PLC 프로그램의 작성 장치명 : GOLDSEC-M G5 金 溟 圭
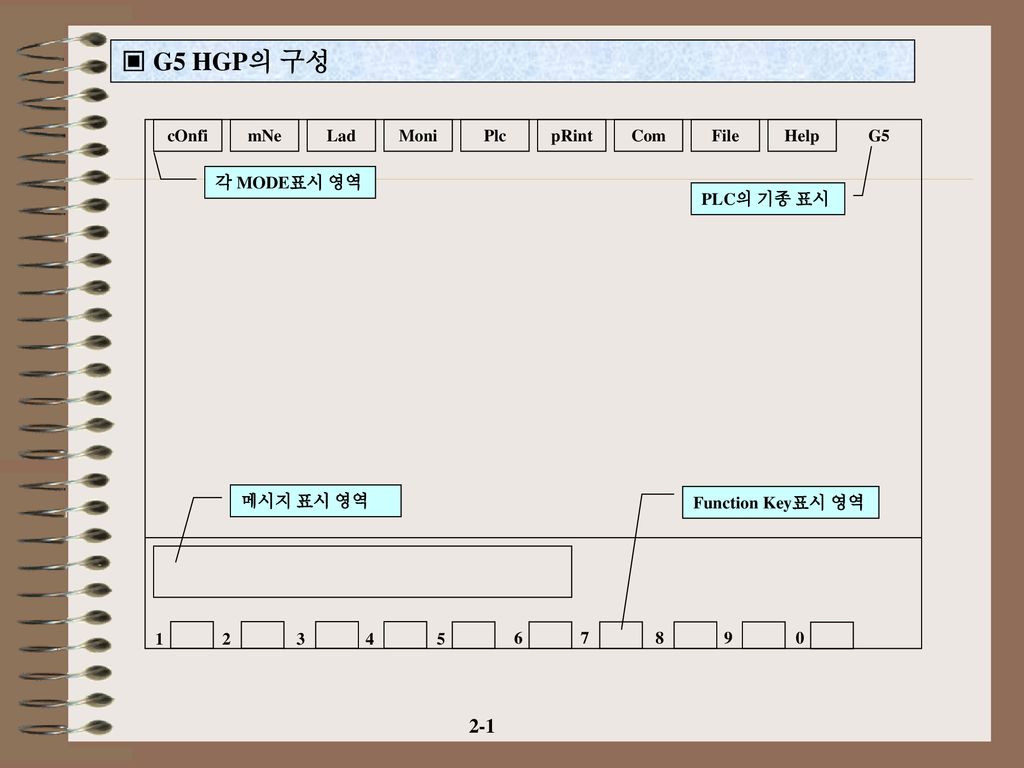
▣ G5 HGP의 구성 2-1 cOnfi mNe Lad Moni Plc pRint Com File Help G5 1 2 3 4 6 7 8 9 각 MODE표시 영역 PLC의 기종 표시 메시지 표시 영역 Function Key표시 영역 2-1
▣ 시스템 운영 사양의 설정 ▶ MODE선택 : Alt + O Configuration Selet mNe Lad Moni Plc pRint Com File Help G5 1 2 3 4 5 6 7 8 9 Configuration Selet System Configuration T/C Parameters Other Parameter ▶ PLC의 기종 설정 ▶Computer Port설정 ▶Timer/Counter의 사양과 종류 설정 ▶각 Device 영역설정 ▶ I/O 입출력할당 설정 ▶ 각종 Parameter설정 2-2
▣ Mnemonic Sequence 프로그램의 작성 Alt + N ▶ MODE선택 : cOnfi mNe Lad Moni Plc pRint Com File Help G5 1 2 3 4 5 6 7 8 9 0000 LD X000 0001 OUT Y040 0002 END Key 조작 F1+0+F2 :개시Step 번호 지정 F3+X0+ENT :LD X000 입력 F9+Y040+ENT :OUT Y040 입력 SHIFT+F10+ENT :END입력 2-3
▣ Ladder Diagram 프로그램의 작성 ▶ MODE선택 : Alt + L cOnfi mNe Lad Moni Plc pRint Com File Help G5 X000 Y040 [END] ( ) Key 조작 F1+0+F2 : 개시Step 번호 지정 F3+X0+ENT : X000 입력 F9+Y040+ENT : Y040 입력 SHIFT+F10+ENT : END입력 ALT+F7+Y :프로그램 CONVERT 1 2 3 4 5 6 7 8 9 2-4
▣ Ladder Diagram 프로그램의 편집 ▶ MODE선택 : Alt + L cOnfi mNe Lad Moni Plc pRint Com File Help G5 X000 Y040 [END] ( ) Key 조작 한 개의 접점 삭제: Ctrl+D 한 줄 삭제: Ctrl+L 한 줄 생성: Ctrl+N 1 2 3 4 5 6 7 8 9 2-5
▣ PLC Read/Write 조작 ▶ MODE선택 : Alt + P PLC Comunication Read(PLC = PC) cOnfi mNe Lad Moni Plc pRint Com File Help G5 1 2 3 4 5 6 7 8 9 PLC Comunication Read(PLC = PC) Write(PC=PLC) Verify Program Clear Data Clear PLC Mode Change ▶ PLC의 Data PC로 Down Load ▶ PC의 Data PLC로 Down Load ▶ PLC내 프로그램 삭제 ▶ PLC내 Data 삭제 ▶ PLC 운전 MODE변경 2-6
▣ Monitor 조작 ▶ MODE선택 : Alt + M Monitor MODE Mnemonic Monitor cOnfi mNe Lad Moni Plc pRint Com File Help G5 Monitor MODE Mnemonic Monitor Ladder Monitor Card Bit Monitor Time chart Monitor 1 2 3 4 5 6 7 8 9 2-7
Name size Date Time Description ▣ FILE MODE 조작 ▶ MODE선택 : Alt + F cOnfi mNe Lad Moni Plc pRint Com File Help G5 Name size Date Time Description KIM 23456 12-09-01 6:66p This is Program…. 프로그램의 저장 등 관리 영역 1 2 3 4 5 6 7 8 9 2-8
2. Sequence Program MODE에서 프로그램작성 3. Alt+F7 하여 프로그램 Conversion ▣ 프로그램 Down Load 및 PLC운전 1. DOS을 실행하여 PLC G5GP화면 실행 2. Sequence Program MODE에서 프로그램작성 3. Alt+F7 하여 프로그램 Conversion 4. Alt+P : PLC 운전 MODE를 Stop으로 전환 5. PLC Write MODE에서 프로그램 Down 6. Alt+P : PLC 운전 MODE를 Run으로 전환 7. Alt+M하여 Monitor실행 2-9
DEVICE명 사용범위 설 명 X Y F M L B A T C D DEC HEX ▣ G5 메모리의 구성 DEVICE명 사용범위 설 명 X 입력접점 X000∼31F(512점) 외부기기로 PLC에 신호 입력 Y 출력접점T Y000∼31F(512점) PLC로 부터 외부기기로 신호 출력 F 특수릴레이 F000∼F15F(256점) 특수용도로 미리 설정된 PLC내부사용 보조 Relay M 내부릴레이 M000∼M63F(1024점) 외부로 직점 출력할 수 없는 PLC네부 보조Relay L Latch릴레이 L000∼L31F9512점) 외부로 직접 출력 할 수 없는 PLC내부 보조Relay B Link릴레이 B000∼B15F(256점) Data Link용 내부 Relay A Accumulator A0, A1(2점) 기본명령, 응용명령 연산결과를 저장하는 Data Register T Timer T000∼T255(256점) C Counter C000∼C255(256점) D Data Register D000∼D1023(1024점) PLC내에서 Data를 저장하는 Memory DEC 10진 정수 00000∼65535 HEX 16진 정수 h0000∼hFFFF
X Y F M L B ▣ Device번호 부여 방법 식 별 자 0 ∼9까지 10진 표현 (Crad번호) 0 ∼ F까지 16진 표현
▣ 특수 F 릴레이 일람표 접점번호 명 칭 내용 F090 상시 ON F091 상시 OFF F092 1 Scan ON F093 1 San OFF F094 매 Scan 반전 F100∼F107 User Clock DUTY명령으로 생성 F110 20ms 주기 Clock F111 100ms 주기 Clock F112 200ms 주기 Clock F113 1sec 주기 Clock F114 2sec 주기 Clock F115 10sec주기 Clock F116 20sec 주기 Clock F117 60sec 주기 Clock
▣ LD / LDI / OUT 명령 ▶ 각 블록의 시작(연산의 개시)을 OUT은 코일(출력)을 나타낸다 ( ) X000 ( ) X000 Y040 [ END ] 어드레스 명 령 접점번호 0000 LD X000 0001 OUT Y040 0002 END ▶ 각 블록의 시작(연산의 개시)이 b접점일 경우에는 LDI가 된다
▣ AND / ANDI 명령 ▶ 입력접점이 직렬로 연결되어 있는 경우 ( ) X000 Y040 [ END ] X001 ( ) X000 Y040 [ END ] X001 어드레스 명 령 접점번호 0000 LD X000 0001 ANDI X001 0002 OUT Y040 0003 END ▶입력접점이 직렬로 연결되어 있고 b접점일 경우에는 ANDI로 한다
▣ OR / ORI 명령 ▶ 입력접점이 병렬로 연결되어 있는 경우 ( ) X000 Y040 X001 [ END ] ( ) X000 Y040 X001 [ END ] 어드레스 명 령 접점번호 0000 LD X000 0001 OR X001 0002 OUT Y040 0003 END ▶입력접점이 병렬로 연결되어 있고 b접점일 경우에는ORI으로 한다
▣ ANB 명령 ▶ 블록과 블록이 직렬로 연결되어 있는 경우 ( ) X000 Y040 [ END ] X002 X001 X003 ( ) X000 Y040 [ END ] X002 X001 X003 B 블록 A 블록 어드레스 명 령 접점번호 0000 LD X000 0001 OR X002 0002 LD X001 0003 OR X003 0004 ANB 0002 OUT Y040 0003 END
▣ ORB 명령 ▶ 블록과 블록이 병렬로 연결되어 있는 경우 ( ) X000 Y040 [ END ] X002 X001 X003 ( ) X000 Y040 [ END ] X002 X001 X003 A 블록 B 블록 어드레스 명 령 접점번호 0000 LD X000 0001 AND X001 0002 LD X002 0003 AND X003 0004 ORB 0002 OUT Y040 0003 END
▣ 기본Sequence회로의 PLC프로그램 작성 ▶ 다음의 시퀀스 회로를 PLC의 Ladder/Mnemonic명령으로 프로그램을 작 성하여 로 PLC를 운전하여 보시오 (1) ON회로 R 출력 P/B (2) OFF회로 R 출력 P/B
(1) AND회로 (2) OR회로 ▶ 다음의 시퀀스 회로를 PLC의 Ladder/Mnemonic명령으로 프로그램을 작 P/B A P/B B L (2) OR회로 R P/B A L P/B B
(5) 자기유지회로 ㉠ 기동우선회로 R P/B A L P/B B ㉡ 정지우선회로 R P/B A L P/B B
(6)인터록회로 R1 P/B A R2 P/B B (7) 금지회로 R1 P/B A R2 P/B B L