Download presentation
1
표준시간의 설정과 활용 ㈜광성ANV 승 인 지도위원 : 최윤식 핸드폰 :

2
목 차 1. 표준시간의 설정 2. 숙련도의 평가 1. 표준시간의 구성 및 활용 2. 여유시간의 설정 3. 표준시간의 설정기법
목 차 1. 표준시간의 설정 1. 표준시간의 구성 및 활용 2. 여유시간의 설정 3. 표준시간의 설정기법 4. 스톱워치법 5. MODADTS법 2. 숙련도의 평가 1. Rating의 정의 2. 표준속도 3. Leveling법 4. 웨스팅 하우스법 5. 속도 레이팅

3
1...표준시간의 설정 1. 표준시간의 구성 및 활용 가. 표준시간의 정의 1) 표준화된 작업이란? - 표준화된 작업을
- 표준화된 작업을 - 정상적인 숙련도의 작업자가 - 정상적인 작업조건하에서 - 정상적인 작업속도(정신력, 육체적 무리가 없는 속도)로 한단위의 작업을 완수하는데 필요한 시간(공수)이며 - 그 시간에는 필요한 여유가 포함되어 있는 시간을 일컫는다. - 따라서 표준시간을 결정하는데 있어서 ° 작업조건을 설정하고 ° 작업방법을 설정하는게 우선되어야 한다. 1) 표준화된 작업이란? - 규정된 양과 질의 작업 양의 증가가 질적 하락에 의하여 이루어지지 않는 작업방법 - 규정된 작업방법 작업표준서 및 지도서에서 명시된 작업방법
로 한단위의 작업을. 완수하는데 필요한 시간(공수)이며. - 그 시간에는 필요한 여유가 포함되어 있는 시간을 일컫는다. - 따라서 표준시간을 결정하는데 있어서. ° 작업조건을 설정하고. ° 작업방법을 설정하는게 우선되어야 한다. 1) 표준화된 작업이란 - 규정된 양과 질의 작업. 양의 증가가 질적 하락에 의하여 이루어지지 않는 작업방법. - 규정된 작업방법. 작업표준서 및 지도서에서 명시된 작업방법.")
4
2) 정상적인 숙련도란? 3) 정상적인 작업조건이란? 4) 정상적인 작업 PACE란? - 동일작업에 일정수준의 근무 경력자
2) 정상적인 숙련도란? - 동일작업에 일정수준의 근무 경력자 ° 단순작업 : 8개월 수준 ° 복잡작업 : 12개월 수준 ° 정밀작업 : 18개월 수준 - 작업방법에 있어 상당히 정확하게 작업하고 사용 공구 및 설비를 이해하며 취급법을 터득한 사람 3) 정상적인 작업조건이란? - 온도, 조명, 소음, 공구, 설비 등이 표준상태로 확보되어 있거나 보전되어 있는 상태. 4) 정상적인 작업 PACE란? - 유능한 일선감독자에 의하여 장려급제도를 적용하지 않고 작업을 수행하고 있는 작업자의 작업속도 ( 일반적으로 장려급 제도하에서의 평균 장려속도는 정상작업 속도의 1.25배 정도)
 정상적인 숙련도란 - 동일작업에 일정수준의 근무 경력자. ° 단순작업 : 8개월 수준. ° 복잡작업 : 12개월 수준. ° 정밀작업 : 18개월 수준. - 작업방법에 있어 상당히 정확하게 작업하고 사용 공구 및 설비를 이해하며. 취급법을 터득한 사람. 3) 정상적인 작업조건이란 - 온도, 조명, 소음, 공구, 설비 등이 표준상태로 확보되어 있거나 보전되어. 있는 상태. 4) 정상적인 작업 PACE란 - 유능한 일선감독자에 의하여 장려급제도를 적용하지 않고 작업을 수행하고. 있는 작업자의 작업속도. ( 일반적으로 장려급 제도하에서의 평균 장려속도는 정상작업 속도의. 1.25배 정도)")
5
나. 표준시간의 설정목적 - 생산계획의 작성 작업량예측, 소요설비대수 (가동율계산도 포함) 의 예측
- 생산계획의 작성 작업량예측, 소요설비대수 (가동율계산도 포함) 의 예측 소요인원수 (작업계획도 포함) 의 견적 - 작업 일정계획의 작성 작업에 소요되는 시간을 확실하게 하여 작업의 예정을 수립하는데 사용 - 진도의 관리 및 판정 종합적인 작업의 진도를 판정하며 생산성을 측정하고 향상시키는데 사용 - 작업지도의 감독 표준시간을 기초로하여 작업방법, 속도를 지도하고 감독한다. - 여력관리 표준시간을 작업단위별로 집계하여 여력조사, 작업배분 등의 기준으로 한다. - 직장정원의 산정 직장마다 소요에 따른 소요인원을 산정하는데 사용 - 공수견적 작업방법에 따른 소요공수를 견적하는데 사용 - 작업방법의 선택 작업에 적당하다고 생각되는 몇가지 작업방법과 그것을 위한 기준이나 능력을 비교하여 유리한 것을 선택하는데 사용 - 라인 밸런싱 표준시간의 분해와 결합을 통한 유동작업의 편성이나 라인 밸런싱에 사용 - 원가의 계산 표준원가의 자료로 사용
 의 예측. 소요인원수 (작업계획도 포함) 의 견적. - 작업 일정계획의 작성. 작업에 소요되는 시간을 확실하게 하여 작업의 예정을 수립하는데 사용. - 진도의 관리 및 판정. 종합적인 작업의 진도를 판정하며 생산성을 측정하고 향상시키는데 사용. - 작업지도의 감독. 표준시간을 기초로하여 작업방법, 속도를 지도하고 감독한다. - 여력관리. 표준시간을 작업단위별로 집계하여 여력조사, 작업배분 등의 기준으로 한다. - 직장정원의 산정. 직장마다 소요에 따른 소요인원을 산정하는데 사용. - 공수견적. 작업방법에 따른 소요공수를 견적하는데 사용. - 작업방법의 선택. 작업에 적당하다고 생각되는 몇가지 작업방법과 그것을 위한 기준이나 능력을. 비교하여 유리한 것을 선택하는데 사용. - 라인 밸런싱. 표준시간의 분해와 결합을 통한 유동작업의 편성이나 라인 밸런싱에 사용. - 원가의 계산. 표준원가의 자료로 사용.")
6
다. 표준시간의 구성 *구성요소의 설명 표 준 시 간 주 작 업 시 간 준 비 작 업 시 간 정 미 시 간 여 유 시 간
다. 표준시간의 구성 표 준 시 간 주 작 업 시 간 준 비 작 업 시 간 정 미 시 간 여 유 시 간 준비정미시간 준비여유시간 물 적 여 유 인 적 여 유 *구성요소의 설명 ° 주작업시간 : 1단위를 가공, 조립, 변형, 절삭 등을 하는데 필요한 시간 ° 준 비 시 간 : 주작업을 보조할 때 발생하는 시간 ° 정 미 시 간 : 순수하게 작업에 필요한 시간 ° 여 유 시 간 : 작업시간외에 불가피하게 필요한 시간

7
라. 표준시간과 공수 1)공수(工數) 2)공수의 단위 3)표준시간과 공수의 차이
공수란 작업량을 나타내는 단위로서 보편적으로 작업시간을 의미 2)공수의 단위 ° Man - day ( 인 / 일 ) ° Man - Hour ( 인 / 시 ) ° Man - minute ( 인 / 분 ) 3)표준시간과 공수의 차이 - 표준시간 규정된 작업조건하에서 규정된 작업방법으로 평균숙련과 기능의 작업자가 적당 속도로 규정된 질의 제품 1단위를 생산하는데 소요되는 시간 - 공 수 사람이나 기계가 할 수 있는, 또는 한 일의 양을 수치로 표시한 것으로서 가감 승제의 처리가 가능하다 예)한사람의 작업자가 어떤 단위작업을 8 시간에 걸쳐 작업을 수행할 경우 1 man × 8 hours = 8 M / H = 8 × 60 M / M = M / M
공수의 단위. ° Man - day ( 인 / 일 ) ° Man - Hour ( 인 / 시 ) ° Man - minute ( 인 / 분 ) 3)표준시간과 공수의 차이. - 표준시간. 규정된 작업조건하에서 규정된 작업방법으로 평균숙련과 기능의 작업자가 적당. 속도로 규정된 질의 제품 1단위를 생산하는데 소요되는 시간. - 공 수. 사람이나 기계가 할 수 있는, 또는 한 일의 양을 수치로 표시한 것으로서 가감. 승제의 처리가 가능하다. 예)한사람의 작업자가 어떤 단위작업을 8 시간에 걸쳐 작업을 수행할 경우. 1 man × 8 hours = 8 M / H. = 8 × 60 M / M = 480 M / M.")
8
4) 사용공수의 유형 가) 재적공수 : 재적인원에 대한 공수 재적공수 = 재적인원 × 정상작업시간
4) 사용공수의 유형 가) 재적공수 : 재적인원에 대한 공수 재적공수 = 재적인원 × 정상작업시간 나) 휴업공수 : 재적인원중 실제로 작업에 투입되지 않은 인원에 대한 공수 (결근, 휴가, 출장, 지원감 등) 휴업공수 = 해당인원 × 정상작업시간 다) 취업공수 : 실제로 작업에 투입된 인원에 대한 공수 취업공수 = 재적공수 - 휴업공수 라) 추가공수 : 취업공수 이외에 추가로 작업한 공수 (잔업, 특근, 지원받음 등) 추가공수 = 해당인원 × 해당시간 마) 작업공수 : 작업에 투입한 총공수 작업공수 = 취업공수 + 추가공수 바) 유실공수 : 작업자 책임이 아닌 LOSS공수로서 표준시간 설정시 여유시간에 포함되지 않은 공수 - 지각, 조회, 외출 기계고장 - 회의, 교육, 조회 불량재작업 - 공정 불균형 자재품절, 불량 기타 사) 실동공수 : 작업공수에서 유실공수를 제외한 공수로서 작업에 실제적으로 투입된 공수 실동공수 = 작업공수 - 유실공수
 사용공수의 유형. 가) 재적공수 : 재적인원에 대한 공수. 재적공수 = 재적인원 × 정상작업시간. 나) 휴업공수 : 재적인원중 실제로 작업에 투입되지 않은 인원에 대한 공수 (결근, 휴가, 출장, 지원감 등) 휴업공수 = 해당인원 × 정상작업시간. 다) 취업공수 : 실제로 작업에 투입된 인원에 대한 공수. 취업공수 = 재적공수 - 휴업공수. 라) 추가공수 : 취업공수 이외에 추가로 작업한 공수 (잔업, 특근, 지원받음 등) 추가공수 = 해당인원 × 해당시간. 마) 작업공수 : 작업에 투입한 총공수. 작업공수 = 취업공수 + 추가공수. 바) 유실공수 : 작업자 책임이 아닌 LOSS공수로서 표준시간 설정시 여유시간에 포함되지 않은 공수. - 지각, 조회, 외출 - 기계고장. - 회의, 교육, 조회 - 불량재작업. - 공정 불균형 -자재품절, 불량 - 기타. 사) 실동공수 : 작업공수에서 유실공수를 제외한 공수로서 작업에 실제적으로 투입된 공수. 실동공수 = 작업공수 - 유실공수.")
9
5) 사용공수의 구조 종 합 능 률 실 동 율 작 업 공 수 ( 재적공수 – 휴업공수 + 추가공수 ) 작 업 실 동 공 수
아) 표준공수 : 소정의 생산량에 투입된 표준시간의 합계 표준공수 = ∑ (기종별 S/T × 생산량) 5) 사용공수의 구조 종 합 능 률 실 동 율 작 업 공 수 ( 재적공수 – 휴업공수 + 추가공수 ) 작 업 실 동 공 수 ( 작업공수 – 유실공수 ) 관리감독자 책임손실공수 ( 유실공수 ) 표 준 공 수 ( S/T × 생산량 ) 작 업 자
 표준공수 : 소정의 생산량에 투입된 표준시간의 합계. 표준공수 = ∑ (기종별 S/T × 생산량) 5) 사용공수의 구조. 종. 합. 능. 률. 실. 동. 율. 작 업 공 수. ( 재적공수 – 휴업공수 + 추가공수 ) 작. 업. 실 동 공 수. ( 작업공수 – 유실공수 ) 관리감독자. 책임손실공수. ( 유실공수 ) 표 준 공 수. ( S/T × 생산량 ) 작 업 자.")
10
마. 표준시간의 설정절차 작 업 ( 공 정 ) 선 정 현 황 파 악 간 단 한 개 선 요소작업분석표 작업유형분류
마. 표준시간의 설정절차 작 업 ( 공 정 ) 선 정 현 황 파 악 ° 과거자료 검토 (시간치 중심) ° 치공구 조사 ° 작업력 조사 ° 작업환경 조사 ° 사용부품 조사 ° 작업자 선택 ° 작업자 대화 간 단 한 개 선 요소작업분석표 작업유형분류 요소작업 구분 및 분석 미 세 동 작 분 석 분 석 기 법 결 정 VTR 촬 영 묵시관찰 동작분석표 MODAPTS 법 분석단위로 동작기재 문 제 점 정 량 화 작 업 · 동 작 개 선 제 약 조 건 고 려 표 준 작 업 설 정 표 준 작 업 서 작 업 자 평 가 정 미 시 간 산 출 스톱워치법 P.T.S 법 여 유 율 산 정 표 준 시 간 설 정
 선 정. 현 황 파 악. ° 과거자료 검토. (시간치 중심) ° 치공구 조사. ° 작업력 조사. ° 작업환경 조사. ° 사용부품 조사. ° 작업자 선택. ° 작업자 대화. 간 단 한 개 선. 요소작업분석표. 작업유형분류. 요소작업 구분 및 분석. 미 세 동 작 분 석. 분 석 기 법 결 정. VTR 촬 영. 묵시관찰. 동작분석표. MODAPTS 법. 분석단위로 동작기재. 문 제 점 정 량 화. 작 업 · 동 작 개 선. 제 약 조 건 고 려. 표 준 작 업 설 정. 표 준 작 업 서. 작 업 자 평 가. 정 미 시 간 산 출. 스톱워치법. P.T.S 법. 여 유 율 산 정. 표 준 시 간 설 정.")
11
2. 여유시간의 산정 가. 여유시간의 종류 나. 여유율의 형태 (1) 일반여유 (2) 특수여유 (3) 장려여유
2. 여유시간의 산정 가. 여유시간의 종류 (1) 일반여유 - 용무여유 (Personal Allowance) 인간의 생리적, 심리적 요구에 의해 주어지는 여유 (용변, 물마시기, 땀닦기 등) - 피로여유 (Fatigue Allowance) 작업상의 피로를 보상하기 위한 여유 - 관리여유 직장(현장) 관리상 필요하거나 관리상의 불비에 의하여 발생하는 작업상의 지연을 보상하기 위한 여유 - 작업여유 작업을 수행하는 과정에서 불규칙적으로 발생하여 정미시간에는 포함할 수 없는 작업시간을 보상하기 위한 여유 (2) 특수여유 - 기계간섭여유 - 조여유 - 소LOT여유 - 장사이클여유 (3) 장려여유 나. 여유율의 형태 - 표준시간 = 정미시간 ( 1 + 여유율 ) - 표준시간 = 정미시간 + 여유시간
 일반여유. - 용무여유 (Personal Allowance) 인간의 생리적, 심리적 요구에 의해 주어지는 여유 (용변, 물마시기, 땀닦기 등) - 피로여유 (Fatigue Allowance) 작업상의 피로를 보상하기 위한 여유. - 관리여유. 직장(현장) 관리상 필요하거나 관리상의 불비에 의하여 발생하는 작업상의. 지연을 보상하기 위한 여유. - 작업여유. 작업을 수행하는 과정에서 불규칙적으로 발생하여 정미시간에는 포함할 수. 없는 작업시간을 보상하기 위한 여유. (2) 특수여유. - 기계간섭여유. - 조여유. - 소LOT여유. - 장사이클여유. (3) 장려여유. 나. 여유율의 형태. - 표준시간 = 정미시간 ( 1 + 여유율 ) - 표준시간 = 정미시간 + 여유시간.")
12
3. 표준시간의 설정기법 가. 표준시간 설정기법의 비교 항목 기법 시간연구 PTS 워어크 샘플링 스톱워치 촬영기
(MODAPTS) 워어크 샘플링 스톱워치 촬영기 분석자의 필요기술 측정법 동작분석 통 계 지 식 용 구 영사기 필 름 저울, 자 - 소요시간 적 다 많 다 여러가지 라인감독자의 의지에 의하여 수치가 좌우되는가 때로는 좌우된다 안된다 된 다 상세한 표준이 되는가 레이팅의 필요성 있 다 없 다 여유율가산의 필요성 수치의 일관성 양 호 우 수 최 상 종업원에 대한 심리적 영향 좋지않다 대체로 좋 다 장려급에 대한 유용성
 워어크. 샘플링. 스톱워치. 촬영기. 분석자의 필요기술. 측정법. 동작분석. 통 계. 지 식. 용 구. 영사기. 필 름. 저울, 자. - 소요시간. 적 다. 많 다. 여러가지. 라인감독자의 의지에 의하여 수치가 좌우되는가. 때로는. 좌우된다. 안된다. 된 다. 상세한 표준이 되는가. 레이팅의 필요성. 있 다. 없 다. 여유율가산의 필요성. 수치의 일관성. 양 호. 우 수. 최 상. 종업원에 대한 심리적 영향. 좋지않다. 대체로. 좋 다. 장려급에 대한 유용성.")
13
나. P.T.S 법의 정의 - P.T.S (Predetermined Time Standards) 법은 ° 사람의 작업 또는 방법을 분석하고 ° 그 작업에 대한 정해진 (Predetermined) 기초시간치 (Time Standards)를 사용하여 ° 작업의 정미시간을 구하는 방법이다. 다. 표준시간의 활용실태 원가계산 작업일정계획 생산계획 원가견적 및 외주단가견적 효율관리 공정계획 생산방식의 선택 예산관리 장려급 기타 50 100 67 67 62 55 54 44 44 35 4 2

14
라. 표준시간의 설정자 * 일본 기업의 88년 통계자료

15
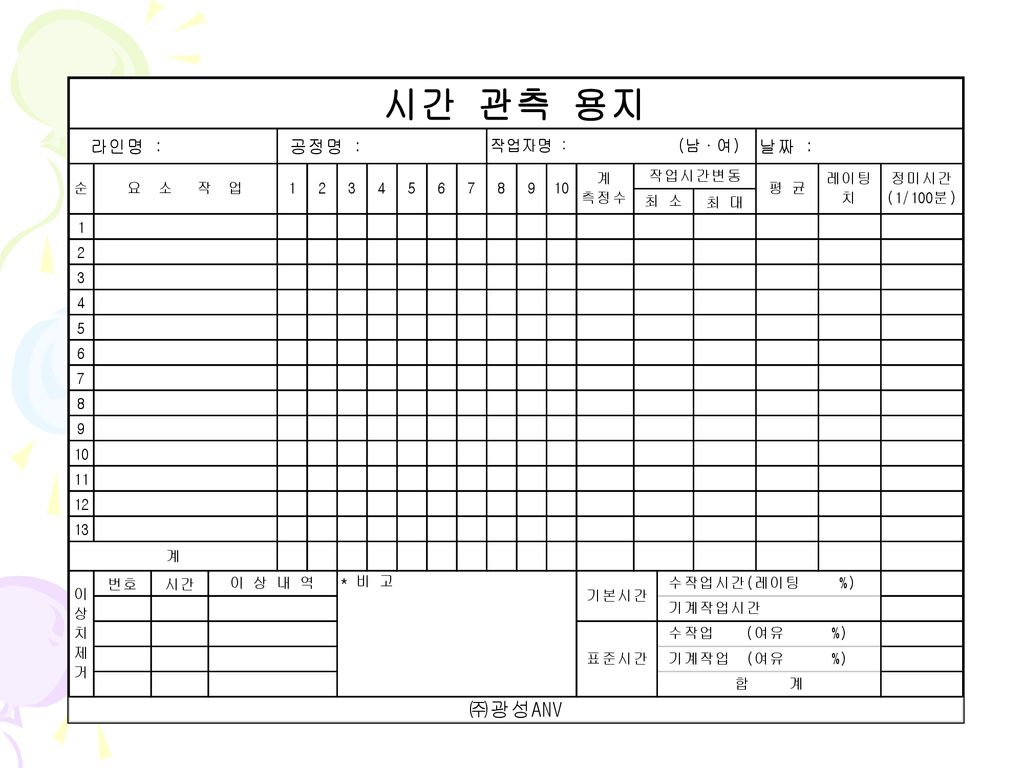
4. 스톱워치법 가. 개요 스톱워치(Stop watch)법이란 직접시간 분석법중의 하나로서 관측대상자를 직접 관찰하여 스톱워치를 이용하여 작업시간을 측정하는 방법이다. 측정된 작업시간은 관측 대상자를 평 가하는 레이팅(Rating)계수치를 부과하여 정미시간으로 산출된다. 나. 시간관측의 순서 1. 기초자료의 수집과 정리 ° 레이아웃(Layaou) 공정도. 설비 및 치공구리스트(LIST) 2. 요소작업의 분류 ° 명칭 및 약어의 통일 ° 요소작업의 길이 ° 시간관측의 시점 ° 작업의 특성 (작어자통제시간 : 기계통제시간 : 공동작업) 3. 요소작업의 순서 결정 ° 요소작업명 및 내용 ° 작업자 ° 작업의 시작과 종료시점 ° 설비, 재료 및 치공구 4. 관측의 준비 ° 스톱워치(1/60분, 1/100분) ° 관측판 ° 관측용지 ° 관측회수결정 5. 관측실시 ° 시간관측치(REAL TIME) ° 레이팅 치 ° 이상치 표시 6. 관측치 정리 ° 시간관측치(TACT ?TIME)평균 ° 이상치 제거 ° 정미시간 계산 관측치 × 레이팅치 기순수행도(100) 관측치 × (1 + 레벨링Factor ) 7. 여유율 산정 ° 인적여유는 여유율 표에서 적용할 여유율을 구한다. ° 인적여유 이외의 여유는 워크샘플링을 실시하여 구한다. 8. 표준시간 설정 표준시간 = 정미시간 ( 1 + 여유율 )
계수치를 부과하여 정미시간으로 산출된다. 나. 시간관측의 순서. 1. 기초자료의 수집과 정리. ° 레이아웃(Layaou) 공정도. 설비 및 치공구리스트(LIST) 2. 요소작업의 분류. ° 명칭 및 약어의 통일. ° 요소작업의 길이. ° 시간관측의 시점. ° 작업의 특성 (작어자통제시간 : 기계통제시간 : 공동작업) 3. 요소작업의 순서 결정. ° 요소작업명 및 내용 ° 작업자. ° 작업의 시작과 종료시점 ° 설비, 재료 및 치공구. 4. 관측의 준비. ° 스톱워치(1/60분, 1/100분) ° 관측판. ° 관측용지 ° 관측회수결정. 5. 관측실시. ° 시간관측치(REAL TIME) ° 레이팅 치 ° 이상치 표시. 6. 관측치 정리. ° 시간관측치(TACT TIME)평균. ° 이상치 제거. ° 정미시간 계산 관측치 × 레이팅치. 기순수행도(100) 관측치 × (1 + 레벨링Factor ) 7. 여유율 산정. ° 인적여유는 여유율 표에서 적용할 여유율을 구한다. ° 인적여유 이외의 여유는 워크샘플링을 실시하여 구한다. 8. 표준시간 설정. 표준시간 = 정미시간 ( 1 + 여유율 )")
17
다. 주요 순서의 구체적인 방법 (1) 요소작업으로 분할한다. 시간관측이란 요소작업 단위에 의한 소요시간을 측정하는 것이다.
1개의 작업을 분해할 때 분해요령을 예를 통해 설명하면 다음과 같다. (예) 『 의자에서 일어나, 흑판으로 가서, 분필을 잡고, 글씨를 쓰고, 분필을 놓고, 제자리에 와서, 의자에 앉아서 쉰다. 』 이와 같은 작업을 세밀히 분석해 보면… 작 업 의 분 해 요 소 작 업 관 측 포 인 트 ① 의자에서 일어선다 ② 흑판으로 간다 ③ 분필을 잡는다 ④ 글씨를 쓴다 ⑤ 분필을 놓는다 ⑥ 의자로 돌아온다 ⑦ 의자에 앉는다 ⑧ 앉아서 쉰다 ① 흑판으로 간다 ② 글씨를 쓴다 ③ 의자로 돌아온다 ④ 의자에 앉아쉰다 분필을 잡는 순간 흑판에서 손을떼는 순간 의자에 히프가 닿는순간 의자에서 일어나려는 순간
 『 의자에서 일어나, 흑판으로 가서, 분필을 잡고, 글씨를 쓰고, 분필을 놓고, 제자리에 와서, 의자에 앉아서 쉰다. 』 이와 같은 작업을 세밀히 분석해 보면… 작 업 의 분 해. 요 소 작 업. 관 측 포 인 트. ① 의자에서 일어선다. ② 흑판으로 간다. ③ 분필을 잡는다. ④ 글씨를 쓴다. ⑤ 분필을 놓는다. ⑥ 의자로 돌아온다. ⑦ 의자에 앉는다. ⑧ 앉아서 쉰다. ① 흑판으로 간다. ② 글씨를 쓴다. ③ 의자로 돌아온다. ④ 의자에 앉아쉰다. 분필을 잡는 순간. 흑판에서 손을떼는 순간. 의자에 히프가 닿는순간. 의자에서 일어나려는 순간.")
18
(2) 스톱·워치 읽는 방법 그림으로 설명하면 다음과 같다 관측시점 의자 에서 일어 난다 분필 을 잡는 다 손 뗀 에 앉는
① 흑판으로 간다 ② 글씨를 쓴다 ③ 의자로 돌아온다 ④ 의자에 앉아쉰다 표시된 시점에서 스톱 · 워치의 시간을 읽는다. ①~④는 요소작업 이상 요소작업의 분할시 간단한 예를 통해 설명한 것을 간략히 정리해보면 다음과 같다. 요소작업 분할시 포인트 요소작업의 시간은 3초 이상이 좋다. 관측이 용이한 관측시점을 잡는다. 요소작업의 관측점은 그 작업이 끝난 순간으로 한다. 작업내용, 작업특성에 따라 분할한다. (2) 스톱·워치 읽는 방법 일반적으로 시간관측 방법에는 다음 4가지가 있다. (가) 계속법(Continuous timing) - 스톱·워치를 정리하지 않고, 요소작업에 따른 시간을 읽는 방법
 스톱·워치 읽는 방법. 일반적으로 시간관측 방법에는 다음 4가지가 있다. (가) 계속법(Continuous timing) - 스톱·워치를 정리하지 않고, 요소작업에 따른 시간을 읽는 방법.")
19
관 측 요 령 (나) 반복법 ( Repetitive timing )
- 1개의 요소작업에 따라 시간을 읽고, 다시 시침을 ‘ 0 ’으로 환원시켜 다음 요소작업의 시간을 읽는 방법 - 조려법(Snapback Method)이라고도 한다. (다) 순환법 ( Cycle timing ) - 목적의 요소작업이 너무 짧아 개별적으로는 측정할 수 없을 때 몇 개의 다른 요소작업과 조합한 시간치를 산출하는 방법 (라) 경과시간법 - 요소작업을 분할하지 않고, 작업개시에 시계를 동작시키고, 종료시 시계를 정지시켜 시간을 읽는 방법 (3) 동작을 보고 시간을 기입한다. “ 동작을 보며 시간을 읽고 관측용지에 기입한다 “ 라는 3가지 활동을 순간적 으로 동시에 한다는 것은 상당한 숙달을 요한다. 따라서 다음 요령에 따라 관측시간을 기입한다. 관 측 요 령 ① 눈·시계·작업이 일직선을 이루도록 자세를 취한다 ② 눈은 대체로 시계를 보고 있으며, 작업자는 시야에만 넣어주고 그 동작을 어렴풋이 파악한다. ③ 필기구는 미리 기입하고자 하는 곳에 맞추어 두었다가 용지를 보지 않고 일정한 방향으로 기입해 나간다. ④ 한 사이클이 끝났으면 용지를 보고 다음에 기입할 위치에 필기구의 위치를 맞추어 놓고 다시 시계를 본다. ⑤ ①~④의 순서를 반복한다.
이라고도 한다. (다) 순환법 ( Cycle timing ) - 목적의 요소작업이 너무 짧아 개별적으로는 측정할 수 없을 때 몇 개의 다른. 요소작업과 조합한 시간치를 산출하는 방법. (라) 경과시간법. - 요소작업을 분할하지 않고, 작업개시에 시계를 동작시키고, 종료시 시계를. 정지시켜 시간을 읽는 방법. (3) 동작을 보고 시간을 기입한다. 동작을 보며 시간을 읽고 관측용지에 기입한다 라는 3가지 활동을 순간적. 으로 동시에 한다는 것은 상당한 숙달을 요한다. 따라서 다음 요령에 따라. 관측시간을 기입한다. 관 측 요 령. ① 눈·시계·작업이 일직선을 이루도록 자세를 취한다. ② 눈은 대체로 시계를 보고 있으며, 작업자는 시야에만 넣어주고 그 동작을. 어렴풋이 파악한다. ③ 필기구는 미리 기입하고자 하는 곳에 맞추어 두었다가 용지를 보지 않고. 일정한 방향으로 기입해 나간다. ④ 한 사이클이 끝났으면 용지를 보고 다음에 기입할 위치에 필기구의 위치를. 맞추어 놓고 다시 시계를 본다. ⑤ ①~④의 순서를 반복한다.")
20
(4) 관측회수의 결정 (가) 관측치의 표준편차에 의하여 구하는 방법 통계적인 과정에서 볼 때, 측정결과의 신뢰도는 샘플의 크기, 즉 관측회수에 따라서 좌우된다. 따라서 관측회수의 결정에 앞서 목표로 하는 신뢰도 및 정도 (오차)가 미리 결정되어야 한다. 목표로 하는 신뢰도와 정도가 주어지면 다음의 식으로 필요한 관측회수를 산정 할 수 있다. N′ = K / S √ N· ∑ X ² - ( ∑ X ) ² 2 ∑X N′ : 필요한 관측회수 N : 실제 측정한 관측회수 X : 각 요소작업에 대하여 측정한 개개의 시간치 K : 신뢰도에 따른 기대치 S : 정도 (오차)
가 미리 결정되어야 한다. 목표로 하는 신뢰도와 정도가 주어지면 다음의 식으로 필요한 관측회수를 산정. 할 수 있다. N′ = K / S √ N· ∑ X ² - ( ∑ X ) ² 2. ∑X. N′ : 필요한 관측회수. N : 실제 측정한 관측회수. X : 각 요소작업에 대하여 측정한 개개의 시간치. K : 신뢰도에 따른 기대치. S : 정도 (오차)")
21
(나)관측치의 범위에 의해 구하는 방법 R / X n = 5 n = 10 0.10 0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.26 0.28 0.30 0.32 0.34 0.36 0.38 0.40 3 4 6 8 10 12 14 17 20 23 27 30 34 38 43 47 2 7 11 13 15 22 24 0.42 0.44 0.46 0.48 0.50 0.52 0.54 0.56 0.58 0.60 0.62 0.64 0.66 0.68 0.70 52 57 63 68 74 80 86 93 100 107 114 121 129 137 145 33 36 39 42 46 49 53 61 65 69 78 83 0.72 0.74 0.76 0.78 0.80 0.82 0.84 0.86 0.88 0.90 0.92 0.94 0.96 0.98 1.00 153 162 171 180 190 199 209 218 229 239 250 261 273 284 296 88 98 103 108 113 119 125 131 138 143 149 156 169 정도를 ±10%로 하였을 시는 상기표의 관측회수를 1 / 4로 하여 사용한다. 관측회수의 목표를 정한다는 의미에서 관측치의 최대를 H , 최소를 L 이라고 하여 X 의 대신에 ½(H+L), R 대신에 (H-L) 를 사용한다
, R 대신에 (H-L) 를 사용한다.")
22
5. MODAPTS법 가.개요 (1) MODAPTS법의 정의 (2) MODAPTS법의 종류 (3) MODAPTS법의 용도
MODULAR ARRANGEMENT OF PREDETERMINED TIME STANDARD 의 약자로서 인간의 모든 동작을 신체 각 부분의 동작에 따른 거리의 비로 나타내어 시간 DATA 카드에 따라 정미시간을 구하는 방법이다. (2) MODAPTS법의 종류 가. BASIC MODAPTS 나. OFFICE MODAPTS 다. TRANSIT MODAPTS 라. WORK ABILITY 마. MODAPTS ASSESSMENT (3) MODAPTS법의 용도 가. 작업설계 나. 작업개선 및 훈련 다. 표준시간 설정 라. 작업방법 개선 마. 생산 개시전의 작업 방법설계 바. 제품 및 설비치공구 설계 사. 기계장치의 선택 아. 분임조활동, 개선 제안의 효과파악
 MODAPTS법의 종류. 가. BASIC MODAPTS. 나. OFFICE MODAPTS. 다. TRANSIT MODAPTS. 라. WORK ABILITY. 마. MODAPTS ASSESSMENT. (3) MODAPTS법의 용도. 가. 작업설계. 나. 작업개선 및 훈련. 다. 표준시간 설정. 라. 작업방법 개선. 마. 생산 개시전의 작업 방법설계. 바. 제품 및 설비치공구 설계. 사. 기계장치의 선택. 아. 분임조활동, 개선 제안의 효과파악.")
23
나.특징 (1)MODAPTS법의 효과 관리를 한다는 것은 표준을 정하여 그것에 대해 높다든가 낮다든가 또는 좋다, 나쁘다라는
것을 정량적으로 비교하는 것이며, 따라서 산업계에서는 작업시간에 대하여 표준시간이 정해져 있다. 이 표준시간을 설정하기 위해서는 상당한 시간과 비용이 소비되며 특히 미세법을 사용할 경우는 더욱 심하다. 한편 현대는 다품종 소량생산의 추세가 있어 생산량이 적고 작업의 성질상 동작에 있어 엄밀하게는 동일 동작이 반복되지 않는 작업도 있다. 그러므로 미세법에 의한 표준시간설정은 경제적이라고 볼 수 없다. 현재 많은 양산작업에 대해서 이미 작업 내용이 변한 상태인데 표준시간의 개정이 따라가지 못하는 현상이 일어 나고 있다. 이 같은 때에 분석도 간단하고 실용정도를 갖춘 MODAPTS법은 매우 효과가 있다고 본다. 표준시간 = 정미시간 + 여유시간 ▶ 정미시간 = 각종 PTS법에 의해 또는 실제시간을 레이팅(Rating)법에 의해 구한다. ▶ 여유시간 = W.S 법 그밖의 방법에 의해 구한다. 인간의 동작과 동작시간은 유사성과 상이성의 조화를 갖고 있다. 육체적 동작을 주체로 하는 동작시간에 대해서 인간은 비교적 유사한 성질을 갖고 있다. 그렇기 때문에 PTS법 이 성립되는 것이지만 동시에 컨베이어 작업이라 해도 그 작업이 매회마다 똑같은 패턴 의 동작을 하고 있는 것이 아니고 3~5㎝정도의 동작거리와 사용영역을 바꾸는 것으로 동작시간의 변화도 발생하는 것이다.
법에 의해 구한다. ▶ 여유시간 = W.S 법 그밖의 방법에 의해 구한다. 인간의 동작과 동작시간은 유사성과 상이성의 조화를 갖고 있다. 육체적 동작을 주체로. 하는 동작시간에 대해서 인간은 비교적 유사한 성질을 갖고 있다. 그렇기 때문에 PTS법. 이 성립되는 것이지만 동시에 컨베이어 작업이라 해도 그 작업이 매회마다 똑같은 패턴. 의 동작을 하고 있는 것이 아니고 3~5㎝정도의 동작거리와 사용영역을 바꾸는 것으로. 동작시간의 변화도 발생하는 것이다.")
24
이것은 미세법과 같이 1㎝씩 나누어 분석하고 있어도 그 동작거리의 정확도가 있다고
볼 수 없으므로 이용하는 입장에서 정도가 높고 사용이 간편한 PTS법에 의하면 된다. 문제는 오히려 사용하고 있는 PTS법의 이해의 정도와 숙달되지 않는 작업을 분석하는 경우 분석자의 과오로서 숙달여부에 따라 변화하는 동작으로 예측하는 실수등이 많은 데 있다. (가)MODAPTS법의 시간치는 신체 각 부분의 동작의 비로서 시간치를 나타낸다. 즉 한사람의 인간(Human Frame)을 선택하여 그 신체 각 부분의 동작시간의 비를 구 하면 누구라도 뜻밖이라 할 만큼 유사한 수치를 나타낸다. 이것이 바로 MODAPTS법이 간단한 시간치로 표시가 가능한 이유이다. 이밖에 PTS법은 1 만분의 1 분 단위나 10 만분의 1 시간 단위로 동작 시간을 나타내 기 위해 나머지가 생기거나 큰 수치로 묶어 합쳐질 때도 있다. 예를 들면 손이 느린 사람도 있고 손이 빠른 사람도 있을 때 「 최대속도 동작시간 / 정상속도 동작시간 」 의 비는 보다 더 비슷하며, 실험 결과에 따라 다음과 같은 수치가 나왔다. 내 용 비 손의 이동 ( 장애물이 없는 ) 0.57 손의 이동 ( 장애물의 높이가 10~30㎝ ) 0.59 상체의 구부림 ( 왕복운동 ) 0.51 허리와 무릎을 구부린다 ( 왕복운동 ) 0.47 앉고 일어서기 ( 왕복운동 )
MODAPTS법의 시간치는 신체 각 부분의 동작의 비로서 시간치를 나타낸다. 즉 한사람의 인간(Human Frame)을 선택하여 그 신체 각 부분의 동작시간의 비를 구. 하면 누구라도 뜻밖이라 할 만큼 유사한 수치를 나타낸다. 이것이 바로 MODAPTS법이 간단한 시간치로 표시가 가능한 이유이다. 이밖에 PTS법은 1 만분의 1 분 단위나 10 만분의 1 시간 단위로 동작 시간을 나타내. 기 위해 나머지가 생기거나 큰 수치로 묶어 합쳐질 때도 있다. 예를 들면 손이 느린. 사람도 있고 손이 빠른 사람도 있을 때 「 최대속도 동작시간 / 정상속도 동작시간 」 의 비는 보다 더 비슷하며, 실험 결과에 따라 다음과 같은 수치가 나왔다. 내 용. 비. 손의 이동 ( 장애물이 없는 ) 손의 이동 ( 장애물의 높이가 10~30㎝ ) 상체의 구부림 ( 왕복운동 ) 허리와 무릎을 구부린다 ( 왕복운동 ) 앉고 일어서기 ( 왕복운동 )")
25
(나)동작시간의 비는 손가락의 평균적인 움직임(약 2.5㎝)의 소요시간을 최소단위로
하고 다른 동작시간은 손가락의 동작시간의 몇배에 해당하는지를 정수배의 수치 로 표시하고 있다. 그 단위는 MODULAR로부터 나온 MOD로 나타내며 다음에 따라 시간치를 환산한다. ( MOD치를 보통시간으로 환산하는 경우 ) ▶ 1MOD = 초 = 분 → 최소경제 에너지 속도로서 MODAPTS법에서는 이 시간치를 정상치(Normal Level)로 한다. = 0.1초 → 숙련자의 속도, 능률급의 속도 (High Level 125 Rate Pace) = 1 / 7초 = 0.143초 → 피로회복의 여유 10 ¾%를 포함한 수치 = 2/1000분 = 0.12초 → Normal Level에 대해서 8% 빠른 수치 (다) MODAPTS법에는 동작분류 기호의 번호와 시간치를 일치시켜 동작기호 및 그밖의 숫자 즉 시간치를 구하여 표시하고 있다. 따라서 동작의 수와 시간치의 수가 21개 있다. 이것들로부터 기존의 PTS법 보다 훨씬 간단하게 시간치를 구할 수 있다. 동 작 동작기호 시간치(Time Values) 손가락의 동작 손의 동작 앞팔의 동작 어깨의 동작 구부리고 펴는 팔의 동작 M 1 M 2 M 3 M 4 M 5 1 MOD 2 MOD 3 MOD 4 MOD 5 MOD
 ▶ 1MOD = 0.129초. = 분 → 최소경제 에너지 속도로서 MODAPTS법에서는. 이 시간치를 정상치(Normal Level)로 한다. = 0.1초 → 숙련자의 속도, 능률급의 속도. (High Level 125 Rate Pace) = 1 / 7초 = 0.143초 → 피로회복의 여유 10 ¾%를 포함한 수치. = 2/1000분 = 0.12초 → Normal Level에 대해서 8% 빠른 수치. (다) MODAPTS법에는 동작분류 기호의 번호와 시간치를 일치시켜 동작기호 및. 그밖의 숫자 즉 시간치를 구하여 표시하고 있다. 따라서 동작의 수와 시간치의 수가 21개 있다. 이것들로부터 기존의 PTS법. 보다 훨씬 간단하게 시간치를 구할 수 있다. 동 작. 동작기호. 시간치(Time Values) 손가락의 동작. 손의 동작. 앞팔의 동작. 어깨의 동작. 구부리고 펴는 팔의 동작. M 1. M 2. M 3. M 4. M 5. 1 MOD. 2 MOD. 3 MOD. 4 MOD. 5 MOD.")
26
(라) MODAPTS 에서 기본 동작의 싸이클에 대해서는 동작기호를 숫자식 기로
로도 표시하고 있다. (그러나 원칙으로 MG. MP 의 기본동작에 한한다) 공장에서의 동작의 90%는 상체를 주로 사용하는 동작이고 또 그 대부분은 기본동작 및 그것의 변형 동작이다. 따라서 MODAPTS법에서 손동작의 기본동작은 이동동작 ( Movement Activities=M ) 과 종국동작 ( Terminal Activities=G와 P ) 의 2종류로 조합되어 있다. 예를 들면 M3 G1 M3 P0 동작으로 표시된 것을 알파벳을 빼고 3130 으로 간단하게 표시하고 시간치는 = 7 (MOD) 가 된다.
 공장에서의 동작의 90%는 상체를 주로 사용하는 동작이고 또 그 대부분은. 기본동작 및 그것의 변형 동작이다. 따라서 MODAPTS법에서 손동작의. 기본동작은 이동동작 ( Movement Activities=M ) 과 종국동작 ( Terminal. Activities=G와 P ) 의 2종류로 조합되어 있다. 예를 들면 M3 G1 M3 P0 동작으로 표시된 것을 알파벳을 빼고 으로 간단하게 표시하고 시간치는 = 7 (MOD) 가 된다.")
27
MODAPTS 동작시간 일람표 구 분 항 목 분 석 약 도 기 본 동 작 ( 상 체 동 작 ) 이 동 동 작 (Movement
구 분 항 목 분 석 약 도 기 본 동 작 ( 상 체 동 작 ) 이 동 동 작 (Movement Activities : M) 손가락M1 손 M2 앞 팔 M3 윗 팔 M4 어 깨 M5 종 국 동 작 (Terminal Activities) 쥐 기 (Get) 접촉쥐기 (G0) 단순쥐기 (G1) 복잡쥐기 (G3)
 이 동 동 작. (Movement. Activities : M) 손가락M1. 손 M2. 앞 팔 M3. 윗 팔 M4. 어 깨 M5. 종 국 동 작. (Terminal. Activities) 쥐 기. (Get) 접촉쥐기. (G0) 단순쥐기. (G1) 복잡쥐기. (G3)")
28
구 분 항 목 분 석 약 도 기 본 동 작 ( 손 의 이 동 ) 종 국 동 작 놓 기 (Put) 접촉놓기 (간단한 놓기) P0 요주의 P2 조합형 P5 몸 통 동 작 (하지동체동작) 발 동 작 ( Foot ) 보 행 ( Walk ) 몸통구부리기 ( BEND ) 허리구부리기 앉았다 일어서기 ( Sit and stand ) Pedal 동작 F3 한걸음 W5 수직동작 (왕복운동) B17 왕복운동 S30
 P0. 요주의. P2. 조합형. P5. 몸 통 동 작. (하지동체동작) 발 동 작. ( Foot ) 보 행. ( Walk ) 몸통구부리기. ( BEND ) 허리구부리기. 앉았다 일어서기. ( Sit and stand ) Pedal. 동작. F3. 한걸음. W5. 수직동작. (왕복운동) B17. 왕복운동. S30.")
29
구 분 항 목 분 석 약 도 보 조 동 작 고쳐잡기 (Regrasp) 바로잡기 CRANK 동작 누르기 (압력가하기) APPLY Pressure 눈의 사용 Eye use 단순한 판단과 반응 (Decide and React) 중량요소 Load factor R2 C4 A4 E2 D3 L1 *4 ㎏마다 1 MOD 추가
 중량요소. Load factor. R2. C4. A4. E2. D3. L1. *4 ㎏마다. 1 MOD 추가.")
30
(마) MODAPTS 분석은 신체사용 부위의 동작거리와 중량을 대충 알면 분석이
가능하므로 특별한 측정기구가 필요없다. 그러나 기계를 사용하는 시간이 있을 때는 스톱 워치를 같이 사용하는 것도 있다. (바) MODAPTS 법은 작업 개선에 이용하기 쉽고 동작기호와 시간치가 일체화 되어 있으므로 개선동작을 생각해 내기 쉽고 평가도 간단하여 분임조 제안 제도 등에 활용하기 좋다. (사) MODAPTS 법은 실용정도가 높다. 작업측정 수법은 신뢰성·타당성·분해성·등의 여러 점에서 생각해야 한다 상세한 분석은 바람직하지만 고도의 분석 기술과 비용시간이 요구된다. 뿐만 아니라 분석기술이 미숙하면 신뢰성이 낮아져 오히려 역효과를 가져 올 수 있다. 여기에 대해 MODAPTS법은 「 분석은 간단하게 실용정도는 높게」하기 위한 수법의 하나이다. (아) MODAPTS법은 시각적으로 내용을 이해하기 쉬운 매우 독특한 (UNIQUE) 기본도를 사용하고 있다. 다. 분 석 MODAPTS법에는 크게 기본동작과 몸통동장 · 보조동작으로 구성되어 있다. 기본동작은 이동동작과 종국동작으로 분류되며 이것은 주의를 필요로 하는 동작과 필요로 하지 않는 동작으로 세분된다. 이것은 앞에서 설명한 것에 따라 독특한 기본도로 나타내어 시작적으로 내용을 이해하기 쉽게 표시하고 있다. 일반적으로 사람의 손가락이나 손 또는 팔의 동작은 이동동작과 종국동작으로 이루어진다.
 MODAPTS 법은 작업 개선에 이용하기 쉽고 동작기호와 시간치가 일체화. 되어 있으므로 개선동작을 생각해 내기 쉽고 평가도 간단하여 분임조 제안. 제도 등에 활용하기 좋다. (사) MODAPTS 법은 실용정도가 높다. 작업측정 수법은 신뢰성·타당성·분해성·등의 여러 점에서 생각해야 한다. 상세한 분석은 바람직하지만 고도의 분석 기술과 비용시간이 요구된다. 뿐만 아니라 분석기술이 미숙하면 신뢰성이 낮아져 오히려 역효과를 가져. 올 수 있다. 여기에 대해 MODAPTS법은 「 분석은 간단하게 실용정도는 높게」하기. 위한 수법의 하나이다. (아) MODAPTS법은 시각적으로 내용을 이해하기 쉬운 매우 독특한 (UNIQUE) 기본도를 사용하고 있다. 다. 분 석. MODAPTS법에는 크게 기본동작과 몸통동장 · 보조동작으로 구성되어 있다. 기본동작은 이동동작과 종국동작으로 분류되며 이것은 주의를 필요로 하는. 동작과 필요로 하지 않는 동작으로 세분된다. 이것은 앞에서 설명한 것에 따라 독특한 기본도로 나타내어 시작적으로 내용을. 이해하기 쉽게 표시하고 있다. 일반적으로 사람의 손가락이나 손 또는 팔의 동작은 이동동작과 종국동작으로. 이루어진다.")
31
◎ 이동 동작이란 물건에 손을 뻗거나, 물건을 운반하기 위하여 손을 움직이는 동작이다. ◎ 종국 동작이란 물건에 손을 뻗어 물건을 운반하여 놓기·집기를 하는 경우이다. 이러한 동작은 일반적으로 이동동작이 끝난 뒤에 나타나므로 종국동작이라고 한다. 통상 이동동작과 종국동작은 손가락, 손, 발의 어느 동작에도 1쌍 (1 Pair)으로 나타난다. 예를 들면 책상위의 연필로 노트에 글을 쓰는 경우를 생각하면 1 Pair ° 연필에 손을 가져감 (이동동작) ° 연필을 쥔다 (종국동작) 1 Pair ° 노트위로 연필을 가져감 (이동동작) ° 노트에 연필의 끝을 갖다댐 (종국동작) 이와 같이 이동동작과 종국동작은 반드시 쌍 (Pair) 으로 나타나고 있다. 손가락 · 손 · 팔의 동작을 이동동작과 종국동작으로 분류하여 패턴에 따르고 있는 것이 MODAPTS 법의 가장 큰 특징이다.
으로. 나타난다. 예를 들면. 책상위의 연필로 노트에 글을 쓰는 경우를 생각하면. 1 Pair ° 연필에 손을 가져감 (이동동작) ° 연필을 쥔다 (종국동작) 1 Pair ° 노트위로 연필을 가져감 (이동동작) ° 노트에 연필의 끝을 갖다댐 (종국동작) 이와 같이 이동동작과 종국동작은 반드시 쌍 (Pair) 으로 나타나고 있다. 손가락 · 손 · 팔의 동작을 이동동작과 종국동작으로 분류하여 패턴에 따르고 있는. 것이 MODAPTS 법의 가장 큰 특징이다.")
32
(1) 기본동작 (가) 이동동작(MOVEMENT ACTIVITES : M) 분류 MODAPTS 법의 이동동작에 해당하는 시간치를 결정하는 요소로서 기존의 PTS법에는 거리를 사용하고 있다. 그러나 MODAPTS 법에서는 그 동작에 사용되는 신체부위에 의 하여 시간치를 구분하고 있다. 즉 손가락을 사용하는 동작과 손을 사용하는 동작과는 사용 신체 부위가 다르므로 다른 시간치를 주고 있다. 따라서 눈으로 보고 작업자가 어느 신체부위를 사용 하는가에 따라 그 시간치를 간단하게 구할 수 있기 때문에 동작 분석을 할 때 신체부위의 움직이는 것을 보고 나면 분석이 가능함으로 작업을 중지 시킬 필요가 없으며, 분석중에 개선과 동시에 분석이 가능하므로 여유를 가질 수 있는 간단한 기법이라 할 수 있다. 그래서 다음과 같이 이동동작을 5종류로 나누어 단순하게 시간치를 주고 있다. (이동동작 일람표) 신체부위 기호 시간치 설명 손가락 M1 1MOD 손가락을 사용하는 동작 손 M2 2MOD 손을 사용하는 동작 앞팔 M3 3MOD 앞팔을 사용하는 동작 윗팔 M4 4MOD 윗팔을 사용하는 동작 어깨 M5 5MOD 어깨를 사용하는 동작 이상과 같은 손가락의 동작에서 어깨의 움직이는 동작까지 차례로 시간치가 증가하고 있는 것은 이동거리가 긴 순서대로 되어 있기 때문이다. 이것은 어디까지나 자연의 상 태에서 동작이 행해지는 경우의 분류이다.
 신체부위. 기호. 시간치. 설명. 손가락. M1. 1MOD. 손가락을 사용하는 동작. 손. M2. 2MOD. 손을 사용하는 동작. 앞팔. M3. 3MOD. 앞팔을 사용하는 동작. 윗팔. M4. 4MOD. 윗팔을 사용하는 동작. 어깨. M5. 5MOD. 어깨를 사용하는 동작. 이상과 같은 손가락의 동작에서 어깨의 움직이는 동작까지 차례로 시간치가 증가하고. 있는 것은 이동거리가 긴 순서대로 되어 있기 때문이다. 이것은 어디까지나 자연의 상. 태에서 동작이 행해지는 경우의 분류이다.")
33
①손가락의 동작 (M1) 손가락의 끝에서 그 끝부분까지 행하는 동작이다. 1회 행할때마다 1 MOD 를 추가한다. (예) 볼트에 너트를 엄지와 검지로 돌리는데 따르는 동작시간 그것을 주의하여 보면 NUT 를 돌리는 시간이 손가락을 놓았 다가 되돌리는데 각 1 회씩 있으므로 합계 2 MOD 의 동작이 있다고 분석하고 이것이 몇회에 걸쳐 행하는 가는 횟수로서 계산한다. (그러나 돌리는 동작은 놓기 동작이 들어간다.) 이 M1 을 동작거리로 표시하면 이 M1 이라 하는 동작은 손가락 끝이 약 2.5㎝ 움직이는 동작이라 할 수 있다. 1MOD 의 단위는 인간의 기본동작 또는 작업의 1개 단위도 되고 그것과 관련 되는 작업 개선의 시간 비교에도 사용되는 단위이다. ②손의 동작 (M2) 손목보다 앞쪽의 부분과 손가락에 의한 동작으로 손목의 회전도 포함된다. 앞팔을 사용하지 않고 종이위에 연필로 서 자를 사용하여 약 5㎝의 선을 긋는 동작이 M2의 동작이다.
 이 M1 을 동작거리로 표시하면 이 M1 이라 하는 동작은 손가락 끝이 약 2.5㎝ 움직이는 동작이라 할 수 있다. 1MOD 의 단위는 인간의 기본동작 또는 작업의 1개 단위도 되고 그것과 관련. 되는 작업 개선의 시간 비교에도 사용되는 단위이다. ②손의 동작 (M2) 손목보다 앞쪽의 부분과 손가락에 의한. 동작으로 손목의 회전도 포함된다. 앞팔을 사용하지 않고 종이위에 연필로. 서 자를 사용하여 약 5㎝의 선을 긋는. 동작이 M2의 동작이다.")
34
㉮접촉쥐기동작 (G0) 접촉중에 단순한 동작으로 손가락 끝 또는 손을 펼때 목적물에 접촉하는 동작 으로 이것을 G0으로 표시한다. 이 동작에서 목적물을 쥐는데 다른 어떤 목적이 없이 단지 접촉만 하는 경우이 다. 엄밀하게 말하면 이것은 동작으로 단정할 수 없다. 따라서 0 MOD로 한다. 예) 책상위의 상자에 손을 뻗치는 경우의 쥐기 동작은 G0으로 나타내고 이 수치는 0 MOD 의 쥐기라는 의미이다. ㉯간단한 쥐기 동작 (G1) 손가락을 구부려서 쥘 수 있는 정도의 동작을 G1 으로 표시한다. 예) 성냥 상자를 쥐는 경우 시간치는 1 MOD 이다. ㉰복잡쥐기 동작 (G3) 손가락이 닿는 정도가 아닌 동작으로서 복잡 쥐기의 동작은 G3 으로 표시한다. 이 동작은 G0, G1 에서 할 수 없는 동작이다. 주의력을 필요로 함. 예)책상위에 있는 납작한 와셔를 쥐는 경우는 손가락이 최소한 2개 이상 필요하고 단순히
 책상위의 상자에 손을 뻗치는 경우의 쥐기 동작은 G0으로 나타내고 이. 수치는 0 MOD 의 쥐기라는 의미이다. ㉯간단한 쥐기 동작 (G1) 손가락을 구부려서 쥘 수 있는 정도의 동작을. G1 으로 표시한다. 예) 성냥 상자를 쥐는 경우 시간치는 1 MOD. 이다. ㉰복잡쥐기 동작 (G3) 손가락이 닿는 정도가 아닌 동작으로서 복잡. 쥐기의 동작은 G3 으로 표시한다. 이 동작은. G0, G1 에서 할 수 없는 동작이다. 주의력을. 필요로 함. 예)책상위에 있는 납작한 와셔를 쥐는 경우는. 손가락이 최소한 2개 이상 필요하고 단순히.")
35
쥐는 동작에는 쥐기가 없고, 복잡쥐기에는 G3 으로 나타내어 3 MOD 의 시간치를 부여
한다. (기교쥐기 이상) 이상과 같이 쥐는 동작에는 G0, G1, G3 가 있고 G0 와 G1 은 주의력을 별도 필요로 하지 않는 동작이고 G3 는 주의력을 필요로 하는 동작이다. ②놓기동작 (PUT) 놓기 동작은 놓는 방법이나 압력의 정도에 따라 다음과 같이 3가지로 분리된다. 동작 기호 시간치 설 명 놓기 P 0 0 MOD 단순하게 손가락을 펴서 놓는 동작. 놓는 지점은 특별히 주의하지 않는다. 위치의 정정을 하지 앟고 주목을 하지 않는 동작. P 2 2 MOD 예) 드라이버를 옆에 놓는다. 눈으로 보고서 놓는 동작. 주시가 필요하고 1 회의 위치 정정동작이 들어간다. 예) Washer 를 Bolt 에 끼운다. P 5 5 MOD 가장 복잡한 놓기 동작. 주시가 필요하고 2회 이상의 위치 정정동작이 들어간다. 예) 나사 머리흠에 드라이버를 끼운다.
 이상과 같이 쥐는 동작에는 G0, G1, G3 가 있고 G0 와 G1 은 주의력을 별도 필요로. 하지 않는 동작이고 G3 는 주의력을 필요로 하는 동작이다. ②놓기동작 (PUT) 놓기 동작은 놓는 방법이나 압력의 정도에 따라 다음과 같이 3가지로 분리된다. 동작. 기호. 시간치. 설 명. 놓기. P 0. 0 MOD. 단순하게 손가락을 펴서 놓는 동작. 놓는 지점은 특별히 주의하지 않는다. 위치의. 정정을 하지 앟고 주목을 하지 않는 동작. P 2. 2 MOD. 예) 드라이버를 옆에 놓는다. 눈으로 보고서 놓는 동작. 주시가 필요하고 1 회의 위치 정정동작이 들어간다. 예) Washer 를 Bolt 에 끼운다. P 5. 5 MOD. 가장 복잡한 놓기 동작. 주시가 필요하고 2회 이상의 위치 정정동작이 들어간다. 예) 나사 머리흠에 드라이버를 끼운다.")
36
㉮단순하게 손가락을 펴서 놓는 동작 (P0) 놓기중에 가장 간단한 동작이 P0으로서 주의하여 주변을 보지 않아도 목적물을 목적지에 놓기가 가능한 동작이다. 예를 들면 대충의 위치에 옮겨놓은 경우의 놓기는 P0으로 되고 시간치는 보통 손가락을 펴는 순간에 있으므로 0 MOD의 놓기로 말할 수 있어 P0으로 표시한다. ㉯눈으로 보고서 놓는 동작 (P2) 눈으로 보고서 1 회의 동작을 행하고 물건 놓기에 따른 동작이 P2 로 시간치는 2 MOD 이다. ㉰가장 복잡한 놓기동작 (P5) 눈으로 보고나서 행하는 가장 복잡한 놓기동작을 P5 로 한다. 이 동작은 반드시 망설임을 수반하기 때문에 간단히 확인이 가능하다. 조작이 곤란하거나 정확한 위치에 멈추거나 되풀이 하지 않는 경우는 2 회 이상의 위치 수정을 해야 한다. 이 시간치는 5 MOD 이다.
 눈으로 보고서 1 회의 동작을 행하고 물건 놓기에 따른 동작이 P2 로 시간치는. 2 MOD 이다. ㉰가장 복잡한 놓기동작 (P5) 눈으로 보고나서 행하는 가장 복잡한 놓기동작을 P5 로 한다. 이 동작은 반드시. 망설임을 수반하기 때문에 간단히 확인이 가능하다. 조작이 곤란하거나 정확한. 위치에 멈추거나 되풀이 하지 않는 경우는 2 회 이상의 위치 수정을 해야 한다. 이 시간치는 5 MOD 이다.")
37
동작으로서는 그 이상의 어려운 동작도 있지만 실제의 공장작업에는 동작개선이
되어 있어 그와 같은 공작을 좀처럼 하지 않는다. 이상과 같은 놓기에는 P0, P2, P5 의 3가지 동작이 있고 P0 이 그다지 주의를 필 요로 하지 않는 동작이며 P2 와 P5 는 주의력을 필요로 하는 동작이다. (2)몸통동작 (가)발동작(Foot Action) 발뒤꿈치를 바닥에 붙인 그대로 페달을 밟거나 때는 동작을 F3 로 표시한다. 시간 치는 3MOD 이다. 예)자동차의 악세레이타를 한번 밟았다 놓는 동작은 F3 ×6MOD 로 계산한다. 그러나 발뒤꿈치가 바닥에서 떼어질때는 다리의 동작으로 한다. 이때는 걷기동작 으로 분석한다. (나)걷기동작(Walk Action) 1 걸음 마디의 보행 또는 신체의 회전을 행하는 것으로 앞으로 걷거나 뒤로 물러 나거나 옆으로 움직이거나 발로서 부분적 또는 완전히 신체를 돌리거나 하는 것에 따라 다리를 사용 신체의 수평이동에 적용된다. W5 로서 표시하고 그 시간치는 1 보당 5MOD 이다. (다)몸통 구부리고 되돌아 오는 동작(Bend and Arise) 신체를 구부리거나 한쪽으로 붙혀 그 상태대로 되돌아 오는 동작 즉 왕복동작을 B17 로 하고 신체의 수직이동 동작을 표시하고 있다. 시간치는 17MOD 이다 (라)앉았다 일어서는 동작(Sit and Stand) 의자에 허리를 댄 상태에서 일어나거나 다시 허리를 내려놓는 동작 또는 그 반대 의 동작을 S 30 으로 표시한다.
몸통동작. (가)발동작(Foot Action) 발뒤꿈치를 바닥에 붙인 그대로 페달을 밟거나 때는 동작을 F3 로 표시한다. 시간. 치는 3MOD 이다. 예)자동차의 악세레이타를 한번 밟았다 놓는 동작은. F3 ×6MOD 로 계산한다. 그러나 발뒤꿈치가 바닥에서 떼어질때는 다리의 동작으로 한다. 이때는 걷기동작. 으로 분석한다. (나)걷기동작(Walk Action) 1 걸음 마디의 보행 또는 신체의 회전을 행하는 것으로 앞으로 걷거나 뒤로 물러. 나거나 옆으로 움직이거나 발로서 부분적 또는 완전히 신체를 돌리거나 하는 것에. 따라 다리를 사용 신체의 수평이동에 적용된다. W5 로서 표시하고 그 시간치는. 1 보당 5MOD 이다. (다)몸통 구부리고 되돌아 오는 동작(Bend and Arise) 신체를 구부리거나 한쪽으로 붙혀 그 상태대로 되돌아 오는 동작 즉 왕복동작을. B17 로 하고 신체의 수직이동 동작을 표시하고 있다. 시간치는 17MOD 이다. (라)앉았다 일어서는 동작(Sit and Stand) 의자에 허리를 댄 상태에서 일어나거나 다시 허리를 내려놓는 동작 또는 그 반대. 의 동작을 S 30 으로 표시한다.")
38
이것은 왕복동작에 30 MOD 의 시간을 주지만 여기에는 앉을 때 의자를 당기는 시간
과 일어설때 의자를 미는 시간도 포함되어 있다. 이때 의자는 작업용 의자이며, 예를 들면 사용장의 호화스런 의자에서는 이것과 다르다. (3)그밖의 동작 기본동작, 몸통동작, 이외의 동작으로 이하의 MODAPTS 기본도에 따라 설명한다. 이것 의 동작은 손과 몸통 동작을 보조하고 있는 동작으로서 통상의 작업에서 사소하게 발생 하는 것들이다. 동 작 기호 시간치 설 명 고 쳐 잡 기 Regrasp R 2 2 MOD 잡아서 수정, 또는 손의 위치를 변화 하는 동작 예) 쥐어서 위치를 바로잡음 누 르 기 Apply Rressure A 4 4 MOD 누른다. 힘을 가한다. 어떤 저항에 견디고 Control 을 보다 확실히 하기 위해 힘을 가한다. 크 랭 크 (Crack) 동작 C 4 손 또는 팔을 사용하여 대상물을 원운동으로 움직이는 동작 눈 의 사 용 Eye Use E 2 초점을 맞추거나 어떤 지역에 시선을 보내는 동작 판단과 반응 Deside and React D 3 3 MOD 결정된 표준에 따라하는 간단한 판단 중 량 요 소 L 1 1 MOD 놓기 동작의 경우 한쪽손에 4 ㎏ 씩 증가함에 따라 1 MOD 씩 추가한다. (단, 2㎏ 부터 발생한다.)
그밖의 동작. 기본동작, 몸통동작, 이외의 동작으로 이하의 MODAPTS 기본도에 따라 설명한다. 이것. 의 동작은 손과 몸통 동작을 보조하고 있는 동작으로서 통상의 작업에서 사소하게 발생. 하는 것들이다. 동 작. 기호. 시간치. 설 명. 고 쳐 잡 기. Regrasp. R 2. 2 MOD. 잡아서 수정, 또는 손의 위치를 변화. 하는 동작. 예) 쥐어서 위치를 바로잡음. 누 르 기. Apply Rressure. A 4. 4 MOD. 누른다. 힘을 가한다. 어떤 저항에. 견디고 Control 을 보다 확실히 하기. 위해 힘을 가한다. 크 랭 크. (Crack) 동작. C 4. 손 또는 팔을 사용하여 대상물을. 원운동으로 움직이는 동작. 눈 의 사 용. Eye Use. E 2. 초점을 맞추거나 어떤 지역에 시선을. 보내는 동작. 판단과 반응. Deside and React. D 3. 3 MOD. 결정된 표준에 따라하는 간단한 판단. 중 량 요 소. L 1. 1 MOD. 놓기 동작의 경우 한쪽손에 4 ㎏ 씩. 증가함에 따라 1 MOD 씩 추가한다. (단, 2㎏ 부터 발생한다.)")
39
(가) 고쳐잡기 (Regrasp) 물건을 고쳐 잡을 시에 일어나는 동작으로 R2 로 표시한다. 예를 들면 연필을 잡 고나서 글자를 쓰기 위해 고져 잡는 경우, 이 동작은 이외의 동작이 행해지지 않 는 상태에서 만이 인정되고 시간치는 1 회에 한하여 2 MOD 로 한다. (나) 누르기 (Apply Fressure) 일순간 압력을 가하다가 동작으로서 A 4 로 표시한다. 시간치는 4 MOD 이다. 움직일 때 콘트롤을 하거나 제한 저항에 견디기 위해 물체에 근육의 힘을 사용하 기 위한 행위이다. 압력을 가할 때 저항이 생기는 것보다 앞서 그것을 인식하게 되는 것이다. 그러나 그밖의 모든 동작이 정지하여 있는 경우에 한한다. 예) 항상 꼭 잠그는 밸브 또는 드라이버로 나사를 죌 때 최후에 체결하는 동작에 A 4 가 혹은 그 이상의 것이 발생하는 수도 있다. (다) 크랭크 ( Crank ) 동작 목적물을 원운동 시키기 위하여 손 또는 팔을 회전하는 동작을 크랭크라 하고 C 4 로 표시한다. 예)선반의 이송핸들을 돌리거나 연필깍기의 핸들을 돌리는 작업 이 때 1 / 2 회 전에서 1 회전까지를 1 크랭크라 하고, ( 1 / 2 ) 회전보다 작은 경우는 이동 동작으로 분석한다. 시간치는 1 크랭크마다 4 MOD 로 한다. (라) 눈의 사용 눈의 동작을 나타태는 데는 E 2 이고 그것에는 눈의 이동과 눈의 초점 맞춤 2가지가 있다. 그 어느쪽이든 1 회가 발생하는 것으로 보고 E 2 로서 2 MOD 의 시간치가 주어진다.
 누르기 (Apply Fressure) 일순간 압력을 가하다가 동작으로서 A 4 로 표시한다. 시간치는 4 MOD 이다. 움직일 때 콘트롤을 하거나 제한 저항에 견디기 위해 물체에 근육의 힘을 사용하. 기 위한 행위이다. 압력을 가할 때 저항이 생기는 것보다 앞서 그것을 인식하게. 되는 것이다. 그러나 그밖의 모든 동작이 정지하여 있는 경우에 한한다. 예) 항상 꼭 잠그는 밸브 또는 드라이버로 나사를 죌 때 최후에 체결하는 동작에. A 4 가 혹은 그 이상의 것이 발생하는 수도 있다. (다) 크랭크 ( Crank ) 동작. 목적물을 원운동 시키기 위하여 손 또는 팔을 회전하는 동작을 크랭크라 하고. C 4 로 표시한다. 예)선반의 이송핸들을 돌리거나 연필깍기의 핸들을 돌리는 작업 이 때 1 / 2 회. 전에서 1 회전까지를 1 크랭크라 하고, ( 1 / 2 ) 회전보다 작은 경우는 이동. 동작으로 분석한다. 시간치는 1 크랭크마다 4 MOD 로 한다. (라) 눈의 사용. 눈의 동작을 나타태는 데는 E 2 이고 그것에는 눈의 이동과 눈의 초점 맞춤. 2가지가 있다. 그 어느쪽이든 1 회가 발생하는 것으로 보고 E 2 로서 2 MOD 의 시간치가. 주어진다.")
40
단, 눈 이외의 동작이 행해지지 않은 상태에서 만이 적용한다. 통상 눈만
사용하는 작업은 많지 않다. 예를 들면 포장이나 조립작업에서는 어느정도의 검사요소가 포함되어 있지만 일반적으로 물품을 취급하는 중에 하는 것으로 보고 E 2 를 계산할 필요가 없다. 따라서 작업자가 주의하여 검사하거나 언어 혹은 숫자를 읽을 경우 혹은 다음의 활동을 행하기 전에 시선을 움직이든가 어느 것에 초점을 맞추는 경 우만으로 한전된 동작으로서 이때는 동작이 정지하고 있는 것이 필요하기 때문이다. (마) 판단과 반응 (Decide and React) 동작과 동작의 사이에 나타난다. 「 순간적 판단 」으로 그것에 반응하여 불량품을 집어 제거하는 동작을 포함하고 D 3 으로 표시한다. 시간치는 3 MOD 이다. 예)검사 작업이 순간적으로 보고 극히 단순하게 양 · 부의 판단을 내리는데 대응하는 경우, 백인가 흑인가, ON 인가 OFF 인가에 따라서 순간적인 양 · 부의 판단이 가능한 경우이다. (바) 중량요소 (Load Factor) 물건을 운반하는 경우에 그 물건이 무거운가 가벼운가에 따라서 시간치의 차이를 줄 필요가 있다. 그 중량요소는 L 1 으로 표시한다. 물체의 유효중량이 4 ㎏ 증가하는 것의 놓는 동작을 L 1 으로 하고 1 MOD 씩 추가한다. 여기서 유효중량이란 한쪽손에 걸리는 실제의 중량을 말한다. 따라서 양손으로 잡을 경우는 한쪽손에 걸리는 중량의 1 / 2 로 한다. 또 미는 운반의 경우는 실제중량의 1 / 3 을 유효중량으로 한다.
 판단과 반응 (Decide and React) 동작과 동작의 사이에 나타난다. 「 순간적 판단 」으로 그것에 반응하여. 불량품을 집어 제거하는 동작을 포함하고 D 3 으로 표시한다. 시간치는. 3 MOD 이다. 예)검사 작업이 순간적으로 보고 극히 단순하게 양 · 부의 판단을 내리는데. 대응하는 경우, 백인가 흑인가, ON 인가 OFF 인가에 따라서 순간적인. 양 · 부의 판단이 가능한 경우이다. (바) 중량요소 (Load Factor) 물건을 운반하는 경우에 그 물건이 무거운가 가벼운가에 따라서 시간치의. 차이를 줄 필요가 있다. 그 중량요소는 L 1 으로 표시한다. 물체의 유효중량이 4 ㎏ 증가하는 것의 놓는 동작을 L 1 으로 하고 1 MOD. 씩 추가한다. 여기서 유효중량이란 한쪽손에 걸리는 실제의 중량을 말한다. 따라서 양손으로 잡을 경우는 한쪽손에 걸리는 중량의 1 / 2 로 한다. 또 미는. 운반의 경우는 실제중량의 1 / 3 을 유효중량으로 한다.")
41
유효중량의 기준은 다음과 같다. 유 효 중 량 중 량 인 자 2 ㎏ 미만 0 0 2 ㎏ 이상 ~ 6 ㎏ 미만 L 1 6 ㎏ 이상 ~ 10 ㎏ 미만 L 1 × 2 예) 10 ㎏ 의 물건을 운반하여 놓을 때 1) 한손으로 운반 : L 1 × 3 = 3 MOD 2) 두손으로 운반 : 10 ㎏ × ½ = 5 ㎏ = L 1 = 1 MOD 3) 미는 운반 : 10 ㎏ × 1/3 = 3.3 ㎏ = 3 ㎏ = L 1 = 1 MOD 1.유효 중량이 2 ㎏ 미만일 때는 시간치를 무시해도 좋다. 2.2 ㎏ 이상시 유효중량의 소수점 이하는 사사 오입하여 계산한다. 이상 MODAPTS 법이 구성되어 있는 기본적인 동작요소의 개요를 설명했지만 앞에서 설명한 바와 같이 모든 요소는 21 개가 있고 그중에 나와 있는 숫자는 8 가지가 있다. 그밖에 다음과 같이 10 가지의 특수동작이 있다. 동 작 기 호 시간치 설 명 이 동 M 0.5 M 7 0.5 MOD 7 MOD 손가락동작이 유연한 경우의 동작 ° 숫자, 후리핸드글자, 구두점을 찍을 때 상체의 움직임이 필요한 큰 동작 쥐 기 G 11 11 MOD ° 손안 가득히 집을 경우(손바닥밀착) 놓 기 P 0.5 ° 다른 손에 옮길 때의 동작 P 13 13 MOD ° 대단히 많은 주의를 필요로 하거나 상당히 여유가 없는 것
 10 ㎏ 의 물건을 운반하여 놓을 때. 1) 한손으로 운반 : L 1 × 3 = 3 MOD. 2) 두손으로 운반 : 10 ㎏ × ½ = 5 ㎏ = L 1 = 1 MOD. 3) 미는 운반 : 10 ㎏ × 1/3 = 3.3 ㎏ = 3 ㎏ = L 1 = 1 MOD. 1.유효 중량이 2 ㎏ 미만일 때는 시간치를 무시해도 좋다. 2.2 ㎏ 이상시 유효중량의 소수점 이하는 사사 오입하여 계산한다. 이상 MODAPTS 법이 구성되어 있는 기본적인 동작요소의 개요를 설명했지만 앞에서. 설명한 바와 같이 모든 요소는 21 개가 있고 그중에 나와 있는 숫자는 8 가지가 있다. 그밖에 다음과 같이 10 가지의 특수동작이 있다. 동 작. 기 호. 시간치. 설 명. 이 동. M 0.5. M MOD. 7 MOD. 손가락동작이 유연한 경우의 동작. ° 숫자, 후리핸드글자, 구두점을 찍을 때. 상체의 움직임이 필요한 큰 동작. 쥐 기. G MOD. ° 손안 가득히 집을 경우(손바닥밀착) 놓 기. P 0.5. ° 다른 손에 옮길 때의 동작. P MOD. ° 대단히 많은 주의를 필요로 하거나. 상당히 여유가 없는 것.")
42
동 작 기 호 시간치 설 명 보 행 W 4 4 MOD 활보하지 않는 동작 CRANK C 1.5 1.5 MOD 유연한 Crank 동작 C 3 3 MOD 손목을 축으로 한 Crank 누르기 A 3 A 4 만큼의 힘을 필요로 하지 않고 누르는 동작 A 1.5 가볍게 누르는 동작 주) 동작이 유연하게 되는 경우의 이동 동작은 보통의 경우보다 1 RANK 내린다. 예) M 1 → M 0.5, M 3 → M 2 특히 MODAPTS 법의 동작기호와 시간치는 매우 이해하기 쉬워서 I.E man 들의 독점물이 된 작업측정 기법이 누구나가 활용할 수 있게 되었다. 따라서 자기업무를 가장 많이 알고 있는 현장의 많은 사람들이 간단히 생각하고 머리의 체조 정도로 사용하기에 즐거운 기법이다.
 동작이 유연하게 되는 경우의 이동 동작은 보통의 경우보다. 1 RANK 내린다. 예) M 1 → M 0.5, M 3 → M 2. 특히 MODAPTS 법의 동작기호와 시간치는 매우 이해하기 쉬워서 I.E man 들의. 독점물이 된 작업측정 기법이 누구나가 활용할 수 있게 되었다. 따라서 자기업무를 가장 많이 알고 있는 현장의 많은 사람들이 간단히 생각하고. 머리의 체조 정도로 사용하기에 즐거운 기법이다.")
43
MODAPTS 용 동작 분석표 L I N E 명 제 품 명 공 정 No. 공 정 명 왼 손 오 른 손 정 미 시 간 여 유 율
제 품 명 공 정 No. 공 정 명 왼 손 오 른 손 정 미 시 간 여 유 율 표 준 시 간 MOD = 초 % MOD = 초

44
2 -------------------- 숙련도의 평가
1. 레이팅 (Rating) 의 정의 시간 관측중 또는 직후에 작업자가 어떤 속도로 작업을 하고 있으나 그 노력 도가 바람직스러운 척도에 비해 어느 정도 합치했는가를 관찰하여 계수적으로 평가하는 것이다. 2. 표준속도 (표준시간) 과도한 육체적, 정신적 피로 없이 매일 계속하여 작업이 가능하며 열심히만 하면 매일 표준대로의 작업성과를 용이하게 달성할 수 있는 작업속도 3. 레벨링 ( Leveling) 법 - Leveling 법의 특징 ° 1927년 개발된 Rating 기법 ° 숙련도 ( SKILL ) , 노력도 ( EFFORT ) , 작업환경 ( CONDITIONS ) , 일치성 ( CONSISTENCY ) 의 4 가지 인자의 기준속도로 평가.
 의 정의. 시간 관측중 또는 직후에 작업자가 어떤 속도로 작업을 하고 있으나 그 노력. 도가 바람직스러운 척도에 비해 어느 정도 합치했는가를 관찰하여 계수적으로. 평가하는 것이다. 2. 표준속도 (표준시간) 과도한 육체적, 정신적 피로 없이 매일 계속하여 작업이 가능하며 열심히만. 하면 매일 표준대로의 작업성과를 용이하게 달성할 수 있는 작업속도. 3. 레벨링 ( Leveling) 법. - Leveling 법의 특징. ° 1927년 개발된 Rating 기법. ° 숙련도 ( SKILL ) , 노력도 ( EFFORT ) , 작업환경 ( CONDITIONS ) , 일치성 ( CONSISTENCY ) 의 4 가지 인자의 기준속도로 평가.")
45
가. 레이팅 지수표 ( Performance Rating Table)
숙 련 도 ( SKILL ) 노 력 도 ( EFFORT ) 최우수 (SUPER SKILL) A ₁ + 0.15 최우수(SUPER SKILL) + 0.13 A ₂ + 0.12 우 수 ( EXCELLENT ) B ₁ + 0.11 + 0.10 B ₂ + 0.08 양 호 ( GOOD ) C ₁ + 0.06 + 0.05 C ₂ + 0.03 + 0.02 보 통 ( AVERAGE ) D 0.00 미 숙 ( FAIR ) E ₁ - 0.05 - 0.04 E ₂ 0.10 0.08 불 량 ( POOR ) F ₁ - 0.16 - 0.12 F ₂ - 0.22 - 0.17 작 업 환 경 ( CONDITINONS ) 일 치 성 ( CONSISTENCY ) 이상적 ( IDEAL ) A 완 전 ( PERFECT ) + 0.04 우 수 ( EXCELLENT ) B 양 호 ( GOOD ) C + 0.01 보 통 ( AVERAGE ) 미 숙 ( FAIR ) E - 0.03 - 0.02 불 량 ( POOR ) F - 0.07
 노 력 도 ( EFFORT ) 최우수 (SUPER SKILL) A ₁ 최우수(SUPER SKILL) A ₂ 우 수 ( EXCELLENT ) B ₁ B ₂ 양 호 ( GOOD ) C ₁ C ₂ 보 통 ( AVERAGE ) D 미 숙 ( FAIR ) E ₁ E ₂ 불 량 ( POOR ) F ₁ F ₂ 작 업 환 경 ( CONDITINONS ) 일 치 성 ( CONSISTENCY ) 이상적 ( IDEAL ) A. 완 전 ( PERFECT ) 우 수 ( EXCELLENT ) B. 양 호 ( GOOD ) C 보 통 ( AVERAGE ) 미 숙 ( FAIR ) E 불 량 ( POOR ) F")
46
나.레벨링(Leveling) 법 평가의 예 지금 어떤 작업을 관측한 결과 · 관측작업시간 30 초 이었다. 다음에 레벨링법에 의해 그 작업자의 작업상태에 대해 평가한 결과 · 평가인자 기호 평준화지수 · 숙련도 · 노력도 · 작업환경 · 일치성 C² B¹ E C + 0.03 + 0.10 0.03 + 0.01 합 계 - + 0.11 으로 되었다. 이 때의 레이트치는 · 레이트치 = 1.11 ( 또는 111% ) 이며, 따라서 실질시간은 · 실질시간 30(초) × 1.11 = 33.3 (초) 가 된다.
 이며, 따라서 실질시간은. · 실질시간. 30(초) × 1.11 = 33.3 (초) 가 된다.")
47
다.레벨링(Leveling)법 평가기준 1) 숙련도 (Skill)의 평가기준 숙련도의 평가기준이 되는 것은 ① 머뭇거림의 정도
② 동작의 정확성 ③ 실패 ④ 부적당한 동작이나 작업에 의한 중단 ⑤ 자신감의 강도 ⑥ 조화나 리듬 ⑦ 작업에 대한 습숙의 정도 최 우 수 란 ① 작업에 대해서 적성이 있다. ② 완성된 고도의 기량을 가진 사람이다. ③ 뛰어나게 숙달되어 있는 것처럼 보인다. ④ 동작이 뛰어나게 빠르고 원활하여 그 동작을 관측하기조차 어렵다. ⑤ 마치 기계처럼 작업하고 있다. ⑥ 작업의 각 요소가 각기 조화를 이루고 있다. ⑦ 무의식 중에 작업을 하고 있는 것처럼 보인다. ⑧ 분명히 전체 작업자 중에서 최고급이다.

48
우 수 ( Excellent ) 란 ① 일에 자신을 갖고 있다. ② 종사하고 있는 일에 고도의 적성이 있다. ③ 충분히 숙달되어 있다. ④ 측정이나 체크를 거의 하지 않고서도 정확히 작업을 할 수 있다. ⑤ 작업의 순서나 하는 방법에 변화가 없고 정확하다. ⑥ 설비기계를 충분히 유효하게 사용하고 있다. ⑦ 품질을 손상하지 않고 빨리 작업을 하고 있다. ⑧ 동작은 빠르면서 막힘이 없다. ⑨ 조화가 잡혀 리드미컬하다. 양 호 ( GOOD ) 란 ① 매우 고도의 품질작업을 충분히 할 수 있다. ② 보통 기량의 작업자보다 눈에 띄게 양호하다. ③ 낮은 기량의 소유자를 교육 · 지도할 수 있다. ④ 눈에 띄게 숙달되어 있다. ⑤ 거의 지도 · 감독을 필요로 하지 않는다. ⑥ 전혀 머뭇거림이 없다. ⑦ 착실한 속도로 작업을 하고 있다. ⑧ 동작은 조화를 잘 이루고 있다. ⑨ 동작이 빠르다.
 란. ① 매우 고도의 품질작업을 충분히 할 수 있다. ② 보통 기량의 작업자보다 눈에 띄게 양호하다. ③ 낮은 기량의 소유자를 교육 · 지도할 수 있다. ④ 눈에 띄게 숙달되어 있다. ⑤ 거의 지도 · 감독을 필요로 하지 않는다. ⑥ 전혀 머뭇거림이 없다. ⑦ 착실한 속도로 작업을 하고 있다. ⑧ 동작은 조화를 잘 이루고 있다. ⑨ 동작이 빠르다.")
49
보 통 ( Average ) 이란 ① 일에 자신을 갖고 있다. ② 동작 속도는 아주 조금 느린 것으로 보인다. ③ 일을 미리 계획할 수가 있다. ④ 작업에 숙달되어 있다. ⑤ 눈에 띄는 머뭇거림은 없고 작업 순서대로 하고 있다. ⑥ 동작 의지와 손의 조화가 잡혀 있다. ⑦ 완전히 습관이 들어 일을 잘 이해하고 있는 것처럼 보인다. ⑧ 마침 알맞을 정도로 정확히 일하고 있다. ⑨ 완성도는 충분할 정도로 양호하다. 미 숙 ( Fair ) 이란 ① 작업의 일부분은 훈련되어 있다. ② 설비기계와 그 사용법을 상당히 잘 알고 있다. ③ 대체로 일을 미리 계획할 수가 있다. ④ 일에 대한 완전한 자신을 가지고 있지 않다. ⑤ 장시간의 작업에는 부적격이다. ⑥ 어느 정도 거칠고 서툴지만 작업의 순서는 대체로 터득하고 있다. ⑦ 때때로 실패를 하여 시간을 허비한다. ⑧ 불량 작업자보다 적은 노력으로 같은 생산량을 올린다. ⑨ 대체로 머뭇거리지는 않는다.
 이란. ① 작업의 일부분은 훈련되어 있다. ② 설비기계와 그 사용법을 상당히 잘 알고 있다. ③ 대체로 일을 미리 계획할 수가 있다. ④ 일에 대한 완전한 자신을 가지고 있지 않다. ⑤ 장시간의 작업에는 부적격이다. ⑥ 어느 정도 거칠고 서툴지만 작업의 순서는 대체로 터득하고 있다. ⑦ 때때로 실패를 하여 시간을 허비한다. ⑧ 불량 작업자보다 적은 노력으로 같은 생산량을 올린다. ⑨ 대체로 머뭇거리지는 않는다.")
50
2)노력도( Effort) 의 평가기준 불 량 ( Poor ) 이란 ① 의지와 손이 조화를 이루지 못한다.
② 동작이 거칠고 서툴다 ③ 작업순서가 애매하다. ④ 일이 익숙치 않다. ⑤ 작업에 대한 적성이 없다. ⑥ 작업 중 머뭇거림이 있다. ⑦ 실패가 많다. ⑧ 자신이 없다. ⑨ 자기 자신이 생각해 낼 수가 없다. 2)노력도( Effort) 의 평가기준 최우수(Excessive)란 ① 터무니 없이 페이스를 빨리 한다. ② 건강을 무시한다면 최상의 노력이다. ③ 1일중 이 페이스를 계속하기란 아마 불가능한 것이다. 우 수 ( Excellent) 란 ① 분명히 부지런히 일하고 있다. ② 보통 작업량보다 더 경제적인 동작으로 일을 하고 있다. ③ 일에 흥미를 가지고 있다. ④ 스스로 많은 제안을 한다. ⑤ 기꺼이 권고나 제안을 받아 들인다. ⑥ 일반적으로 시간연구자를 절대로 신뢰하고 있다. 그러나 반대로 두려움을 품고 있는 작업자의 경우도 우수한 노력을 한다.
노력도( Effort) 의 평가기준. 최우수(Excessive)란. ① 터무니 없이 페이스를 빨리 한다. ② 건강을 무시한다면 최상의 노력이다. ③ 1일중 이 페이스를 계속하기란 아마 불가능한 것이다. 우 수 ( Excellent) 란. ① 분명히 부지런히 일하고 있다. ② 보통 작업량보다 더 경제적인 동작으로 일을 하고 있다. ③ 일에 흥미를 가지고 있다. ④ 스스로 많은 제안을 한다. ⑤ 기꺼이 권고나 제안을 받아 들인다. ⑥ 일반적으로 시간연구자를 절대로 신뢰하고 있다. 그러나 반대로. 두려움을 품고 있는 작업자의 경우도 우수한 노력을 한다.")
51
⑦ 아마도 이런 노력을 여러 개 이상 계속할 수는 없을 것이다.
⑧ 우수하다는 것을 긍지로 삼고 있다. ⑨ 틀린 동작은 거의 하지 않는다. ⑩ 계통이 선 방법으로 일을 하고 있다. ⑪ 각 동작이 잘 조화되어 있다. 양호 ( Good ) 란 ① 리듬을 타고 일을 하고 있다. ② 쓸데없이 허비하는 시간이 적거나 아주 없다. ③ 일에 대해서 양심적이다. ④ 일에 흥미를 가지고 있다. ⑤ 하루 종일 계속할 수 있는 좋은 페이스로 일을 하고 있다. ⑥ 시간연구자를 신뢰하고 일을 하고 있다. ⑦ 권고나 제안을 기꺼이 받아들인다. ⑧ 작업개선을 위한 제안을 한다. ⑨ 작업장은 잘 정리되어 있다. 보통 ( Average ) 이란 ① 미숙의 노력보다는 좋다. ② 사양하고 있는 것처럼 보인다. ③ 제안을 받아들이지만 실행은 하지 않는다. ④ 사전준비를 잘 하여 일을 한다. ⑤ 스스로 계획을 세운다. ⑥ 좋은 작업 방법 또는 정하여진 공정에 바탕을 두고 일하고 있다. ⑦ 일을 착실하게 한다.
 란. ① 리듬을 타고 일을 하고 있다. ② 쓸데없이 허비하는 시간이 적거나 아주 없다. ③ 일에 대해서 양심적이다. ④ 일에 흥미를 가지고 있다. ⑤ 하루 종일 계속할 수 있는 좋은 페이스로 일을 하고 있다. ⑥ 시간연구자를 신뢰하고 일을 하고 있다. ⑦ 권고나 제안을 기꺼이 받아들인다. ⑧ 작업개선을 위한 제안을 한다. ⑨ 작업장은 잘 정리되어 있다. 보통 ( Average ) 이란. ① 미숙의 노력보다는 좋다. ② 사양하고 있는 것처럼 보인다. ③ 제안을 받아들이지만 실행은 하지 않는다. ④ 사전준비를 잘 하여 일을 한다. ⑤ 스스로 계획을 세운다. ⑥ 좋은 작업 방법 또는 정하여진 공정에 바탕을 두고 일하고 있다. ⑦ 일을 착실하게 한다.")
52
미숙 ( Fair ) 이란 ① 하는 수 없이 제안을 받아 들인다. ② 일에 집중하지 못하는 것처럼 보인다. ③ 밤샘, 놀기를 지나치게 하거나 정신적인 초조가 영향을 받고 있다. ④ 일에는 어느 정도 정성을 쏟는다. ⑤ 적당하다고 생각되는 방법에서 벗어난 작업방법을 사용하고 있다. ⑥ 항상 최상의 방법은 사용하지 않는다. ⑦ 주변의 일에 대해 고의적으로 무관심하려고 할 때가 가끔 있다. ⑧ 어느 정도 지나치게 정확한 일을 한다. ⑨ 계통은 서 있으나 불충분하다. ⑩ 자진해서 계획은 하지 않는다. 불량( Poor ) 이란 ① 시간을 헛되이 한다. ② 분명히 일에 대한 흥미를 잃고 있다. ③ 제안을 받으면 화를 낸다. ④ 게으름을 피우는 것 같다. ⑤ 불필요한 공구나 재료 때문에 자주 자리를 비운다. ⑥ 필요없는 동작을 한다. ⑦ 작업장소가 잡다하게 어지럽혀 있다. ⑧ 고의적으로 공구를 함부로 쓰거나 나쁜 공구를 쓰거나 한다. ⑨ 작업 레이아웃을 일부러 나쁘게 한다. ⑩ 일부러 나쁜 준비상태에서 일한다. ⑪ 필요 이상으로 정확하게 일한다.
 이란. ① 시간을 헛되이 한다. ② 분명히 일에 대한 흥미를 잃고 있다. ③ 제안을 받으면 화를 낸다. ④ 게으름을 피우는 것 같다. ⑤ 불필요한 공구나 재료 때문에 자주 자리를 비운다. ⑥ 필요없는 동작을 한다. ⑦ 작업장소가 잡다하게 어지럽혀 있다. ⑧ 고의적으로 공구를 함부로 쓰거나 나쁜 공구를 쓰거나 한다. ⑨ 작업 레이아웃을 일부러 나쁘게 한다. ⑩ 일부러 나쁜 준비상태에서 일한다. ⑪ 필요 이상으로 정확하게 일한다.")
53
4. 웨스팅 하우스법 3) 작업환경 ( Condition ) 의 평가기준 4) 일치성 ( Consistency ) 의 평가기준
- 온도, 습도, 통풍, 소음, 유해가스 등 작업환경의 정도를 평가 - 기준의 설정 및 정량적 표시가 곤란하므로 표준설정을 위하여는 적정하게 개선후 측정이 효과적 4) 일치성 ( Consistency ) 의 평가기준 평 가 인 자 평 가 기 준 완 전 ( Perfect ) 우 수 ( Excellent ) 양 호 ( Good ) 보 통 ( Average ) 미 숙 ( Fair ) 불 량 ( Poor ) 산포가 없는 산업 최대치와 최소치의 차가평균치의 10% 이내인 작업 최대치와 최소치가 평균치의 20% 이내인 작업 최대치와 최소치가 평균치의 30% 이내인 작업 최대치와 최소치가 평균치의 50% 이내인 작업 최대치와 최소치가 평균치의 50% 이상인 작업 4. 웨스팅 하우스법 -웨스팅 하우스사에서 Leveling 법을 보완변경 - 숙 련 도 - 노 력 도 - 작 업 환 경 - 일 치 성 - 섬세도(Dexterity) - 유효도(Effectiveness) - 작업태도 (Physical Application) (4가지 인자) (3가지 인자)
 일치성 ( Consistency ) 의 평가기준. 평 가 인 자. 평 가 기 준. 완 전 ( Perfect ) 우 수 ( Excellent ) 양 호 ( Good ) 보 통 ( Average ) 미 숙 ( Fair ) 불 량 ( Poor ) 산포가 없는 산업. 최대치와 최소치의 차가평균치의 10% 이내인 작업. 최대치와 최소치가 평균치의 20% 이내인 작업. 최대치와 최소치가 평균치의 30% 이내인 작업. 최대치와 최소치가 평균치의 50% 이내인 작업. 최대치와 최소치가 평균치의 50% 이상인 작업. 4. 웨스팅 하우스법. -웨스팅 하우스사에서 Leveling 법을 보완변경. - 숙 련 도. - 노 력 도. - 작 업 환 경. - 일 치 성. - 섬세도(Dexterity) - 유효도(Effectiveness) - 작업태도. (Physical Application) (4가지 인자) (3가지 인자)")
54
가.레벨링 지수표 (Performance Rating Table )
좋 음 표준 나 쁨 + - ° 섬 세 도 (Dexterity) (1) 기계나 공구의 취급, 부품의 조립에 발휘되는 기능 .06 .03 .02 .04 (2) 동작의 확실성 (3) 동작 코디네이션과 리듬 ° 유 효 도 (Effectiveness) (1) 공구나 부품을 차례로, 기계적으로, 정확하게 교환 · 보충하는데 발휘되고 있는 기능 (2) 동작을 훌륭하게 생략 · 조합 · 단축하는데 발휘되고 있는 기능 .08 (3) 두손을 좌우 똑같이 사용할 수 있는 능력 (4) 무효작업에 노력을 들이지 않는 능력 ° 작 업 태 도 (Phsyical Application) (1) 작업템포 (2) 정신집중도
 (1) 기계나 공구의 취급, 부품의 조립에 발휘되는 기능 (2) 동작의 확실성. (3) 동작 코디네이션과 리듬. ° 유 효 도 (Effectiveness) (1) 공구나 부품을 차례로, 기계적으로, 정확하게 교환 · 보충하는데 발휘되고 있는 기능. (2) 동작을 훌륭하게 생략 · 조합 · 단축하는데 발휘되고. 있는 기능 (3) 두손을 좌우 똑같이 사용할 수 있는 능력. (4) 무효작업에 노력을 들이지 않는 능력. ° 작 업 태 도 (Phsyical Application) (1) 작업템포. (2) 정신집중도.")
55
5. 속도 레이팅 가. 속도 레이팅이란 작업동작의 속도를 그 회사에서 결정한 기준속도와 비교하여 작업동작의 지속비율을 계수로 표시하는 것이다. - 이 방법을 활용하려면 시간분석자는 그 회사에서 결정한 기준을 언제 든지 “느낌”으로 가지고 있는 것이 필수조건이다. - 이때의 “느낌”은 훈련에 의해서만 얻을 수 있다. 나. 레이팅의 정확도 검증요령 ① ±5%의 범위내에 들어 있는가 ② 너무 심하거나 너무 약하지 않은가 ③ 빠른 장면은 너무 빠르게, 느린 것은 너무 느리게 느끼고 있지 않은가. ④ 지속의 폭을 느끼지 못하고 모두 비슷하게 생각하고 있지 않은가.

56
다. 레이팅(Rating) 결과표 해석방법 a. 올바른 레이팅 b. 보수적인 레이팅 c. 과격한 레이팅 정확한 레이팅
후한 레이팅 a. 올바른 레이팅 엄한 레이팅 관 측 레 이 트 올바른 레이트 정확한 레이팅 b. 보수적인 레이팅 관측된 레이팅 관 측 레 이 트 엄하다 후하다 올바른 레이트 정확한 레이팅 c. 과격한 레이팅 관 측 레 이 트 관측된 레이팅 올바른 레이트

57
라. Rating 관측용지 관측 작업 장면 1 2 3 4 5 속도 레이팅 실습용지 관측 작업 장면 1 2 3 4 5
관측레이트 올바른레이트 1 2 3 4 5 속도 레이팅 실습용지 관측 작업 장면 관측레이트 올바른레이트 1 2 3 4 5 년 월 일 (관측자명) 관측 작업 장면 관측레이트 올바른레이트 1 2 3 4 5
 관측. 작업. 장면. 관측레이트. 올바른레이트")

 è 프로젝트 관리분야 범 세계적 산, 학, 연 협동추진 è www.pmi.orgwww.pmi.org u.>")






.>")









![[ COST TABLE 작성 기법 ].](/90/14581723/big_thumb.jpg "[ COST TABLE 작성 기법 ].>")

