Download presentation
1
Topic: (1) 주형의 구조 / 탕구계 / 주조방안 (2) 주조의 일반적 절차 (2) 주조의 일반적 절차 (3) 응고시간 (3) 응고시간 (4) 응고속도의 조절 - 라이저 / 냉각쇠 (4) 응고속도의 조절 - 라이저 / 냉각쇠 (5) 주물 결함 (5) 주물 결함 (6) 주물 설계방안 (6) 주물 설계방안 제 5 장 주조공정 (Casting Process) II
 주형의 구조 / 탕구계 / 주조방안 (2) 주조의 일반적 절차 (2) 주조의 일반적 절차 (3) 응고시간 (3) 응고시간 (4) 응고속도의 조절 - 라이저 / 냉각쇠 (4) 응고속도의 조절 - 라이저 / 냉각쇠 (5) 주물 결함 (5) 주물 결함 (6) 주물 설계방안 (6) 주물 설계방안 제 5 장 주조공정 (Casting Process) II")
2
문제 : 울산시는 울산대공원을 재조성하는 과정에서 시민들이 결혼기념일이나 입학, 시험 합격 등 기쁜 날 기쁨 두 배의 기분을 만끽하도록 울산 대종을 만들기로 했다. 종 제작을 맡은 ㈜신영 EDM 의 김과장은 주석과 동을 섞어서 전통적인 사형주조로 만들려고 한다. 종의 무게가 11 톤이나 나갈 것으로 추정되는데, 제작 중에 체결력이 필요한지 의문을 가지게 되었다. 과연 체결력의 필요 여부를 어떻게 알 수 있을까 ??

3
Topic: 주형의 구조 Q1: 주형 주형 각 부분이 부분이 독특한 구조를 구조를 갖는 갖는 이유는 ? Q2: 탕구의 탕구의 형상이 형상이 밑으로 밑으로 갈수록 좁게 좁게 설계되는 설계되는 이유는 ? 탕구계 (sprue system): 용탕받이, 탕구, 탕도, 게이트
: 용탕받이, 탕구, 탕도, 게이트.")
4
– 탕구계의 – 탕구계의 설계방안 – 용탕의 – 용탕의 적절한 적절한 유동 난류발생의 난류발생의 억제 – 불순물이 – 불순물이 혼입되지 혼입되지 않는 않는 구조 – 가스혼입 – 가스혼입 방지 – 열손실 – 열손실 최소화 최소화 ( 조기응고 ( 조기응고 방지 )
")
5
Topic: 주조의 일반적 절차 (1) 상형의 모형 코어프린트 주물도면 코어프린트 하형의 모형 게이트 코어박스 코어 제작 조형준비된 상형 주형상자 라이저탕구
 상형의 모형 코어프린트 주물도면 코어프린트 하형의 모형 게이트 코어박스 코어 제작 조형준비된 상형 주형상자 라이저탕구")
6
조형완료후 모형을 제거한 상형 조형준비된 하형 조형완료후 모형을 제거한 하형 코어를 설치한 하형 주입준비된 주형 주형에서 꺼낸 상태의 주물 후처리 완료된 주물 상형 하형 고정핀 Topic: 주조의 일반적 절차 (2)
")
7
하형 (cope) 에 모형설치 ( 코어프린트 주목 ) 하형 (cope) 에 모래충전 ( 뒤집을 ( 뒤집을 준비 ) 상형 (drag) 에 모형 ( 반쪽 ), 모형 ( 반쪽 ), 탕구, 라이저 라이저 설치 상형에 모래충전 Q: 상형에는 상형에는 있지만, 있지만, 하형에는 하형에는 없는 없는 부분은 ? Topic: 조형작업 (1)
.")
8
모형을 모형을 빼내고 체결준비가 체결준비가 된 하형 하형 ( 탕도, 게이트가 게이트가 보임 ) 상형의 상형의 바닥면 ( 라이저, ( 라이저, 탕구의 밑면이 밑면이 보임 ) 용탕주입 준비가된 체결된 체결된 주형 용탕 용탕 응고후 주형에서 분리된 분리된 주물 Q: 주형에서 주형에서 꺼낸 꺼낸 주물에서 주물에서 제거되어야 제거되어야 할 부분은 ? Topic: 조형작업 (2)
.")
9
사진을 통한 주조절차 (1)
")
10
사진을 통한 주조절차 (2)
")
11
Topic: 응고시간 (solidification time) 응고층의 응고층의 두께 두께 : – 예 : – 예 : 시간이 시간이 두 배 지나면 지나면 응고층은 응고층은 1.4 배 1.4 배 두꺼워짐. Q: 평탄한 평탄한 부분과 부분과 곡률이 곡률이 큰 부분의 부분의 응고층 응고층 두께는 두께는 어떻게 어떻게 다른가 ?

12
–Chvorinov 의 –Chvorinov 의 법칙 (1938) C:C: 주형상수, V: 주물의V: 주물의 부피, S:S: 주물의 주물의 표면적 n 응고시간의 계산 Q: 부피가 부피가 같지만, 같지만, 표면적이 표면적이 두 배인 배인 주물의 주물의 응고시간은 ?
 C:C: 주형상수, V: 주물의V: 주물의 부피, S:S: 주물의 주물의 표면적 n 응고시간의 계산 Q: 부피가 부피가 같지만, 같지만, 표면적이 표면적이 두 배인 배인 주물의 주물의 응고시간은")
13
예제 : 여러 모양에 대한 응고시간 같은 체적을 갖지만 모양이 서로 다른 세 가지 주물 – ( 구, 정육면체, 구의 직경과 같은 높이의 원기둥 ) 에 대한 응고시간 계산 구 정육면체 원기둥
 에 대한 응고시간 계산 구 정육면체 원기둥")
14
냉각쇠 (chill) 냉각쇠의 냉각쇠의 사용 사용 예 내부냉각쇠 외부냉각쇠 Hot spots
 냉각쇠의 냉각쇠의 사용 사용 예 내부냉각쇠 외부냉각쇠 Hot spots")
15
주물 주물 각 부분의 부분의 냉각속도를 냉각속도를 조절 열흡수성이 열흡수성이 좋은 좋은 재료 재료 사용 주형면에 주형면에 접촉시키는 접촉시키는 방법 – 용탕과의 – 용탕과의 접촉부는 접촉부는 도료, 도료, 도금 교차부에 교차부에 대는 대는 방법 주형공동부에 주형공동부에 넣는 넣는 방법 selfself chill – 주물의 – 주물의 두꺼운 두꺼운 부분에 부분에 fin 을 fin 을 붙임 냉각쇠 냉각쇠 (chill)
")
16
주형뽑기, 주형뽑기, 모래털기 주물청소 주물청소 –shot –shot blast, sand blast, tumbler 표면다듬질 : 표면다듬질 : grinding 후속 후속 기계가공 기계가공 ( 필요한 ( 필요한 면만 ) 사형주조 사형주조 후처리
 사형주조 사형주조 후처리")
17
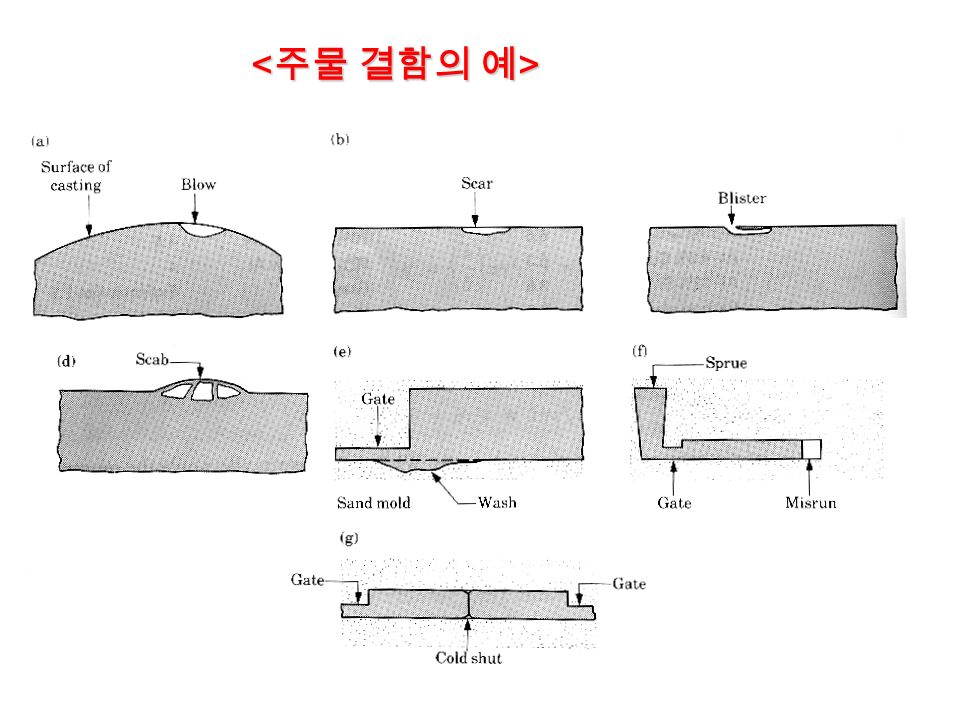
Topic: 주물결함 용탕 ( 액체 ) 용탕 ( 액체 ) 가스 ( 기체 ) 기체의 기체의 액체로의 액체로의 용해도에 용해도에 따름. – 온도가 – 온도가 떨어지면 떨어지면 용해도는 용해도는 급격 급격 감소. 고상의 고상의 금속격자 금속격자 사이에 사이에 침입 – 화합물, – 화합물, 공동 ( 기포 ) 으로 공동 ( 기포 ) 으로 존재 주물 주물 표면의 표면의 가스 : 가스 : 주형을 주형을 통하여 통하여 탈출 – 주형재료의 – 주형재료의 통기성에 통기성에 따름 냉각 - 점성증대 - 응고진행 냉각 - 점성증대 - 응고진행 – 내부의 – 내부의 가스는 가스는 기포 기포 형성 알루미늄 알루미늄 용탕에 용탕에 대한 수소의 수소의 용해도 < 주조와 < 주조와 가스 > Q: 주형을 주형을 통하여 통하여 탈출하지 탈출하지 못한 못한 가스는 가스는 어떻게 어떻게 되는가 ?
 으로 공동 ( 기포 ) 으로 존재 주물 주물 표면의 표면의 가스 : 가스 : 주형을 주형을 통하여 통하여 탈출 – 주형재료의 – 주형재료의 통기성에 통기성에 따름 냉각 - 점성증대 - 응고진행 냉각 - 점성증대 - 응고진행 – 내부의 – 내부의 가스는 가스는 기포 기포 형성 알루미늄 알루미늄 용탕에 용탕에 대한 수소의 수소의 용해도 < 주조와 < 주조와 가스 > Q: 주형을 주형을 통하여 통하여 탈출하지 탈출하지 못한 못한 가스는 가스는 어떻게 어떻게 되는가 .")
18
(1) 금속돌출 : 금속돌출 : fin, flash, swell … (2) 기공 (3) 불연속 불연속 (discontinuities) (4) 표면불량 (5) 충전불량 충전불량 (incomplete (incomplete casting) (6) 치수불량 (7) 개재물 개재물 (inclusions) ICFTA 의 결함분류 (International Committee of Foundry Technical Association)
 금속돌출 : 금속돌출 : fin, flash, swell … (2) 기공 (3) 불연속 불연속 (discontinuities) (4) 표면불량 (5) 충전불량 충전불량 (incomplete (incomplete casting) (6) 치수불량 (7) 개재물 개재물 (inclusions) ICFTA 의 결함분류 (International Committee of Foundry Technical Association)")
20
< 수축 < 수축, 콜드 콜드 셧>셧>셧>셧>

21
주물설계시 고려사항 모서리, 모서리, 각, 각, 단면두께 – 예리한 – 예리한 단면변화 단면변화 - 균열, 균열, 찢어짐 찢어짐 (tearing) – 열점 (hot – 열점 (hot spot) spot) - 국부적 국부적 최종 최종 응고점 평탄면 평탄면 수축 (shrinkage) 수축 (shrinkage) - 수축여유 수축여유 필요 분리선 (parting 분리선 (parting line) - 코어의 코어의 사용과 사용과 연관 구배 (draft) 구배 (draft) - 모형을 모형을 빼낼 빼낼 때의 때의 여유 공차 (tolerance) 공차 (tolerance) 가공여유 (allowance) 가공여유 (allowance)
 – 열점 (hot – 열점 (hot spot) spot) - 국부적 국부적 최종 최종 응고점 평탄면 평탄면 수축 (shrinkage) 수축 (shrinkage) - 수축여유 수축여유 필요 분리선 (parting 분리선 (parting line) - 코어의 코어의 사용과 사용과 연관 구배 (draft) 구배 (draft) - 모형을 모형을 빼낼 빼낼 때의 때의 여유 공차 (tolerance) 공차 (tolerance) 가공여유 (allowance) 가공여유 (allowance)")
22
< 무엇이 < 무엇이 다릅니까 ?-1>

23
< 무엇이 < 무엇이 다릅니까 ?-2>

24
디자인 수정 FIGURE 5.38 결함을 피하는 주물설계변경의 예

25
강의내용 요약 1. 주형의 주형의 구조 / 탕구계 / 주조방안 2. 주조의 주조의 일반적 일반적 절차 3. 응고시간 4. 응고속도의 응고속도의 조절 - 라이저 / 냉각쇠 5. 주물 주물 결함 6. 설계방안



>")


 II>")

 난 조금 더워도 발끈, 넌 뜨거워도 덤덤 ! 압력과 끓는점의 관계.>")
>")
>")


 피로와 크리프 (2) 잔류응력 (3) 삼축응력과 항복조건 (4) 변형일과 열의 발생>")


>")

 발표일:2002.4.19 5조 노규성,노지호.>")


![별의 밝기와 거리[2] 밝다고 가까운 별은 아니야! 빛의 밝기와 거리와의 관계 별의 밝기 결정.](/88/15842683/big_thumb.jpg "별의 밝기와 거리[2] 밝다고 가까운 별은 아니야! 빛의 밝기와 거리와의 관계 별의 밝기 결정.>")