Download presentation
1
Chapter 07 미끄럼 베어링 Chapter 07 미끄럼베어링

2
7-1 ≫ 미끄럼베어링의 개요 1. 베어링(bearing)이란? ▪ 베어링(bearing) 의 역할: ① 회전하는 축의 지지
② 원활한 회전을 유지 ③ 荷重(하중) 및 축 自重(자중)에 의한 마찰저항의 감소 Chapter 07 미끄럼 베어링
 및 축 自重(자중)에 의한 마찰저항의 감소. Chapter 07 미끄럼 베어링.")
3
2. 저널의 종류 <그림 7-1> 저널의 종류 Chapter 07 미끄럼 베어링

4
(1) 레이디얼 저널(radial journal)
▪ 저널 베어링(journal bearing) : 저널을 받치고 있는 베어링 피봇(pivot) : 축방향의 하중을 받고 있는 저널 피봇 베어링(pivot bearing) ▪ 저널과 베어링은 짝(pair)을 이룬다. (1) 레이디얼 저널(radial journal) ▪ 하중이 축에 직각으로 작용 끝(end )저널, 중간저널 (2) 스러스트 저널(thrust journal) ▪ 하중이 축방향으로 작용 피봇 저널, 칼라 저널 (3) 합성저널(composite journal) ▪ 하중이 축의 직각방향과 축 방향에 동시에 작용함 원추 저널, 구면 저널 * 테이퍼 저널(taper journal) ▪ 약간의 추력(推力, thrust)도 지지할 수 있도록 원통형 저널에 테이퍼를 주어서 원뿔형으로 한 것 Chapter 07 미끄럼 베어링
 : 저널을 받치고 있는 베어링. 피봇(pivot) : 축방향의 하중을 받고 있는 저널. 피봇 베어링(pivot bearing) ▪ 저널과 베어링은 짝(pair)을 이룬다. (1) 레이디얼 저널(radial journal) ▪ 하중이 축에 직각으로 작용 끝(end )저널, 중간저널. (2) 스러스트 저널(thrust journal) ▪ 하중이 축방향으로 작용 피봇 저널, 칼라 저널. (3) 합성저널(composite journal) ▪ 하중이 축의 직각방향과 축 방향에 동시에 작용함 원추 저널, 구면 저널. * 테이퍼 저널(taper journal) ▪ 약간의 추력(推力, thrust)도 지지할 수 있도록 원통형 저널에 테이퍼를. 주어서 원뿔형으로 한 것. Chapter 07 미끄럼 베어링.")
5
3. 베어링의 종류 (1) 하중방향에 따른 종류 ① 레이디얼 베어링(radial bearing)
축에 직각인 하중을 지지하는 베어링 ② 스러스트 베어링(thrust bearing) 축방향의 하중을 지지하는 베어링 ③ 테이퍼 베어링(taper bearing) 축방향 및 축에 직각인 하중을 동시 지지 Chapter 07 미끄럼 베어링
 축방향의 하중을 지지하는 베어링. ③ 테이퍼 베어링(taper bearing) 축방향 및 축에 직각인 하중을 동시 지지. Chapter 07 미끄럼 베어링.")
6
(2) 접촉방법에 따른 종류 ② 구름 베어링(rolling bearing) : 축과 베어링 사이에 볼(ball),
① 미끄럼 베어링(sliding bearing) : 저널과 베어링면 사이에 중간 매개물로서 윤활유(潤滑油)가 유막(油膜)을 형성하여 미끄럼 접촉하는 베어링 유막의 압력으로 하중을 지지하는 베어링으로서 유체윤활로 마찰을 감소 ② 구름 베어링(rolling bearing) : 축과 베어링 사이에 볼(ball), 롤러(roller), 또는 니들 롤러(needle roller)를 넣어서 구름 접촉(rolling contact) 하도록 하여 접촉 압력에 의해 하중을 지지하는 베어링 Chapter 07 미끄럼 베어링
 : 저널과 베어링면 사이에. 중간 매개물로서 윤활유(潤滑油)가 유막(油膜)을 형성하여. 미끄럼 접촉하는 베어링. 유막의 압력으로 하중을 지지하는 베어링으로서. 유체윤활로 마찰을 감소. ② 구름 베어링(rolling bearing) : 축과 베어링 사이에 볼(ball), 롤러(roller), 또는 니들 롤러(needle roller)를 넣어서 구름. 접촉(rolling contact) 하도록 하여 접촉 압력에 의해 하중을. 지지하는 베어링. Chapter 07 미끄럼 베어링.")
7
◎ 특수 베어링 ▪ 전자기 베어링(electromagnetic bearing) 전자기력(電磁氣力)을 이용하여 축을 지지
▪ 초전도 자기 베어링(superconducting magnetic bearing) 초전도체(超傳導體)의 자석(磁石) 이용 Chapter 07 미끄럼 베어링
 초전도체(超傳導體)의 자석(磁石) 이용. Chapter 07 미끄럼 베어링.")
8
<그림 7-2> 미끄럼 베어링의 종류
(3) 베어링 규격 (저널베어링) <그림 7-2> 미끄럼 베어링의 종류 Chapter 07 미끄럼 베어링
 베어링 규격. (저널베어링) <그림 7-2> 미끄럼 베어링의 종류. Chapter 07 미끄럼 베어링.")
9
<그림 7-4> 자기 베어링과 초전도 자석 베어링
<그림 7-3> 구름 베어링의 종류 <그림 7-4> 자기 베어링과 초전도 자석 베어링 Chapter 07 미끄럼 베어링

10
7-2 ≫ 미끄럼 베어링 1. 미끄럼 베어링의 종류 ▪ 윤활 원리에 의한 분류 : 동압(動壓) 베어링, 정압(靜壓) 베어링
▪ 동압 베어링 : 베어링과 축사이의 상대운동에 의해 동역학적으로 유막에 압력을 발생 이것이 하중을 지지하는 것 ▪ 정압 베어링 : 정역학적으로 윤활압력을 발생시켜서 하중 지지 Chapter 07 미끄럼 베어링

11
<표 7-1> 미끄럼 베어링의 형식 Chapter 07 미끄럼 베어링

12
<표 7-2> 미끄럼 베어링과 구름 베어링의 특성 비교
2. 베어링의 특성 비교 <표 7-2> 미끄럼 베어링과 구름 베어링의 특성 비교 Chapter 07 미끄럼 베어링

13
3. 미끄럼 베어링의 구조 (1) 레이디얼 베어링의 구조 ▪ 베어링 메탈은 주로 청동주물로 제작
주철 이외의 철금속에 화이트 메탈을 삽입 사용 ▪ 급유구(給油口)의 설치 : 베어링 압력이 낮은 쪽에 설치, 기름의 유입이 좋게 기름 홈을 파는 수도 있다. ▪ 지름의 간극 : 저널 지름의 1/1000~1.5/1000 정도, 정밀기계의 간극은 작게, 고속·중하중의 베어링에서는 간극을 크게 한다. Chapter 07 미끄럼 베어링
의 설치 : 베어링 압력이 낮은 쪽에 설치, 기름의 유입이 좋게 기름 홈을 파는 수도 있다. ▪ 지름의 간극 : 저널 지름의 1/1000~1.5/1000 정도, 정밀기계의 간극은 작게, 고속·중하중의 베어링에서는. 간극을 크게 한다. Chapter 07 미끄럼 베어링.")
14
4. 레이디얼 미끄럼 베어링의 설계 * 레이디얼 미끄럼 베어링의 구성 ① 베어링 메탈(bush metal)
② 베어링 본체 : 베어링 캡, 베어링 몸체 ③ 캡 볼트(cap bolt) ④ 설치 볼트(holding down bolt) Chapter 07 미끄럼 베어링
 ④ 설치 볼트(holding down bolt) Chapter 07 미끄럼 베어링.")
15
<그림 7-9> 분할형 레이디얼 미끄럼 베어링의 구성
Chapter 07 미끄럼 베어링

16
(2) 스러스트 베어링의 구조 ▪ 칼라 베어링 : - 수평축에서 스러스트 하중을 받는 경우에 사용
- 축에 몇 개의 칼라로 그 측면에서 추력을 지지 - 선박의 프로펠러, 수차 및 펌프의 축과 같이 큰 추력을 받는 경우에 사용 <그림 7-13> 칼라 베어링 Chapter 07 미끄럼 베어링

17
4. 미끄럼 베어링의 재료 ▪ 미끄럼 베어링 : - 윤활을 완전하게 한다. - 마모 및 발열을 방지하여야 한다.
- 축과의 친화성을 좋게 한다. - 오일의 흡착력이 높다. - 열전도가 좋은 것이 요구 Chapter 07 미끄럼 베어링

18
(1) 베어링 재료에 요구되는 성질 ① 하중 및 피로에 대한 충분한 강도를 가질 것 ② 축에 눌어붙지 않는 내열성을 가질 것
③ 내부식성이 강할 것 ④ 유막의 형성이 용이할 것 ⑤ 축의 처짐과 미소 변형에 대하여 유연성이 좋을 것 ⑥ 베어링에 흡입된 미세한 먼지 등의 흡착력이 좋을 것 ⑦ 내마멸성 및 내구성이 좋을 것 ⑧ 마찰계수가 작을 것 ⑨ 마찰열의 소산(消散)을 위해 열전도율이 좋을 것 ⑩ 주조와 다듬질 등의 공작이 용이할 것 Chapter 07 미끄럼 베어링
을 위해 열전도율이 좋을 것. ⑩ 주조와 다듬질 등의 공작이 용이할 것. Chapter 07 미끄럼 베어링.")
19
(2) 미끄럼 베어링 재료의 특징 ① 화이트 메탈(white metal)
주석(Sn), 납(Pb), 아연(Zn) 등을 주성분으로 하는 연(軟)한 금속의 백색합금을 총칭 ▪ 주석을 주성분, 구리, 납을 첨가한 합금 : - 화이트 메탈 중에서도 고속회전에 가장 적합 - 열전도율도 좋고, 내부식성도 크다. Chapter 07 미끄럼 베어링
, 납(Pb), 아연(Zn) 등을 주성분으로 하는. 연(軟)한 금속의 백색합금을 총칭. ▪ 주석을 주성분, 구리, 납을 첨가한 합금 : - 화이트 메탈 중에서도 고속회전에 가장 적합. - 열전도율도 좋고, 내부식성도 크다. Chapter 07 미끄럼 베어링.")
20
▪ 배비트 메탈(Babbit metal) : - 강철과 포금(gun metal)의 안쪽 면에 안티몬(Sb)을 함유한
합금을 라이닝 - 베어링의 부시로 처음 사용 - 항공기, 자동차, 엔진의 메인 베어링(main bearing)용 - 고속 · 고압의 고급 베어링 재료로서 널리 사용 ▪ 아연을 주성분, 구리, 주석, 납, 안티몬, 알루미늄 등을 함유한 합금 : - 가격이 싸고, 경도(硬度)가 크다. - 중하중(重荷重)용에 적합하다. - 내마모성이 별로 좋지 않다. Chapter 07 미끄럼 베어링
용. - 고속 · 고압의 고급 베어링 재료로서 널리 사용. ▪ 아연을 주성분, 구리, 주석, 납, 안티몬, 알루미늄 등을. 함유한 합금 : - 가격이 싸고, 경도(硬度)가 크다. - 중하중(重荷重)용에 적합하다. - 내마모성이 별로 좋지 않다. Chapter 07 미끄럼 베어링.")
21
- 고온 · 고하중의 경우를 제외한 부분에 폭 넓게 사용 - 마멸과 인성(靭性)이 주석계 합금보다 떨어진다.
▪ 납을 주성분, 주석, 안티몬을 첨가한 합금 ; - 용융점 및 열전도율이 낮다. - 연하여 축과의 친화성이 좋다. - 기름의 분자와 흡착력이 크다. - 강한 유막을 형성할 수가 있다. - 값이 싸고 마찰계수도 작다. - 고온 · 고하중의 경우를 제외한 부분에 폭 넓게 사용 - 마멸과 인성(靭性)이 주석계 합금보다 떨어진다. - 심한 충격과 진동이 발생하는 부분에 사용 부적당 - 차량, 선박 및 발전기와 전동축의 베어링에 사용 Chapter 07 미끄럼 베어링
이 주석계 합금보다 떨어진다. - 심한 충격과 진동이 발생하는 부분에 사용 부적당. - 차량, 선박 및 발전기와 전동축의 베어링에 사용. Chapter 07 미끄럼 베어링.")
22
② 구리 합금 - 인청동, 납청동, 켈멧, 포금 등이 있다. - 면이 매끄럽기 때문에 내마모성이 우수
- 열전도율이 좋아서 고속 · 고하중용에 적합 - 청동주물, 납청동주물, 인청동주물 등이 많이 사용 ▪ 켈멧(Kelmet) : 구리에 약 30[%]의 납을 첨가한 합금 - 구리보다 강도가 크고 강성도 크다. - 열전도성이 좋고, 고속·고하중용에 적합 - 고속 내연기관용 피스톤 베어링, 공기압축기의 크로스헤드 핀의 베어링, 중간기어의 베어링, 공작기계의 메인 베어링 등에 많이 사용 Chapter 07 미끄럼 베어링
 : 구리에 약 30[%]의 납을 첨가한 합금. - 구리보다 강도가 크고 강성도 크다. - 열전도성이 좋고, 고속·고하중용에 적합. - 고속 내연기관용 피스톤 베어링, 공기압축기의 크로스헤드 핀의. 베어링, 중간기어의 베어링, 공작기계의 메인 베어링 등에 많이. 사용. Chapter 07 미끄럼 베어링.")
23
③ 오일리스 베어링(oilless bearing)
▪ 축이 회전하면 온도상승에 따라 기름과 베어링 재료에 대한 열팽창의 차이와 표면장력 등에 의하여 베어링 내부로부터 표면으로 기름이 흘러 나와서 유막을 형성 - 다공질(多孔質)의 베어링에 윤활유를 침투시킨 것 - 오일라이트, 또는 함유(含油) 베어링이라고도 함 - 체적의 15~25[%]의 윤활유를 흡수 - 급유가 곤란한 곳에 적합 - 전기시계, 가정용 냉동기, 소형기계, 사무기기, 음향기기, 식품가공기계 및 인쇄기계 등에 사용 - 축의 회전이 정지되면 기름은 반대로 베어링 메탈내의 공기구멍에 흡수 Chapter 07 미끄럼 베어링
의 베어링에 윤활유를 침투시킨 것. - 오일라이트, 또는 함유(含油) 베어링이라고도 함. - 체적의 15~25[%]의 윤활유를 흡수. - 급유가 곤란한 곳에 적합. - 전기시계, 가정용 냉동기, 소형기계, 사무기기, 음향기기, 식품가공기계 및 인쇄기계 등에 사용. - 축의 회전이 정지되면 기름은 반대로 베어링 메탈내의. 공기구멍에 흡수. Chapter 07 미끄럼 베어링.")
24
④ 카드뮴 합금 ▪ 오일리스 베어링 재료 : - 철계와 구리계가 있다. - 철계는 비교적 저속 · 고하중에 사용
- 구리계는 고속 · 저하중용에 적합 - 완전한 윤활 상태가 기대되지 않는다. - 다공질이기 때문에 열전도가 좋지 않다. ④ 카드뮴 합금 - 내피로성, 내마모성이 우수 - 화이트 메탈로서는 지탱하지 못하는 고하중용에도 적합 - 부하가 큰 내연기관, 압연기 및 펌프 등에 주로 사용 Chapter 07 미끄럼 베어링

25
⑤ 알루미늄 합금 ⑥ 비금속 재료 - 주석(Sn)을 20[%]이상 함유한 것을 Al-Sn 합금으로 사용
- 고성능의 내연기관에서 내피로성, 내마모성, 내부식성 및 열전도율이 우수한 재료로서 사용 ⑥ 비금속 재료 - 고분자 재료에 속하는 플라스틱, 합성수지 및 경질고무 등이 있어 물속에서 오일을 사용하기 어려운 경우 물을 윤활제로서 사용한다. - 카본 그래파이트는 고온부에서 윤활제가 없이도 사용 - 합성수지는 냉각 압연용 롤 네크에 사용 - 고무는 선박, 펌프의 베어링에 사용 - 리그넘바이터 : 선박의 스크루 프로펠러축 베어링 Chapter 07 미끄럼 베어링
![⑤ 알루미늄 합금 ⑥ 비금속 재료 - 주석(Sn)을 20[%]이상 함유한 것을 Al-Sn 합금으로 사용](http://slidesplayer.org/slide/15133114/91/images/25/%E2%91%A4+%EC%95%8C%EB%A3%A8%EB%AF%B8%EB%8A%84+%ED%95%A9%EA%B8%88+%E2%91%A5+%EB%B9%84%EA%B8%88%EC%86%8D+%EC%9E%AC%EB%A3%8C+-+%EC%A3%BC%EC%84%9D%28Sn%29%EC%9D%84+20%5B%25%5D%EC%9D%B4%EC%83%81+%ED%95%A8%EC%9C%A0%ED%95%9C+%EA%B2%83%EC%9D%84+Al-Sn+%ED%95%A9%EA%B8%88%EC%9C%BC%EB%A1%9C+%EC%82%AC%EC%9A%A9.jpg "- 고성능의 내연기관에서 내피로성, 내마모성, 내부식성 및. 열전도율이 우수한 재료로서 사용. ⑥ 비금속 재료. - 고분자 재료에 속하는 플라스틱, 합성수지 및 경질고무 등이. 있어 물속에서 오일을 사용하기 어려운 경우 물을 윤활제로서. 사용한다. - 카본 그래파이트는 고온부에서 윤활제가 없이도 사용. - 합성수지는 냉각 압연용 롤 네크에 사용. - 고무는 선박, 펌프의 베어링에 사용. - 리그넘바이터 : 선박의 스크루 프로펠러축 베어링. Chapter 07 미끄럼 베어링.")
26
7-3 ≫ 저널의 설계 1. 레이디얼 저널의 설계 (1) 저널의 설계에 있어서 고려할 사항 ① 충분한 강도(强度)를 가질 것
② 변형률이 과도하지 않을 것 ③ 마찰 및 마멸이 적고, 변형되었을 때 수리 및 교환이 쉬울 것 ④ 윤활유를 잘 보존할 것 ⑤ 마찰열이 집중되지 않고, 열의 소산(消散)이 쉬울 것 Chapter 07 미끄럼 베어링
이 쉬울 것. Chapter 07 미끄럼 베어링.")
27
<그림 7-15> 레이디얼 저널 베어링의 투영면적
(2) 베어링 압력 <그림 7-15> 레이디얼 저널 베어링의 투영면적 Chapter 07 미끄럼 베어링
 베어링 압력. <그림 7-15> 레이디얼 저널 베어링의 투영면적. Chapter 07 미끄럼 베어링.")
28
(7.1) Chapter 07 미끄럼 베어링
 Chapter 07 미끄럼 베어링")
29
<그림 7-16> 엔드 저널의 작용 하중
(3) 레이디얼 저널의 강도계산 ▪ 저널의 지름 축 지름에 의해 결정 ▪ 저널의 종류 : 엔드 저널, 중간 저널 ① 엔드 저널의 경우 <그림 7-16> 엔드 저널의 작용 하중 Chapter 07 미끄럼 베어링
 레이디얼 저널의 강도계산. ▪ 저널의 지름 축 지름에 의해 결정. ▪ 저널의 종류 : 엔드 저널, 중간 저널. ① 엔드 저널의 경우. <그림 7-16> 엔드 저널의 작용 하중. Chapter 07 미끄럼 베어링.")
30
(a) 저널의 지름 (b) 베어링 폭 (7.2) (7.3) Chapter 07 미끄럼 베어링
 저널의 지름 (b) 베어링 폭 (7.2) (7.3) Chapter 07 미끄럼 베어링")
31
② 중간 저널의 경우 <그림 7-17> 중간 저널의 하중 Chapter 07 미끄럼 베어링

32
(a) 저널의 지름 (7.4a) (7.4) Chapter 07 미끄럼 베어링
 저널의 지름 (7.4a) (7.4) Chapter 07 미끄럼 베어링")
33
(b) 베어링의 폭 (7.5) (7.6) Chapter 07 미끄럼 베어링
 베어링의 폭 (7.5) (7.6) Chapter 07 미끄럼 베어링")
34
(170쪽) Chapter 07 미끄럼 베어링
 Chapter 07 미끄럼 베어링")
35
(170쪽) 2 2 Chapter 07 미끄럼 베어링
 2 2 Chapter 07 미끄럼 베어링")
36
(170쪽) =38.92 =76.92 Chapter 07 미끄럼 베어링
 =38.92 =76.92 Chapter 07 미끄럼 베어링")
37
<표 7-3> 미끄럼 베어링의 설계자료
Chapter 07 미끄럼 베어링

38
(4) 마찰열을 고려한 설계 ① 마찰열 Chapter 07 미끄럼 베어링
 마찰열을 고려한 설계 ① 마찰열 Chapter 07 미끄럼 베어링")
39
Chapter 07 미끄럼 베어링 (단위는 23쪽 참고)
열량의 단위 열을 정량적으로 정의하기 위해서 열량(熱量, quantity of heat)이라는 물리량을 사용한다. 열량의 단위로는 일반적으로 칼로리(calorie, 기호 ㎈)를 사용한다. 또는 열을 에너지의 한 형태로서 취급하여 에너지의 공통단위인 줄(joule, 기호 J)로 표시한다. 1cal는 물 1g의 온도를 1℃만큼 올리는 데 필요한 열량이며, 1cal=4.18J이다. 열량의 단위인 J(joule, 줄)은 열이 물질이 아닌 에너지의 한 형태임을 확립한 J. P. Joule(줄)의 이름에서 따왔다. Chapter 07 미끄럼 베어링
이라는 물리량을 사용한다. 열량의 단위로는 일반적으로 칼로리(calorie, 기호 ㎈)를 사용한다. 또는 열을 에너지의 한 형태로서 취급하여 에너지의 공통단위인 줄(joule, 기호 J)로 표시한다. 1cal는 물 1g의 온도를 1℃만큼 올리는 데 필요한 열량이며, 1cal=4.18J이다. 열량의 단위인 J(joule, 줄)은 열이 물질이 아닌 에너지의 한 형태임을 확립한 J. P. Joule(줄)의 이름에서 따왔다. Chapter 07 미끄럼 베어링.")
40
즉, A = 1/427(㎉/㎏·m) : 일의 열상당량(일을 열로 환산)
열역학 제 1 법칙(에너지보존의 법칙) "열은 본질상 에너지의 일종이며, 열과 일은 서로 전환이 가능할 뿐만 아니라 열과 일 사이에는 일정한 비례관계가 성립 된다. 즉 열량은 일량으로 일량은 열량으로 환산 가능하다"를 밝힌 법칙으로 에너지 보존의 법칙이 성립함을 표현한 것이다. ※ 알아 둡시다! 1㎉ = 427(㎏·m) 즉, A = 1/427(㎉/㎏·m) : 일의 열상당량(일을 열로 환산) J = 1/A = 427(㎉/㎏·m) : 열의 일상당량(열을 일로 환산) Chapter 07 미끄럼 베어링
 열은 본질상 에너지의 일종이며, 열과 일은 서로 전환이 가능할 뿐만 아니라 열과 일 사이에는 일정한 비례관계가 성립 된다. 즉 열량은 일량으로 일량은 열량으로 환산 가능하다 를 밝힌 법칙으로 에너지 보존의 법칙이 성립함을 표현한 것이다. ※ 알아 둡시다! 1㎉ = 427(㎏·m) 즉, A = 1/427(㎉/㎏·m) : 일의 열상당량(일을 열로 환산) J = 1/A = 427(㎉/㎏·m) : 열의 일상당량(열을 일로 환산) Chapter 07 미끄럼 베어링.")
41
② 마찰열의 방산 Chapter 07 미끄럼 베어링 마찰열량과 = 방산열량 베어링은 항상 일정한 온도를 유지함.
마찰열량과 = 방산열량 베어링은 항상 일정한 온도를 유지함. 방산열량 < 마찰열량 열이 점차 축적되어 고온에 도달하여 윤활작용이 불량해져 베어링의 녹아붙음(seizure)이 발생함. 따라서, 녹아붙음이 발생하지 않도록 마찰열량과 방산열량이 균형을 이루도록 설계해야 함. Chapter 07 미끄럼 베어링
이 발생함. 따라서, 녹아붙음이 발생하지 않도록 마찰열량과 방산열량이 균형을 이루도록 설계해야 함. Chapter 07 미끄럼 베어링.")
42
③ 발열계수 pv 의 제한값과 저널의 나비 Chapter 07 미끄럼 베어링

43
④ 저널에서 발생된 마찰열을 방산시키는 방법 (a) 자연 방열 : 베어링의 표면을 통해 공기로 방산됨.
(b) 강제냉각 : 고속, 고하중용 베어링에서는 발생열량이 많아 자연 방열만으로 베어링의 온도를 일정하게 유지하기 곤란함. 별도 설치된 오일펌프로 윤활유를 강제 순환시켜 발생열을 흡수하여 유출시킴. Chapter 07 미끄럼 베어링
 강제냉각 : 고속, 고하중용 베어링에서는 발생열량이 많아 자연 방열만으로 베어링의 온도를 일정하게 유지하기 곤란함. 별도 설치된 오일펌프로 윤활유를 강제 순환시켜 발생열을 흡수하여 유출시킴. Chapter 07 미끄럼 베어링.")
44
(173쪽) Chapter 07 미끄럼 베어링
 Chapter 07 미끄럼 베어링")
45
2. 스러스트 베어링 (1) 스러스트 베어링의 압력 ① 피봇 베어링 압력 Chapter 07 미끄럼 베어링
(참고) 하중이 축 방향으로만 작용하기 때문에 굽힘 강도는 고려하지 않고, 베어링 압력과 마찰열만으로 설계를 함. 2. 스러스트 베어링 (1) 스러스트 베어링의 압력 ① 피봇 베어링 압력 Chapter 07 미끄럼 베어링
 하중이 축 방향으로만 작용하기 때문에. 굽힘 강도는 고려하지 않고, 베어링 압력과. 마찰열만으로 설계를 함. 2. 스러스트 베어링. (1) 스러스트 베어링의 압력. ① 피봇 베어링 압력. Chapter 07 미끄럼 베어링.")
46
Chapter 07 미끄럼 베어링

47
(a) 중실축의 경우 (b) 중공축의 경우 Chapter 07 미끄럼 베어링
 중실축의 경우 (b) 중공축의 경우 Chapter 07 미끄럼 베어링")
48
② 칼라 베어링의 압력<그림 7-13(c)>
Chapter 07 미끄럼 베어링

49
(2) 마찰열을 고려한 설계 ① 피봇 베어링의 발열계수 (a) 중실축의 경우 Chapter 07 미끄럼 베어링
 마찰열을 고려한 설계 ① 피봇 베어링의 발열계수 (a) 중실축의 경우 Chapter 07 미끄럼 베어링")
50
(b) 중공축의 경우 (7.15a) Chapter 07 미끄럼 베어링
 중공축의 경우 (7.15a) Chapter 07 미끄럼 베어링")
51
(3) 칼라 저널의 마찰열 Chapter 07 미끄럼 베어링
 칼라 저널의 마찰열 Chapter 07 미끄럼 베어링")
52
( 쪽) 중공축 Chapter 07 미끄럼 베어링
 중공축 Chapter 07 미끄럼 베어링")
53
(176쪽) Chapter 07 미끄럼 베어링
 Chapter 07 미끄럼 베어링")
54
7.3. 마찰과 윤활 (1) 미끄럼 마찰(sliding friction) Chapter 07 미끄럼 베어링
 미끄럼 마찰(sliding friction) Chapter 07 미끄럼 베어링")
55
(경계마찰) (유체마찰) <그림 7-14> 미끄럼 마찰 Chapter 07 미끄럼 베어링
 (유체마찰) <그림 7-14> 미끄럼 마찰 Chapter 07 미끄럼 베어링")
56
*유막의 압력분포 <그림 > 유막의 압력분포 Chapter 07 미끄럼 베어링

57
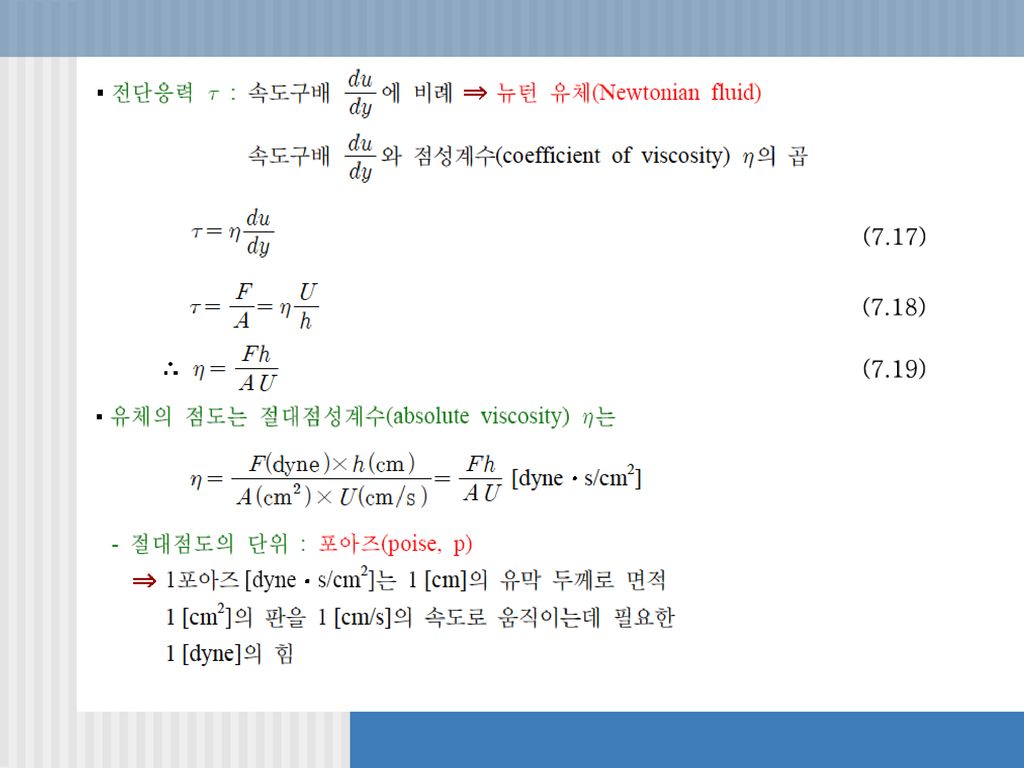
<그림 7-16> 전단력과 속도구배(점성저항)
(2) 점도 - 임의의 층에 있는 속도 u는 거리 y에 비례함. - 한 면이 상대면에 대하여 미끄러질 때 나타나는 미끄럼 저항을 점도라 함. <그림 7-16> 전단력과 속도구배(점성저항) Chapter 07 미끄럼 베어링
 점도. - 임의의 층에 있는 속도 u는 거리 y에 비례함. - 한 면이 상대면에 대하여 미끄러질 때 나타나는 미끄럼 저항을 점도라 함. <그림 7-16> 전단력과 속도구배(점성저항) Chapter 07 미끄럼 베어링.")
59
Chapter 07 미끄럼 베어링 = <온도변환공식>
TC = (TF - 32) × 5/9 TF = (TC × 9/5) + 32 TK = TC + = (TF + ) × 5/9 점성계수 밀도 = Chapter 07 미끄럼 베어링
 × 5/9 TF = (TC × 9/5) + 32 TK = TC + = (TF + ) × 5/9. 점성계수. 밀도. = Chapter 07 미끄럼 베어링.")
60
Chapter 07 미끄럼 베어링

61
(3) 페트로프(Petroff)의 베어링 방정식
가정: 베어링에 작용하는 하중은 매우 작고, 틈새에는 윤활유가 가득 차 있으며, 윤활유의 누출은 없다고 가정함. <그림 7-17> 페트로프의 법칙 Chapter 07 미끄럼 베어링

62
Chapter 07 미끄럼 베어링

63
Ф=c/r=틈새비 =베어링계수 Chapter 07 미끄럼 베어링

64
(4) 안정 윤활 (a) 베어링계수(ηn/p)
▪ 베어링계수(bearing modulus) 유막의 상태와 두께에 대한 값으로서 ηn/p의 무차원화한 양 ▪ 구간 AB : 유체윤활 영역(완전윤활 영역) 구간 BC : 혼합윤활 영역, 구간 CD : 경계윤활 영역 구간 BD : 불완전윤활 영역 ▪ 구간 BC(혼합윤활 영역) 마찰면의 거칠기 등의 영향으로 일부는 경계막에 의해 박막 윤활상태로 된다. ▪ B점은 유체윤활에서 혼합윤활로 바뀌는 천이점(遷移點) 마찰계수가 최소로 되는 점을 한계점(限界點)이라 한다. ▪ 베어링계수 ηn/p의 값이 클 때 유막이 두꺼우므로 유체윤활 베어링계수 ηn/p의 값이 작을 때 유막이 얇아져 경계윤활 마찰계수가 큰 접촉상태 Chapter 07 미끄럼 베어링
 유막의 상태와 두께에 대한 값으로서. ηn/p의 무차원화한 양. ▪ 구간 AB : 유체윤활 영역(완전윤활 영역) 구간 BC : 혼합윤활 영역, 구간 CD : 경계윤활 영역. 구간 BD : 불완전윤활 영역. ▪ 구간 BC(혼합윤활 영역) 마찰면의 거칠기 등의 영향으로 일부는. 경계막에 의해 박막 윤활상태로 된다. ▪ B점은 유체윤활에서 혼합윤활로 바뀌는 천이점(遷移點) 마찰계수가 최소로 되는 점을 한계점(限界點)이라 한다. ▪ 베어링계수 ηn/p의 값이 클 때 유막이 두꺼우므로 유체윤활. 베어링계수 ηn/p의 값이 작을 때. 유막이 얇아져 경계윤활 마찰계수가 큰 접촉상태. Chapter 07 미끄럼 베어링.")
65
<그림 7-18> μ와 ηn/p의 관계
Chapter 07 미끄럼 베어링

66
▪ 유체윤활 영역 내에서 p가 비교적 작고 거의 일정할 때 n 및 η의 증가에 따라 η 및 n은 각각 감소
▪ n 및 η가 과소 또는 p가 매우 클 때 베어링이 받는 압력 면적은 감소하고, 박막상태로 되어 마찰이 증가하여 그 열에 의해 유막의 유지가 곤란 : 불완전윤활 상태, 눌어붙음 발생 Chapter 07 미끄럼 베어링

67
(b) 유막의 두께(h)와 ηn/p 의 관계 ▪ 축과 베어링 사이의 유막의 두께 h는 ηn/p의 값이 클수록 두꺼워진다.
② 점도가 일정, 회전수 n이 클수록 유막의 두께 h는 두꺼워진다. ③ 압력 p가 작을수록 유막의 두께 h는 두꺼워진다. ▪ 유체윤활 마찰이 적고 마멸도 생기지 않는다. 경계윤활 ηn/p의 값이 작으면 유막이 얇게 된다. ▪ 특히 저속·고하중의 경우 ηn/p의 값이 작아지기 때문에 윤활유를 충분히 공급할 수 있도록 하여야 한다. Chapter 07 미끄럼 베어링

68
(c) 마찰계수와 회전수의 관계 ▪ 베어링은 μ가 최저로 되는 상태에서 사용하는 것이 가장 좋지만,
이 상태에서는 매우 불안정, 마찰열이 유막의 온도를 상승시키면 점도 η를 감소시킨다. 따라서 ηn/p의 값에 대한 μ가 작게 되어 불완전윤활 영역으로 바뀌게 되어 μ가 급격히 증가한다. ▪ η의 값이 약간 증가하더라도 이 한계점의 오른쪽 상태에서 운전하는 것이 더욱 안전하고, 실용적으로 ηn/p의 값을 μ의 최저 한계값의 4~5배 정도에서 운전 Chapter 07 미끄럼 베어링

69
<그림 7-18-1> 회전수와 마찰계수의 관계
Chapter 07 미끄럼 베어링

70
(d) 베어링의 틈새비 Chapter 07 미끄럼 베어링
 베어링의 틈새비 Chapter 07 미끄럼 베어링")
71
1P(포아즈)=0.1Pa.s 이므로 15.14P=1.514Pa.s임 Chapter 07 미끄럼 베어링
=0.1Pa.s 이므로 15.14P=1.514Pa.s임 Chapter 07 미끄럼 베어링")
72
7-4 ≫ 윤활제 및 윤활법 1. 윤활제 (1) 윤활제의 종류
▪ 윤활제(潤滑劑) : 표면사이에서 마찰과 마멸을 감소시키는 역할을 하는 중간 매개물 - 윤활제 : 광유계 윤활유, 동식물성유, 혼성윤활유, 합성윤활유, 그리스, 고체윤활제로 분류 광유는 가장 널리 사용 ▪ 동식물성유에는 유채기름, 야자유, 고래기름, 피마자유가 있고, 이 중에서도 피마자유는 점도가 높고, 유성(油性)이 좋으므로 경주용 자동차 엔진 등과 같은 특수한 목적에 사용된다. Chapter 07 미끄럼 베어링
 : 표면사이에서 마찰과 마멸을 감소시키는 역할을 하는 중간 매개물. - 윤활제 : 광유계 윤활유, 동식물성유, 혼성윤활유, 합성윤활유, 그리스, 고체윤활제로 분류. 광유는 가장 널리 사용. ▪ 동식물성유에는 유채기름, 야자유, 고래기름, 피마자유가 있고, 이 중에서도 피마자유는 점도가 높고, 유성(油性)이 좋으므로 경주용 자동차 엔진 등과 같은 특수한 목적에 사용된다. Chapter 07 미끄럼 베어링.")
73
▪ 합성윤활유로는 광유계 윤활유에서는 얻어지지 않는 성질을 가진 항공기용의 극저온 윤활유나 화학적으로 불활성인 실리콘유
▪ 고체윤활제는 마찰면에 고체막을 형성하여 윤활하는 것으로서 오래전부터 운모(雲母), 활석(滑石), 흑연(黑鉛, graphite) 등이 사용, 현재는 2유화(二硫化) 몰리브덴이 많이 사용되고 있다. ▪ 윤활제의 구비 조건 ① 유막 형성에 적합한 점도를 가질 것 ② 사용 목적에 적합한 경계윤활 성능을 유지할 것 ③ 기름의 액상(液狀)을 유지하는 온도 범위가 넓을 것 ④ 화학적 안정성이 클 것 ⑤ 먼지 등의 불순물을 포함하지 않을 것 ▪ 윤활유의 교환시기는 운전온도가 50[℃] 이하에서 먼지나 이물질이 적은 양호한 환경에서는 1회/년 정도로 충분하다. 기름의 온도가 100[℃] 이상에서 수분과 이물질이 혼입되는 경우 1회/3개월 또는 그 이내의 기간에서 교환한다. Chapter 07 미끄럼 베어링
, 활석(滑石), 흑연(黑鉛, graphite) 등이 사용, 현재는 2유화(二硫化) 몰리브덴이 많이 사용되고 있다. ▪ 윤활제의 구비 조건. ① 유막 형성에 적합한 점도를 가질 것. ② 사용 목적에 적합한 경계윤활 성능을 유지할 것. ③ 기름의 액상(液狀)을 유지하는 온도 범위가 넓을 것. ④ 화학적 안정성이 클 것. ⑤ 먼지 등의 불순물을 포함하지 않을 것. ▪ 윤활유의 교환시기는 운전온도가 50[℃] 이하에서 먼지나 이물질이. 적은 양호한 환경에서는 1회/년 정도로 충분하다. 기름의 온도가 100[℃] 이상에서 수분과 이물질이 혼입되는 경우. 1회/3개월 또는 그 이내의 기간에서 교환한다. Chapter 07 미끄럼 베어링.")
74
(2) 미끄럼 베어링의 윤활법 ① 적하(滴下)윤활법 ▪ 심지의 모세관 작용과 기름의 중력을 이용하여 용기의 기름을
베어링 안으로 급유 ▪ 적하량은 온도 및 기름의 높이에 따라 변화하는 결점 Chapter 07 미끄럼 베어링

75
<그림 7-19> 적하 윤활법 Chapter 07 미끄럼 베어링

76
② 패드 윤활법 ▪ 철도차량용 베어링에서와 같이 레이디얼 베어링에서 급유가
곤란한 경우 패드의 모세관 작용을 이용, 용기 안의 기름을 베어링 면에 바르는 방법 ▪ 베어링 면을 청결하게 유지하는 이점, 유량이 적기 때문에 기름에 의한 냉각 효과를 기대하기 어렵다. Chapter 07 미끄럼 베어링

77
<그림 7-21> 패드 윤활법 <그림 7-20> 링 윤활법 Chapter 07 미끄럼 베어링

78
③ 링 윤활법 ④ 중력 윤활법 ▪ 너무 저속회전에서는 적용하기 곤란
▪ 축의 속도가 높아지면 미끄럼이 증가하므로 온도가 상승하여 급유량도 감소 ④ 중력 윤활법 ▪ 베어링 위에 설치한 기름 탱크로부터 파이프를 통하여 급유하는 방법 ▪ 탱크의 위치를 높게 하면 강제윤활 ▪ 베어링에서 흘러나온 기름은 펌프에서 탱크로 되돌려 순환 ▪ 원주속도는 15~20[m/s]로서 중·고속용에 이용 Chapter 07 미끄럼 베어링

79
⑤ 강제 윤활법 ⑥ 그리스 윤활법 ▪ 기름의 순환을 많게 하여 냉각효과를 상승시키므로 펌프에
의해 기름을 베어링 안으로 강제 급유하는 방법 ▪ 1대의 펌프로 많은 베어링에 동시에 확실한 급유가 가능, 고속·고하중용에 적합 ⑥ 그리스 윤활법 ▪ 그리스컵(grease cup)에 그리스를 채우고 뚜껑을 닫아 놓으면, 베어링부의 온도 상승에 따라 그리스가 녹아서 윤활이 된다. ▪ 저속·고하중에서 그리스가 아니면 유막 형성이 되지 않는 곳, 또는 기름이 비산(飛散)하면 곤란한 장소에 이용된다. Chapter 07 미끄럼 베어링
에 그리스를 채우고 뚜껑을 닫아 놓으면, 베어링부의 온도 상승에 따라 그리스가 녹아서 윤활이 된다. ▪ 저속·고하중에서 그리스가 아니면 유막 형성이 되지 않는 곳, 또는 기름이 비산(飛散)하면 곤란한 장소에 이용된다. Chapter 07 미끄럼 베어링.")
80
<그림 7-22> 그리스 급유 컵 Chapter 07 미끄럼 베어링

81
(3) 구름 베어링의 윤활법 ▪ 주로 전동체와 궤도면의 탄성변형에 의해 국부적으로 발생하는
미끄럼 마찰, 또는 리테이너와 전동체 사이의 미끄럼 마찰을 감소시키고, 마모를 방지하는 동시에 부식을 방지하는 역할 ▪ 그리스의 사용온도는 0~50[℃], 고온용은 0~70[℃] 정도 ▪ 기름은 고온이나 고속, 또는 저온에서 그리스가 적합하지 않은 경우에 사용 Chapter 07 미끄럼 베어링

82
(4) 누유(漏油) 방지법 ▪ 외부로부터 먼지, 수분, 이물질, 마모물 등의 불순물의 베어링 침입 방지
▪ 윤활유를 새지 못하도록 밀봉(密封, sealing) ▪ 베어링의 마찰 감소, 타붙지 않게 하며, 분해, 조립, 보수 등을 용이하게 한다. ▪ 밀봉장치에는 축 끝의 하우징 커버처럼 고정된 부분의 밀봉과 회전축과 하우징처럼 미끄럼 운동하는 부분의 밀봉으로 나눔 ▪ 고정부분의 밀봉에는 링(ring)이나 개스킷(gasket)이 사용 Chapter 07 미끄럼 베어링
 ▪ 베어링의 마찰 감소, 타붙지 않게 하며, 분해, 조립, 보수 등을. 용이하게 한다. ▪ 밀봉장치에는 축 끝의 하우징 커버처럼 고정된 부분의 밀봉과. 회전축과 하우징처럼 미끄럼 운동하는 부분의 밀봉으로 나눔. ▪ 고정부분의 밀봉에는 링(ring)이나 개스킷(gasket)이 사용. Chapter 07 미끄럼 베어링.")
83
▪ 밀봉장치 펠트 실(felt seal), 상용 실(commercial seal),
<그림 7-23> 밀봉장치의 종류 ▪ 밀봉장치 펠트 실(felt seal), 상용 실(commercial seal), 래비린스 실(labylinth seal) Chapter 07 미끄럼 베어링
, 상용 실(commercial seal), 래비린스 실(labylinth seal) Chapter 07 미끄럼 베어링.")
84
▪ 펠트 실은 축과 하우징 안지름 사이의 틈새와 그 부분에 기계 가공된 몇 개의 홈을 이용하여 밀봉을 한다.
- 축과 하우징 사이의 틈새는 작을수록 밀봉 효과가 크다. - 틈새는 축 지름 50[mm] 이하에서는 0.25~0.4[mm], 축 지름 50[mm] 이상에서는 0.5~1[mm] 크기의 반지름 방향 틈새 - 기름 홈의 폭은 3~5[mm], 깊이는 4~5 [mm] 정도가 좋다. - 홈만으로 밀봉하는 경우 홈의 수는 3개 이상으로 하는 것이 양호한 밀봉이 기름 홈만으로는 완전한 밀봉이 곤란하므로 축에 붙인 회전체의 원심력에 의해 누유 방지, 이물질의 침입을 방지 하는 슬링거(slinger), 래비린스 방법을 병용 - 슬링거 밀봉은 간단, 효과적인 방법, 축이 정지했을 때 효과 없음 Chapter 07 미끄럼 베어링
, 래비린스 방법을 병용. - 슬링거 밀봉은 간단, 효과적인 방법, 축이 정지했을 때 효과 없음. Chapter 07 미끄럼 베어링.")
85
▪ 래비린스 실(labylinth seal)은 축과 하우징 사이에 미소 틈새를 갖는 작은 홈을 만들어 밀봉하는 방법이다.
- 특히 고속 회전하는 축에 효과적, 기름과 그리스의 양쪽에 사용 가능 - 동력손실이 없고 밀봉효과도 크지만, 회전축의 정밀도를 높여 틈새의 증대나 접촉을 방지할 필요가 있다. - 래비린스 틈새는 축 지름 50[mm] 이하에서는 반지름 방향 틈새는 0.25~0.4[mm], 축방향 틈새는 1~2[mm]로 한다. - 축 지름 50[mm] 이상에서는 반지름 방향의 틈새는 0.5~1.5[mm], 축방향의 틈새는 2~5[mm]로 한다. - 패킹 재료로는 마(麻), 목면(木棉), 펠트, 가죽, 고무 등이 사용 Chapter 07 미끄럼 베어링
, 목면(木棉), 펠트, 가죽, 고무 등이 사용. Chapter 07 미끄럼 베어링.")
86
▪ 현재는 상용 오일 실(oil seal)이 시판·보급 - 합성고무, 플라스틱 등을 패킹 재료로 사용하여 회전축과 미끄럼
접촉을 하여 밀봉 - 합성고무의 주위는 금속판을 씌운 후 코일 스프링, 판 스프링 으로 합성고무 부분을 축에 끼워서 누유 방지, 먼지 등 이물질 침입 방지 ▪ 오일 실은 다양한 형상과 크기가 있고, 이것은 마찰에 의해 밀봉 효과가 얻어지므로 고속에는 사용할 수 없다. ▪ 오일 실의 재료로는 니트릴 고무 또는 아크릴 고무가 일반적으로 사용, 고온의 경우에는 실리콘 고무, 플루오르 고무, 4플루오르화 에틸렌(테플론) 등이 사용 Chapter 07 미끄럼 베어링
 등이 사용. Chapter 07 미끄럼 베어링.")
87
<그림 7-24> 오일 실의 구성 Chapter 07 미끄럼 베어링

88
<표 7-4> 오일 실의 종류[KS B 2804] – (1)
Chapter 07 미끄럼 베어링
![<표 7-4> 오일 실의 종류[KS B 2804] – (1)](http://slidesplayer.org/slide/15133114/91/images/88/%3C%ED%91%9C+7-4%3E+%EC%98%A4%EC%9D%BC+%EC%8B%A4%EC%9D%98+%EC%A2%85%EB%A5%98%5BKS+B+2804%5D+%E2%80%93+%281%29.jpg "Chapter 07 미끄럼 베어링.")
89
<표 7-4> 오일 실의 종류[KS B 2804] – (2)
Chapter 07 미끄럼 베어링
![<표 7-4> 오일 실의 종류[KS B 2804] – (2)](http://slidesplayer.org/slide/15133114/91/images/89/%3C%ED%91%9C+7-4%3E+%EC%98%A4%EC%9D%BC+%EC%8B%A4%EC%9D%98+%EC%A2%85%EB%A5%98%5BKS+B+2804%5D+%E2%80%93+%282%29.jpg "Chapter 07 미끄럼 베어링.")
90
Chapter 07 미끄럼 베어링

91
Chapter 07 미끄럼 베어링

92
Chapter 07 미끄럼 베어링










 난 조금 더워도 발끈, 넌 뜨거워도 덤덤 ! 압력과 끓는점의 관계.>")


 크리에이티브 커먼즈 저작자표시-비영리-동일조건변경허락 3.0 Unported 라이선스에 따라 이용할 수 있습니다.>")

과 역학적 에너지(Mechanical Energy)>")
 소재가 평면응력상태에 놓였을 때(σ3=0), 최대전단응력조건과 전단변형에너지 조건은σ1 – σ2 평면에서 각각 어떤 식으로 표시되는가? (2) σ1 =σ2인 등이축인장에서 σ = Kεn로 주어지는 재료의 네킹시 변형율을 구하라.>")


>")

