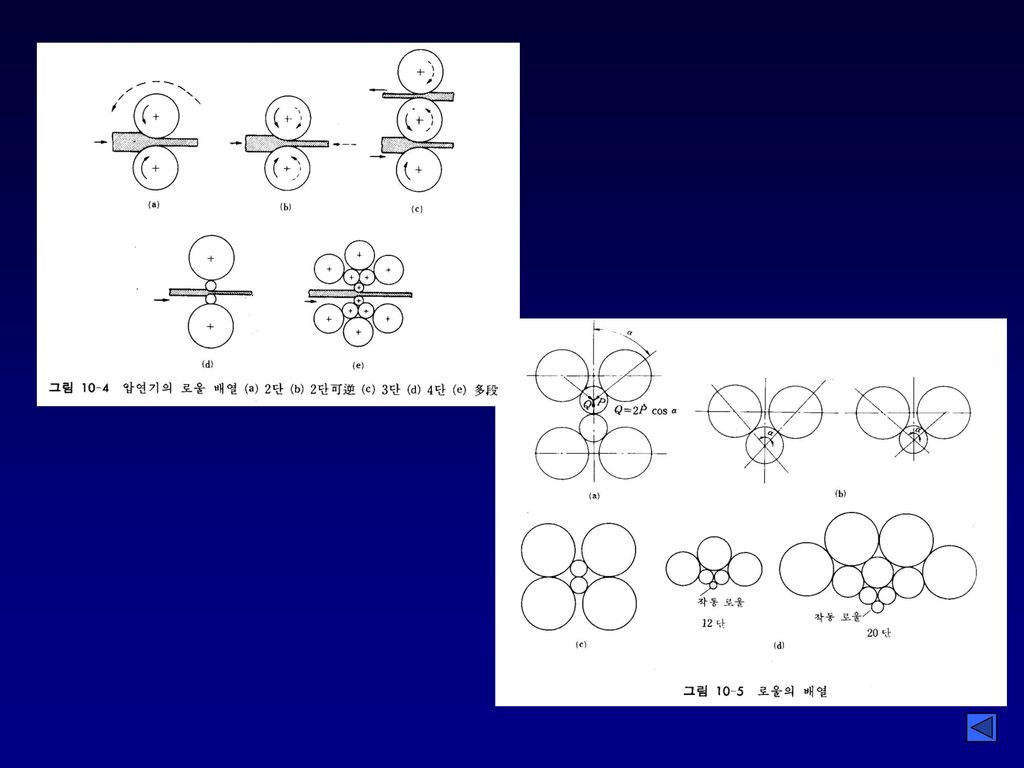
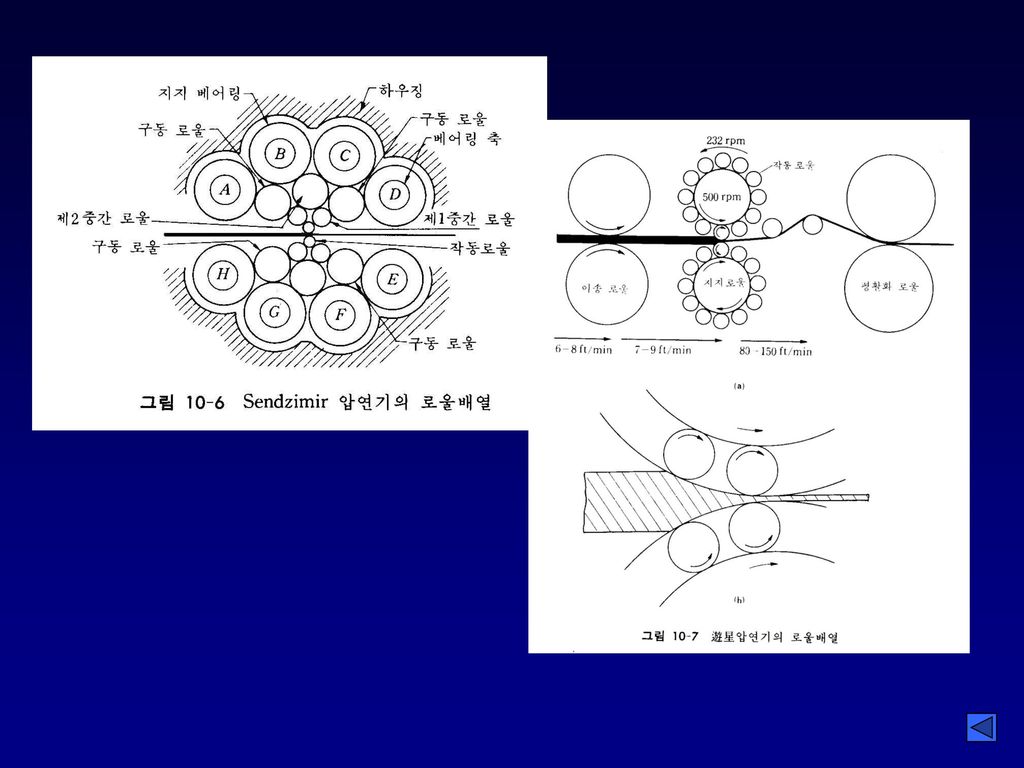
10-2 압연기 구성: 롤, 베어링, 하우징, 동력전달 장치, 속도제어장치 구분:
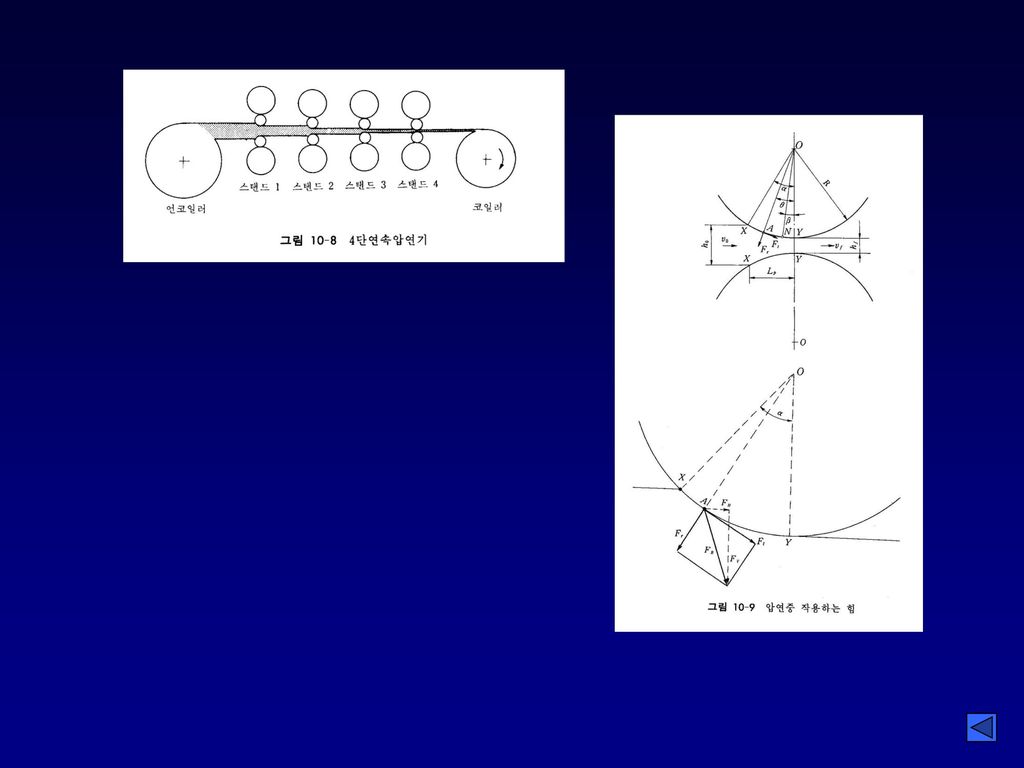
● 롤 수에 따라: 2단, 3단, 4단 압연기- 롤수가 2개, 3개, 4개 ● 회전방향 조절가능한 경우 가역압연기: 2단 가역압연기 ● 12단, 20단 다단압연기: 작동롤과, 지지롤로 구성, 작동롤이 작을수록 압연에 필요한 동력이 작게 소요되고, 얇은 판재를 제조할 수 있다. ● 유성압연기: 여러개의 작은 작동롤이 큰롤 주위에 달려 있다. 생산현장의 압연기: 여러 개의 압연기가 나란히 연속적으로 배치되고, 각각의 압연기를 스탠드(stand)라고 부르며, 압연기 조합의 압뒤에 언코일러와 코일러가 배치된다.
라고 부르며, 압연기 조합의 압뒤에 언코일러와 코일러가 배치된다.")
200
2장 탄성응력과 변형률 F2 2-1 응력의 개념 F3 F1 F’A F’AA A F4 AA F8 면적 A FAA 하중 P FA

201
좌표축방향으로의 응력의 분해 n:면에 수직한 단위벡터 a:응력방향의 단위벡터 x3 n 방향여현(l1, l2, l3) (directional cosine) l1=cos(n, x1)= n•a1 l2=cos(n, x2)= n•a2 l3=cos(n, x3)= n•a3 수선 n의 방향 s s2 s3 s1 x1 x2
= n•a2. l3=cos(n, x3)= n•a3. 수선 n의 방향. s. s2. s3. s1. x1. x2.")
202
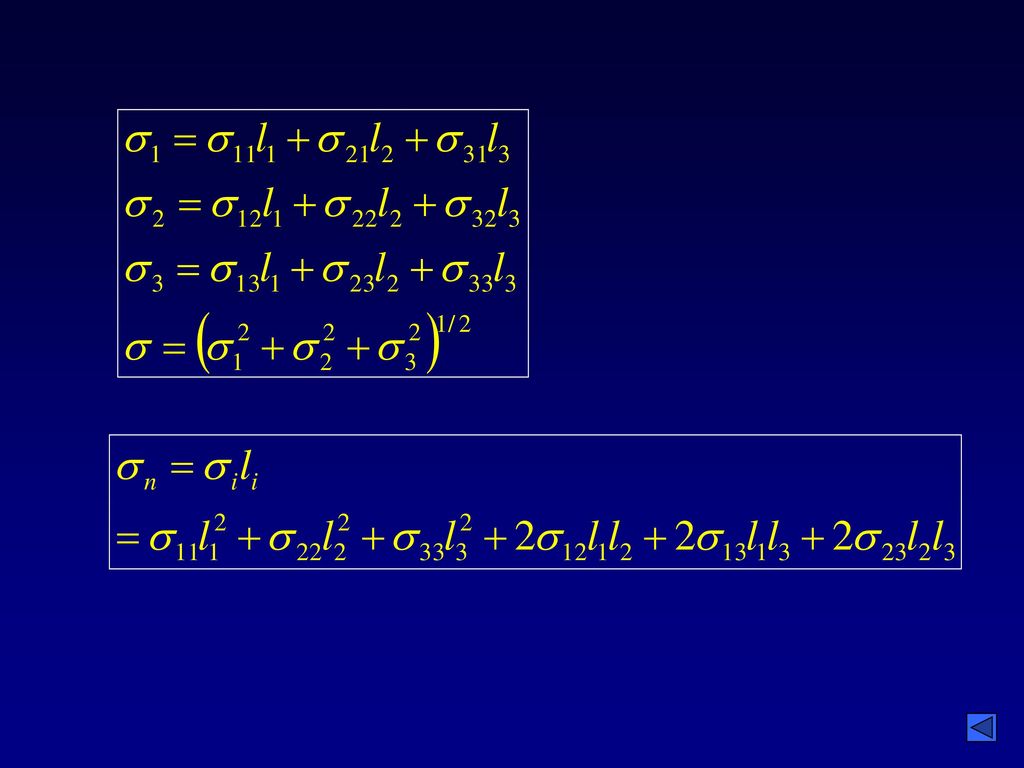
n = 1l1 + 2l2 + 3l3 = ili = (ii - n2)1/2 수직응력과 전단응력
임의의 면에서의 응력은 좌표축에 따라 다음과 같이 표현한다. = a = 1a1 + 2a2 + 3a3 또는 좌표축 대신에 응력면에 수직한 성분과, 평행한 성분으로 표현하기도 한다. 수직성분을 수직응력, 평행한 성분을 전단응력 이라 한다. 수직응력 : 응력과 수직방향 단위벡터의 내적값 n = a·n = 1a1n + 2a2n + 3a3n n = 1l1 + 2l2 + 3l3 = ili 그러므로 전단응력은 t = (2 - n2)1/2 = (12 + 22 + 32 - n2)1/2 = (ii - n2)1/2
1/2 = (12 + 22 + 32 - n2)1/2. = (ii - n2)1/2.")
203
x3 31 33 32 11 13 12 21 23 22 11 13 12 21 23 22 31 33 32 x2 x1

204
x3 x2 x1 11 13 12 21 23 22 31 33 32

205
2-2 응력 텐서 크기가 매우 작아서 그 부피내에서는 균일한 응력이 작용하는
미소 입방체의 각면에 작용하는 응력은 1개의 수직응력과 2개의 전단응력 ij는 xi축에 수직한 면에서 xj축방향으로의 응력을 의미 i=j : 수직응력, ij : 전단응력 입방체의 크기가 0에 접근함에 따라 한점에서의 응력은 응력텐서 ij로 표시할 수 있다. 3개의 수직성분, 6개의 전단성분 인장응력, 압축응력 양의 전단응력과 음의 전단응력

206
힘의 평형 입방체의 평형유지를 위해 힘의 합, 모멘트의 합은 0이어야 한다.
여기에서, ij = ji ,즉, 12 = 21 , 13 = 31 , 23 = 32 그러므로, 응력의 대칭성이 얻어진다.

207
2-3 임의의 면상의 응력벡터 x3 n=(l1, l2, l3) D C P x2 B x1 면적 BCD = A
면적 CPD = A1 = Al1 면적 BPD = A2 = Al2 면적 BPC = A3 = Al3 x3 n=(l1, l2, l3) D 21 23 22 11 13 12 C P 31 33 32 x1 x2 B
 D. 21. 23. 22. 11. 13. 12. C. P. 31. 33. 32. x1. x2. B.")
209
p n=1a1+2a2+3a3 이므로 p n·a1= p l1= 1 인 관계를 이용 2-4 주응력 x3 n
주응력: 응력이 작용하는 면에 전단응력성분이 없는 경우의 응력을 주응력이라 한다. (즉, 작용하는 면에 응력이 수직인 경우) x3 p n=1a1+2a2+3a3 이므로 p n·a1= p l1= 1 인 관계를 이용 1=pl1=11l1+21l2+31l3 =i1li 2=p l2=12l1+22l2+32l3 =i2li 3=p l3=13l1+23l2+33l3 =i3li n 21 23 22 11 13 12 P 31 33 32 x1 x2
 x3. p n=1a1+2a2+3a3 이므로. p n·a1= p l1= 1 인 관계를 이용. 1=pl1=11l1+21l2+31l3 =i1li. 2=p l2=12l1+22l2+32l3 =i2li. 3=p l3=13l1+23l2+33l3 =i3li. n. 21. 23. 22. 11. 13. 12. P. 31. 33. 32. x1. x2.")
210
1=pl1=11l1+21l2+31l3 =i1li 2=p l2=12l1+22l2+32l3 =i2li 3=p l3=13l1+23l2+33l3 =i3li pl1=11l1+21l2+31l3 p l2=12l1+22l2+32l3 p l3=13l1+23l2+33l3 (p-11)l1+21l2+31l3= 0 12l1+ (p- 22 ) l2+32l3= 0 13l1+23l2+ (p- 33 ) l3= 0
l1+21l2+31l3= 0. 12l1+ (p- 22 ) l2+32l3= 0. 13l1+23l2+ (p- 33 ) l3= 0.")
211
I II III : 각각의 주응력을 대입 주응력에 대한 방향코사인을 구한다.
p3 - J1 p2 - J2 p - J3 = 0 J1 =11 +22+33 J2 =-1122-2233-3311+122 +232 +312 J3 =112233+2122331-11232 -22132 -33122 I II III : 각각의 주응력을 대입 주응력에 대한 방향코사인을 구한다. 주응력면: 방향코사인으로 정의되는 면 주응력축, 응력의 주축: 주응력의 방향 최대수직응력, 최소수직응력 J1 , J2 , J3 : 응력의 1차,2차,3차 불변량

212
J2 =-(III+ IIIII+III I) J3 =IIIIII
p3 - J1 p2 - J2 p - J3 = 0 J1 =11 +22+33 J2 =-1122-2233-3311+122 +232 +312 J3 =112233+2122331-11232 -22132 -33122 J1 =I +II+III J2 =-(III+ IIIII+III I) J3 =IIIIII 2차원 응력상태(평면응력상태)이거나 또는 하나의 주응력을 아는 경우, 13=23=0, 33 =III=p 또는 0 이므로
 J3 =IIIIII. 2차원 응력상태(평면응력상태)이거나 또는 하나의 주응력을 아는 경우, 13=23=0, 33 =III=p 또는 0 이므로.")
213
(p-11)l1+21l2+31l3= 0 12l1+ (p- 22 ) l2+32l3= 0 13l1+23l2+ (p- 33 ) l3= 0 (p-11)l1+21l2= 0 12l1+ (p- 22 ) l2= 0 p2 – (11 +22) p +1122-122 = 0
 l2= 0. p2 – (11 +22) p +1122-122 = 0.")
214
p2 – (11 +22) p +1122-122 = 0
 p +1122-122 = 0")
215
(I-11)l1+21l2= 0 l2 12l1+ (I- 22 ) l2= 0 l1
주응력을 다음식에 대입하고 12(l12 - l22)+(22- 11)l1 l2 = 0 l1=cos, l2 =sin (여기에서 는 I 과 x1축이 이루는 각) 을 대입하고 삼각함수 관계식을 이용하면 11 12 21 22 II I
+(22- 11)l1 l2 = 0. l1=cos, l2 =sin (여기에서 는 I 과 x1축이 이루는 각) 을 대입하고. 삼각함수 관계식을 이용하면. 11. 12. 21. 22. II. I. ")




































 죽은 뒤 묘비위에 원기둥에 내접한 구 모형을 만 들어 달라고 저서 : 평면기하에 관한 것 ① 원의 측정 - π 를 계산 하는 고전적인 방법을 처음시도 ② 포물선의 구적법 - 24 개의 명제로 구성,>")
 두 점 사이의 거리 수업 계획 수업 활동.>")

 분석 개요 의사결정을 하는데 있어 사회적 비용과 사회적 편익을 따져 최적대안을 선정하는 기법 공공사업의 비용편익분석은 공동투자행위가 사회 총 후생에 미치는 긍정적 효과와 부정적 효과를 각각 평가, 측정하여 대 안의 비교를 수행하는 분석활동임.>")
 : 기계의 각 부품에 작용하는 외력 (1) 작용 방향에 따른 분류 ① 인장하중 (tensile load), 압축하중 (compressible load)>")


 경우, 따라서 비교회전도 ns가 1000 (m3/min, m, rpm)이상의 경우에 적합한 터보식 펌프이다. ns의 증가에 따라서 회전차내의 유동방향은 반경류형으로부터 사류형, 축류형으로.>")
. 열응력. 응력집중. 비탄성 변형. 잔류응력.>")








>")
