GEAR BASIC LECTURE 초보자를 위한 기어기초강좌 본 자료는 WWW.GEARTECH.CO.KR에 공개된 자료를 정리,요약한 것입니다
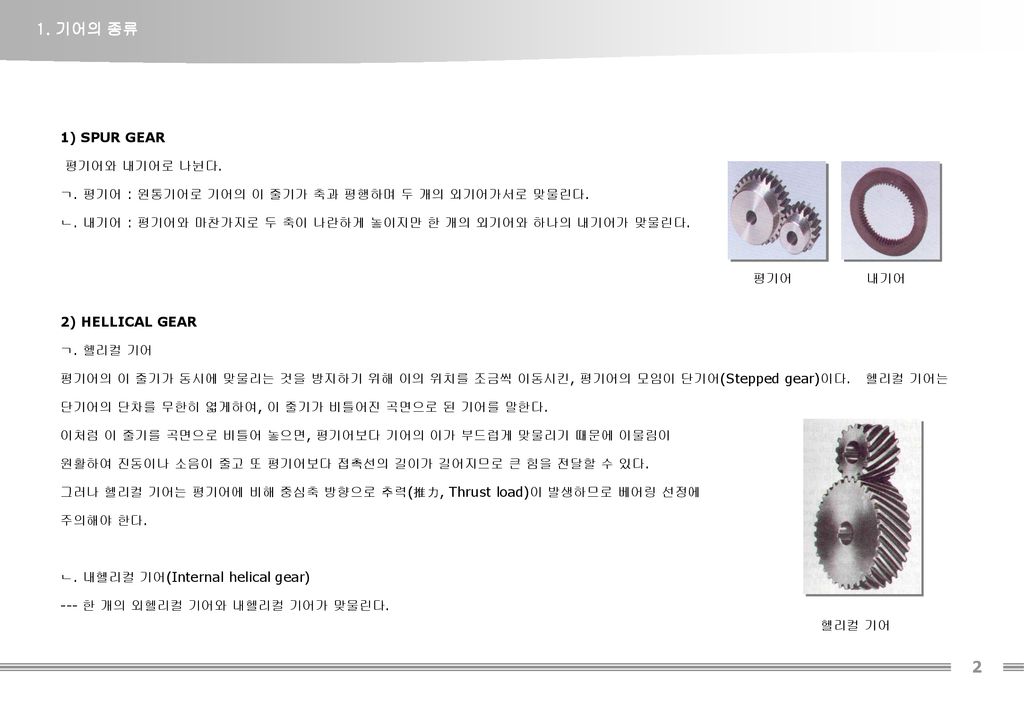
1. 기어의 종류 1) SPUR GEAR 평기어와 내기어로 나뉜다. ㄱ. 평기어 : 원통기어로 기어의 이 줄기가 축과 평행하며 두 개의 외기어가서로 맞물린다. ㄴ. 내기어 : 평기어와 마찬가지로 두 축이 나란하게 놓이지만 한 개의 외기어와 하나의 내기어가 맞물린다. 평기어 내기어 2) HELLICAL GEAR ㄱ. 헬리컬 기어 평기어의 이 줄기가 동시에 맞물리는 것을 방지하기 위해 이의 위치를 조금씩 이동시킨, 평기어의 모임이 단기어(Stepped gear)이다. 헬리컬 기어는 단기어의 단차를 무한히 엷게하여, 이 줄기가 비틀어진 곡면으로 된 기어를 말한다. 이처럼 이 줄기를 곡면으로 비틀어 놓으면, 평기어보다 기어의 이가 부드럽게 맞물리기 때문에 이물림이 원활하여 진동이나 소음이 줄고 또 평기어보다 접촉선의 길이가 길어지므로 큰 힘을 전달할 수 있다. 그러나 헬리컬 기어는 평기어에 비해 중심축 방향으로 추력(推力, Thrust load)이 발생하므로 베어링 선정에 주의해야 한다. ㄴ. 내헬리컬 기어(Internal helical gear) --- 한 개의 외헬리컬 기어와 내헬리컬 기어가 맞물린다. 헬리컬 기어
1. 기어의 종류 ㄷ. 더블헬리컬 기어 일반 헬리컬 기어에서 발생하는 추력을 없앨 목적으로 비틀림 방향이 다른 두 개의 헬리컬 기어을 조합한 기어이다. 이중에서 특히 가운데 홈이 없이 좌, 우 기어의 이가 중앙에서 만나는 기어를 헤링본 기어(Herringbone gear)라 부른다. 헬리컬 기어의 비틀림 방향은 다음 그림과 같이 정의한다. 오른쪽 헬리컬 기어는 오른쪽 비틀림 헬리컬 기어와 맞물리며 왼쪽 비틀림 헬리컬 기어는 왼쪽 비틀림 헬리컬 기어와 맞물리게 해야 한다.
1. 기어의 종류 3) 기타 ㄱ. 써큘러 아크 기어(Circular arc tooth-trace gear) 이 줄기 모양이 아크 모양이어서 더블 헬리컬 기어와 같이 축 방향의 추력이 발생하지 않는다. 또한 스스로 중심을 맞추는 기능을 갖추고 있다. ㄴ. 랙기어(Rack gear) 원통기어의 잇수가 무한히 많아져 원통의 직경이 거의 무한대가 되어 직선으로 기어가 늘어선 형태를 랙이라 부른다. 스퍼 랙(Spur rack)과 헬리컬 랙(Helical rack)이 있다. 랙기어 4) 베벨기어(Bevel gear) --- 두축이 90°로 만나는 것을 직교베벨기어 또는 베벨기어라고 부른다. ㄱ. 스트레이트 베벨기어(Straight bevel gear) 이 줄기가 피치 원추면에 일치하는 기어이다. 스트레이트 베벨기어는 서로 맞물릴 때 이의 위쪽에서 시작하여 이 뿌리 방향으로 물림이 진행된다. 베베기어중 가장 가공이 쉽고 간단하며 제작비가 적게 든다. 특히 베벨기어의 피니언과 기어의 잇수가 같은 기어를 마이터 기어(Miter gear)라 부른다. 스트레이트 베벨기어
1. 기어의 종류 ㄴ. 스파이럴 베벨기어(Spiral bevel gear) 이 줄기가 나선 모양으로 된 베벨기어이다. 한 번에 접촉하는 물림길이가 크기 때문에 스트레이트 베벨기어에 비해 운동이 부드럽다. 특히 고속에서 맞물릴 때 진동이나 소음을 줄일 수 있다. 스파이럴 베벨기어의 비틀림 방향은 그림과 같이 정의한다. ㄷ. 제롤 베벨기어(Zerol bevel gear) 스파이럴 베벨기어 가운데 이 줄기의 비틀림 각도가 0°인 것을 말한다. 회전방향이 변해도 추력 방향이 바뀌지 않기 때문에 원활한 회전이 요구되는 장소에 스트레이트 베벨기어 대신에 사용할 수 있다. 스파이럴 베벨기어 5) 페이스기어 피니언이 일반적인 인볼루트 치형을 갖는 평기어와 같다. 기어는 피니언과 같은 모양을 가진 절삭 공구로 가공한다. 페이스 기어는 피니언의 중심축과 만나게 할 수도 있고 기어와 피니언의 중심축이 서로 엇갈리게 할 수도 있다. 피니언은 일반 평기어의 호브로 가공이 가능하고 피니언의 설치 위치가 중요한 문제가 되지 않으므로 설치가 쉽다. 페이스 기어는 펠로우 기어 세이퍼 사(Fellow Gear Shaper Co.)가 개발한 기어이다. 제롤 베벨기어 페이스기어
1. 기어의 종류 6) 베베로이드 기어(Beveloid gear) 베베로이드 기어는 기본적으로 치 두께가 치 뿌리에서 치 끝까지 경사진 테이퍼 형태를 가진 인볼루트 기어이다. 모양은 스트레이트 베벨기어와 비슷하지만 단면이 스퍼 기어와 같다.이것은 베베로이드 기어가 다른 인볼루트 치형을 가진 기어와 잘 맞물릴 수 있음을 뜻한다. 베베로이드 기어는 일반 베벨기어에 비해 다음과 같은 장점을 가지고 있다. 첫째, 설치 치수가 중요하지 않다. 둘째, 서로 다른 기어들을 맞추어보거나 연마하지 않고도 호환할 수 있다. 셋째, 백래시를 원하는 대로 조정할 수 있다. 베베로이드 기어가 가진 가장 큰 단점은 큰 하중을 전달할 수 없다는 것이다. 이것은 베베로이드 기어들끼리 서로 맞물리는 점접이 한 개의 점으로 이루어지기 때문이다. 또 다른 한 가지 단점은 잇수가 작거나 콘(cone)의 각이 클 때 언더컷(under cut)이 발생한다는 것이다. 베베로이드기어 7) 나사기어(Crossed helical gear) 헬리컬 기어의 두 중심축이 평행하지도 않고 교차하지도 않게 만든 기어이다. 가장 큰 장점은 설치가 쉽고 중심축의 각이나 중심거리 변화에 민감하지 않다는 것이다. 가격이 싸다는 것도 장점 중 하나이다. 일반 헬리컬 기어와 같은 방식으로 제작할 수 있다. 나사 기어의 단점은, 맞물리는 두 개의 기어가 점 접촉을 하고 있기 때문에 허용치 이상의 하중을 전달할 경우 선 접촉이 되어 기어가 마모되는 원인이 된다는 것이다. 나사기어
1. 기어의 종류 8) 원통 웜기어(Cylinderical worm gear) 웜기어의 피니언은 일반 나사 모양과 비슷하다. 웜휠(Worm wheel)이라 부르는 웜기어의 기어는 피니언과 같은 모양을 가진 절삭 공구로 가공한다. 웜휠의 이는 약간 구부러진 곡선형태이며 이 끝이 이의 중간보다 두텁다. 웜기어는 헬리컬 기어에 비해 비교적 큰 감속비를 얻을 수 있으나 기어의 효율이 낮다는 단점을 가지고 있다. 웜기어는 주로 승강기나 주차 빌딩에 사용되는 기계와 각종 공작기계의 공작물을 회전시키기 위한 테이블에 사용된다. 원통웜기어 9) 더블 엔벨로핑 웜기어(Double enveloping worm gear) 일명 장구형 웜기어라 불리며 웜기어의 피니언이 장구와 비슷한 모양을 갖는다. 원통 웜기어에 비해 큰 힘을 전달할 수 있다. 더블 엔벨로핑 윔기어 10) 하이포이드 기어(Hypoid gear) 베벨기어와 같은 형상을 하고 있지만 물림 위치가 베벨기어와 약간 다르다. 즉 피니언과 기어의 중심축이 교차하지도 않으면서 엇갈려 있다. 주로 자동차 산업에서 조용한 동력전달을 위해 사용된다. 하이포이드 기어
1. 기어의 종류 11) 스피로이드 기어(Spiroid gear) 원추에 나사가 난 모양이 스피로이드 기어의 피니언이다. 피니언의 치형은 완전한 직선을 갖은 V형태이다. 기어는 피니언과 비슷하게 만들어진 호브로 가공된다. 스피로이드 기어는 백래시 조정이 매우 중요한 곳에 사용된다. 12) 플라노이드 기어(Planoid gear) 플라노이드 기어의 피니언은 비스듬하게 경사진 나선형이며 치형은 테이퍼 형상이다. 피니언과 맞물리는 기어는 직선형태의 치형이다. 피니언은 기어와 동일한 모양을 가진 절삭 커터로 가공된다. 플라노이드 기어를 사용하면 8:1까지 큰 감속비를 얻을 수 있다. 13) 헬리콘 기어(Helicon gear) 피니언은 원통에 나사가 나있는 형상을 가지고 있다. 기어는 피니언과 같은 모양의 호브로 치절되며 완만한 나선 형태를 갖는다. 스피로이드 기어와 헬리콘 기어는 스피로이드 기어의 피니언이 테이퍼 형상이라는 점을 제외하면 매우 비슷하다. 스피로이드 기어 플라노이드 기어 헬리콘 기어
2. 기어의 치형 1. 사이크로이드(Cycloid) 곡선 사이크로이드 곡선은 큰 원 주위를 작은 원이 굴러갈 때 작은 원 상의 한 점 C가 그리는 궤적이다. 특히 원주를 벗어난 점이 그리는 궤적을 트로코이드(Trocoid) 곡선이라 부른다. 그림에서 보듯이 원 M이 원 O의 바깥측을 굴러갈 때 그리는 곡선을 외사이크로이드(Epi-Cycloid)라 부르고, 원 O의 안쪽을 따라 굴러갈 때 그리는 사이크로이드를 내사이크로이드(Hypo-Cycloid)라 부른다.
2. 기어의 치형 2. 인볼루트(Involute) 곡선 인볼루트 치형은 외사이크로이드 곡선에서 큰 원 주위를 구르는 작은 원의 반경이 무한대로 되면서 굴러가는 경우, 작은 원 상의 한 점이 그리는 궤적이다. 다시 말하면 직선이 원O 위를 구를 때 직선의 끝점이 그리는 궤적을 인볼루트 곡선이라 부른다. 이것은 마치 원통에 실을 감아서 실을 팽팽하게 잡아 당기면서 풀어나갈 대 실의 끝이 그리는 궤적과 같다. 인볼루트 곡선은 원 O의 바깥 쪽을 직선이 구를 때 그리는 궤적이므로 원 O의 안쪽에는 존재하지 않는다. 이 원을 인볼루트의 기초원(Base circle)이라 부른다.
3. 기어 각부의 명칭 ① 기초원(Base circle) 인볼루트 곡선이 시작되는 원 ② 피치원(Pitch circle) 그림에서 보면 기어가 맞물릴 때 두 기어는 항상 두 개의 원을 그리며 맞물린다. 이 원을 피치원이라 부른다. ③ 압력각(Pressure angle) 그림에서 피치원에 접하는 접선과 두 기어의 작용선(Line of action)이 이루는 각이 압력각이다. 이 각은 일정한 값을 갖으며 압력각이 달라지면 이의 형상도 변화한다. 다음은 각기 다른 압력각을 가진 기어 이의 모양이다. ④ 치선원(Addendum circle) 기어의 이끝을 연결한 원이다. 기어의 외경이다. ⑤ 치저원(Deddendum circle) 기어의 이 뿌리를 연결한 원이다. ⑥ 치말 높이(Addendum) 피치원과 치선원의 반경의 차를 말한다. 즉 피치원에서 치선원까지 높이이다. ⑦ 치원 높이(Dedendum) 피치원에서 이뿌리까지 높이이다. ⑧ 원주피치(Circular pitch) 피치원 상에 있는 기어 이의 시작점에서부터 다음 기어 이가 시작되는 지점까지 거리이다. ⑨ 법선피치(Normal pitch) 인볼루트 기어의 특정 단면에서 측정한 기어의 피치를 말한다. ⑩ 틈새(Clearance) 한쪽 기어의 치선원에서 맞물리는 다른 기어의 치저원 사이의 거리를 말한다.
3. 기어 각부의 명칭 참조) 백래시(Back lash)란???? 기어가 맞물릴 때 원주 방향으로 이와 이 사이가 벌어진 틈새를 말한다. 백래시는 다음과 같은 목적으로 사용한다. ㉠ 치형과 피치 오차 ㉡ 가공조립오차 ㉢ 발열로 인한 기어 이의 팽창 ㉣ 유막형성을 돕기 위해 ㉤ 하중으로 인한 기어 조립 축간의 중심거리 변형을 보정하기 위해 ⑪ 전치높이(Whole depth) 치말 높이와 차원높이를 합친 전체 이의 높이 ⑫ 유효치 높이(Working depth) 전치높이에서 틈새를 뺀 이의 높이 ⑬ 현치두께(Chordal thickness) 피치원 상에서 직선으로 측정한 이의 두께
4. 기어의 모듈 1) 모듈( Module, m ) 이의 크기를 나타내는 단위로 피치원 지름을 잇수로 나눈 값이며 원주 피치를 원주율 π로 나눈 값과 같다. 기어의 피치원 지름을 D(mm), 잇수를 Z, 원주피치를 p라 하면 다음과 같은 관계식이 이루어진다. 기어의 원주 = π x 피치원지름 = 원주피치 x 기어 잇수 πD = pZ p = πD / Z m = D / Z이므로 p = πm m = p / π이다. 피치원 지름이 일정할 경우 모듈이 클수록 이의 크기는 커지고 잇수는 작아진다. 2) 다이아메트럴 피치(Diametral pitch, Dp) 인치계를 사용하는 나라에서는 이의 크기를 나타내기 위해 잇수를 피치원직경(inch)로 나눈 값을 사용한다. 다이아메트럴 피치는 1인치 안에 잇수가 몇 개인지를 표시하는 값이다. Dp = Z / D 앞의 모듈을 나타내는 식에서 m = D / Z이므로 모듈과 다이아메트럴 피치는 서로 반비례한다. 여기에 단위의 환산 값을 고려하면,m = 25.4 / Dp(mm)가 된다(1 inch = 25.4mm). 다이아메트럴 피치는 모듈과 반대로 값이 커질수록 이의 크기가 작아진다.
5. 전위기어의 가공사유 1) 절하(언더컷, undercut)를 방지하기 위해 인볼루트 곡선이 기초원의 안쪽에 존재하지 않아서 기어 이의 모양이 기초원 내부로까지 파고 들어가 있으면, 기어가 맞물릴 때 인볼루트 곡선의 일부를 깍아먹는 현상이 발생한다. 이 현상을 언더컷 즉 절하라고 부르는데 이를 방지하기 위해 기어의 피치원의 위치를 임의로 이동시킨다. 절하를 방지하기 위해서는 최소 잇수(Zc)가 2 / sin2α0보다 커야한다. 절하를 방지하기 위한 전위계수는 1 - 0.5 * Z * sin2α0 ( Zc〉Z ) 잇수가 적을 경우는 전위계수에 주의해야 한다. 2) 기어 강도를 높이기 위해 기어 이의 두께를 넓히면 기어의 굽힘 강도가 증가한다. 따라서 기어 강도를 높일 필요가 있을 때 전위를 사용한다. 3) 기어의 중심거리 조정을 위해 기어의 중심거리가 일정하게 정해져 있을 경우, 기어의 잇수와 비틀림 각 만으로는 중심거리를 조정하기가 어려울 때가 있다. 즉 표준 기어로는 두 기어의 피치원이 서로 맞물리지 않을 때 전위를 주어 피치원의 크기를 조정한다. 전위계수는 전위를 사용하는 이유에 맞게 적절하게 주어야 한다. 대개는 절하를 방지하고자 할 때와 중심거리가 결정되었을 때와 미끄럼율과 강도 등을 고려하여야 할 때를 구분하여 전위계수를 배분한다. 전위계수는 기어 이의 모양에 많은 영향을 미치며 기어의 성능과 강도에도 영향을 주기 때문에 많은 주의를 기울려야 한다.
6. 기어의 강도계산 1) AGMA 강도계산식 규격명 : AGMA2001-B88(1990년):Fundamental Rating Factors and Calculation Methods for Involute Spur and Helical Gear Teeth 기어 강도 계산은 대체적으로 다음 세 가지 항목에 대한 계산을 말한다. ① 굽힘강도(Bending Strength at root) ② 면압강도(Pitting Resistance) ③ 스코링강도(Scoring Strength) 굽힘강도란 기어가 하중을 받을 때, 이뿌리 부분에서 발생하는 응력을 계산한 것이다. 즉 기어의 이뿌리가 균열이나 휨이 없이 견딜 수 있는 최대 강도이다. 굽힘강도는 이두께에 따라 많은 영향을 받으므로 전위계수와 밀접한 관계가 있다. 따라서 기어 치수 결정시 전위계수 선정에 주의해야 한다. 굽힘강도 계산의 기본식은 루이스 식(Lewis equation)에서 출발한다. 기어의 이에 수직으로 작용하는 힘을 Wn이라 한다. Wr과 Wt는 각기 기어의 반경방향과 접선방향으로 작용하는 하중이다. 기어 이를 외팔보로 가정하면 접선방향의 하중 Wt는 굽힘 모멘트(Bending Moment) 를 발생시킨다. 이 그림에서 보듯이 기어의 가장 취약 부분은 이뿌리인 B와 C점을 잇는 단면 부분이다. 치폭을 b, B와 C점부터 하중이 미치는 점까지 거리를 l, 선분 BC의 거리를 Sf라 한다.
6. 기어의 강도계산 (여기서, MB : 굽힘모멘트 Z : 직사각형 단면계수) Sf와 l은 기어의 모듈 크기에 따라 변화하는 값이므로 S = φm, l=ψm이라 하자(f, j는 상수). 여기서, 6ψ / φ2를 루이스 치형계수 y라 한다. 위식을 루이스 식이라 부른다. 그러나 루이스 식은 B와 C점에 작용하는 응력집중을 고려하지 않았다. 또한 원주방향 힘 Wr에 의해 이뿌리에 작용하는 수직응력(압축응력)과 전단응력을 고려하지 않았다. 이러한 기타 조건들을 고려한 수정계수를 루이스 식에 첨가한 것이 AGMA 굽힘강도 계산식이다.
6. 기어의 강도계산 2) AGMA 강도 계산식 적용 범위 - 진동 조건이 AGMA6000-A88에서 제시하는 일반적인 조건을 초과하는 경우에는 적용할 수 없다. - 평기어의 정면 물림률이 1보다 적은 경우 적용할 수 없다. - 평기어나 헬리컬 기어의 정면 물림률이 2보다 큰 경우는 적용할 수 없다. - 백래시가 0인 경우는 적용할 수 없다 - 스코링(Scoring) 강도는 현AGMA 2001-B88에는 포함되지 않았으나 다음 판에 규격으로 올리기 위해 계산식을 부록에 제시하였다.
6. 기어의 강도계산 3) 굽힘강도 계산식(각종 계수는 식을 소개한 다음 자세히 설명하였다) - st : 굽힘응력(kg/mm2) 계산된 굽힘응력은 기어 재료의 허용응력보다 작거나 같아야 한다. 이것을 다시 식으로 나타내면 다음과 같다. sat : 재료의 허용굽힘응력(kg/mm2) KL : 굽힘응력을 위한 수명 계수 KT : 굽힘응력을 위한 온도 계수 KR : 굽힘응력을 위한 신뢰도 계수 - Wt : 접선방향 전달력(kg) 여기서, P : 전달동력(kW) T : 피니언에 전달된 토르크(Nm) Vt : 피치원에서의 피치 원주 속도(m/s) d : 피치원 직경(mm) - m : 모듈(mm) - Ka : 굽힘응력을 위한 적용 계수 - Ks : 굽힘응력을 위한 크기 계수 - KB : 기어 림(rim) 두께 계수 - Km : 굽힘응력을 위한 하중분포 계수 - Kv : 굽힘응력을 위한 동하중 계수 - J : 굽힘응력을 위한 기하 계수
6. 기어의 강도계산 4) 면압강도(Pitting Resistance) 면압강도는 두 개의 기어가 접촉할 때 기어의 표면이 설계된 수명시간 내에 견딜 수 있는 하중을 결정하기 위한 값이다. 따라서 면압강도는 기어의 경도와 조도, 재질의 종류와 열처리 방법과 기어 사용시간 등과 깊은 관련이 있다. 면압강도의 기본 계산식은 곡선형태를 가진 두 표면이 접촉할 때 발생하는 접촉응력을 계산하기 위한 헤르츠(Hertz) 응력 계산식을 기본으로 한다. 여기에 여러 가지 수정 계수를 첨가한 것이 AGMA 면압강도 계산식이다. - sc : 접촉응력(kg/mm2) 계산된 접촉응력은 재료의 허용접촉응력을 초과해서는 안된다. sac : 재료의 허용접촉응력(kg/mm2) CL : 접촉응력을 위한 수명 계수 CT : 접촉응력을 위한 온도 계수 CR : 접촉응력을 위한 신뢰도 계수 CH : 접촉응력을 위한 경도비 계수 - Cp : 탄성계수 - Wt : 접선전달력(kg/mm2) - Ca : 면압강도를 위한 적용 계수 - Cs : 면압강도를 위한 크기 계수 - Cm : 면압강도를 위한 하중분포 계수 - Cf : 면압강도를 위한 표면조건 계수 - Cv : 면압강도를 위한 동하중 계수 - F : 치폭(mm) - I : 면압강도를 위한 기하계수 - d : 피니언의 작용 피치원 직경(mm)
7. INVOLUTE 표준기어 1. 기준 랙(Basic rack) 기어에 호환성을 주기 위해서는 이의 치형이 일정해야 한다. 이를 위해서 원통형 기어의 피치원 직경을 무한대로 한 상태인 랙을 이용한다. 이것을 기준 랙이라 부른다.
7. INVOLUTE 표준기어 2. 전위 그림과 같이 기준 랙의 치면을 지닌 공구로 기어를 치절할 때 공구 모양을 바꾸지 않고 위치를 이동하여 절삭하는 방법을 전위절삭이라 한다. 이러한 전위절삭으로 가공된 기어를 전위 기어라 부른다. 공구를 기어의 중심에 가깝게 이동하는 것을 마이너스전위(부전위), 기어 중심에서 멀리 이동하는 것을 플러스전위(정전위)라 한다.
8. 기어의 재질 주강 기어에 자주 사용되는 재질은 다음과 같다. ① 주강의 성질과 특징 강(steel)으로 주조한 주물을 주강이라 한다. 주강은 모양이 크거나 복잡하여 단조가공이 곤란하거나 대형인 기어에 자주 사용된다. 주강은 탄소를 0.4-0.5% 이사 함유하는 경우가 대부분이다. 주강은 주조한 상태로는 거칠고 재질이 균일하지 않은 상태이므로 주조 후 완전 풀림을 실시하여 조직을 미세화 시키고 주조응력을 제거해야 한다. 이러한 단점 때문에, 과거에는 주강 기어가 많이 제작되었으나, 요즈음에는 특수한 몇몇 경우와 대형 기어를 제외하고는 거의 사용되지 않고 있다. ② 주강의 종류 주강의 종류에는 탄소 주강 뿐 아니라 합금 주강, 스테인레스 주강 등이 있으나 기어에는 주로 탄소 주강이 사용된다. 탄소 주강에는 SC 360, SC 410, SC 450과 SC480이 있다. 그 기계적 성질과 표준조성은 다음 표와 같다. 종류 종별 인장시험 휨시험 인장강도 항복점 연신율 단면수축률 적용 N/mm2 (%) (kgf/mm2) 1종 SC 360 >360 >175 >23 >35 일반 구조용, 전동기 부품용 (>37) (>18) 2종 SC 410 >410 >205 >21 (>42) (>21) 3종 SC 450 >450 >225 >19 >30 (>46) (>23) 4종 SC 480 >480 >245 >17 >25 (>25)
8. 기어의 재질 기계구조용 탄소강의 성질과 특징 기계구조용 탄소강은 기계부품용 재료로 가장 많이 사용된다. 그러나 기계구조용 탄소강은 열처리 부분의 치수에 따라 그 기계적 성질이 현저하게 달라지는 점에 주의해야 한다. 기계구조용 탄소강 중에서 저탄소강(탄소함유량 0.1 - 0.25 %)은 볼트나 너트, 핀 재료로 사용되며, 기어에는 고탄소강을 사용한다. 고탄소강은 열처리에 의해 기계적 성질을 개선할 수 있기 때문에 담금질과 뜨임 열처리를 사용하는 경우가 많다. 탄소강에 특정 원소를 1-2종 적당량 합금하면 본래의 성질이 뚜렷하게 향상 개선되는 이외에도 여러 가지 성능을 얻을 수 있다. 즉 합금강은 탄소강에 비해 다음과 같은 점을 개선할 수 있다. a) 기계적 성질 개선 b) 내식, 내마멸성 증대 c) 고온에서 기계적 성질 저하 방지 d) 담금질성의 향상 e) 단접과 용접성 향상 f) 전,자기적 성질 변화 g) 결정 입자 성장 방지 등. 기계구조용 합금강의 종류 합금강은 특성에 따라 기계구조용 합금강, 공구용 합금강, 내식, 내열용 합금강으로 분류한다. 그 중에서 기어의 재료로는 기계구조용 합금강이 사용 된다. 기계구조용 합금강은 다시 강인강과 표면 경화용 강으로 분류할 수 있다. 강인강에는 합금된 재료에 따라 Cr강 (SCr415, SCr420, SCr430 등)과 Ni-Cr강 (SNC236 - SNC836), Ni-Cr-Mo강 (SCCM240-SCCM630), Cr-Mo강, Mn강, 보론강 등으로 구분된다. 표면 경화용강은 침탄용강(침탄용 탄소강과 침탄용 합금강), 질화용강과 고주파 경화용강으로 구분된다.
9. 기어의 제작과정 기어는 일반적으로 다음과 같은 순서로 제작된다. ① 기어 강도 계산 후 기어 치수와 등급, 재질, 열처리 방법 결정 ② 제작도면 작도 ③ 기어 재료 구매 ④ 커터(Cutter) 선정(기어의 모듈에 따라 선정) ⑤ 선삭(제작 도면에 기준하여 기어의 이를 제외한 부분을, 정밀 가공을 고려한 여유 치를 남기고 선반과 같은 기계로 1차 가공하는 것을 말함) ⑥ 기어 치절삭(밀링이나 호빙 세이빙 기계로 기어의 이를 절삭함) ⑦ 치형 검사(걸치기 두께를 재어서 절삭이 제대로 되었는지를 검사함) ⑧ 드릴링, 태핑, 스플라인 커팅(구멍이나 나사를 가공하고 스플라인이 있는 경우에는 스플라인을 절삭함) 날카로운 모서리 제거(선반 작업등으로 날카로운 부분이 남아있는 경우 안전을 위해 제거함) ⑨ 재료의 1차 열처리(quenching과 tempering) ⑩ 원통연마(정밀 가공을 요하는 부분을 연마 가공함) ⑪ 재료의 2차 열처리(기어 이를 위한 열처리로 보통 고주파나 침탄처리함) ⑫ 기어 이의 연마(래핑이나 호닝, 그라인딩 기계를 사용하여 기어의 이를 정밀하게 가공함) ⑬ 최종 검사(기어 등급에 따라 요구되는 여러 가지 치수를 검사함)
10. 기어의 제작법 ① 제거가공법(metal removal) - 기어의 재료를 여러 가지 절삭공구로 제거하여 기어의 이를 남기는 가공법. ② 주조법(casting) - 금속을 가열하여 일정한 틀에 부어 기어를 제작하는 방법. ③ 소성가공법(forming) - 기어의 재료에 열을 가하거나 또는 상온에서 재료에 하중을 가하여 기어 이를 만드는 방법. 제거가공법 ⓐ 절삭가공법 ㄱ. 성형법(formed tool system) : 성형엔드밀법, 성형프라이스법 플레이너나 세이퍼 등에서 바이트를 치형에 맞게 만들어 절삭 깊이를 조절하여 치형을 성형하는 방법이다. 밀링머신에서는 바이트 대신 기어 치형과 반대 형상을 갖은 밀링 커터(formed milling cutter, 엔드밀)를 사용한다. 대형 기어 제작에 주로 사용된다. ㄴ. 창성법(generating system) : 호브절삭법, 피니온커터법, 랙커터법 절삭 공구와 가공물이 회전 운동할 때 서로 접촉하여 가공물을 절삭하여 기어를 만드는 방법이다. 호빙 머신과 기어 세이퍼 등이 사용된다. ⓑ 방전가공법(electric spark machining) 공작물의 가공 모양에 따라 적당한 모양으로 만든 전극과 공작물 사이에 전기를 통해 불꽃 방전을 일으켜, 공작물을 미소 량씩 용해하여 구멍을 내거나 절단하는 방법이다. 경도가 높은 재료를 쉽게 가공할 수 있으며, 가공 변질 층이 얇아 내마멸성, 내부식성이 높은 표면을 얻을 수 있는 장점이 있다.
10. 기어의 제작법 ⓒ 형판법(templet) 형판을 따라서 바이트를 움직여 기어를 절삭하는 방법이다. 이 방법은 이의 치면이 고르지 않기 때문에 대형인 평기어나 베벨기어 제작에 선별하여 사용되고 있다. 주조법(casting) ⓐ 윈심주조법(centrifugal casting) 원심력을 이용하여 쇳물을 주형에 주입하는 방법이다. 주형은 원심력에 견디어 내는 금형이나 금형에 모래를 얇게 입힌 것을 사용한다. 주로 웜기어 제작에 사용된다. ⓑ 다이캐스팅(die casting) 금형주물의 일종으로 금형에 쇳물을 압력을 가하여 주입하는 방법이다. 이것은 치수 정밀도가 높고 기계 다듬질량이 적은 장점이 있다. 소량 다품종보다는 대량으로 생산되는 기어에 적합하다. 하지만 설비가 고가이고 사용되는 부품이 고가라는 단점이 있다. ⓒ 사출성형법(injection moulding) 소성가공법(forming) 재료에 외력을 가하면 내부응력에 의하여 변형이 생기는데 그 외력을 제거해도 변형이 남아있는 성질을 소형변형(plastic deformation)이라 한다. 이것을 이용하여 제품을 제조하는 방법을 소성 가공이라고 부른다. 주조법에 비해 정확한 치수의 제품을 얻을 수 있고 금속 조직이 치밀하게 되어 강도가 올라가는 장점이 있다. ⓐ 단조법(forging) 기어 재료를 기계로 가압하여 조직을 미세화 시켜 균일한 재질을 가진 기어로 성형하는 가공법이다. 재료에 열을 가한 후 가압하는 열간단조(hot forging)와 상온에서 가압하는 냉간단조(cold forging)가 있다. ⓑ 전조법(form rolling) 2개의 롤러로 기어 재료를 압입하면서 고주파로 가열한 재료를 제 3의 롤러를 사용하여 가공하는 방법이다. 사용 공구에 따라 래크(rack)형, 피니언형, 내치차형으로 구분한다.
11. 기어의 열처리 1. 열처리 종류 철강 재료는 같은 성분이라도 열처리 방법에 따라 조직이 크게 달라질 수 있다. 따라서 열처리를 알맞게 하면 필요에 따라 철강 재료의 기계적 성질과 그 밖의 성질을 변화시켜 사용 용도에 따라 효과적으로 이용할 수 있다. 열처리는 이와 같이 재료에 특별한 성질을 부여하는 것이라 정의할 수 있으며 다음과 같이 분류한다. ① 계단 열처리(interrupted heat treatment) ② 항온 열처리(isothermal heat treatment) ③ 연속 냉각 열처리(continuous cooling heat treatment) ④ 표면 경화 열처리(surface hardening heat treatment) 이중 기어를 열처리하는데 주로 쓰이는 계단 열처리와 표면 경화 열처리에 대해서만 알아보도록 하겠다. 2. 계단 열처리 ① 담금질(quenching) 강을 적당한 온도로 가열하여 오스테나이트 조직에 이르게 한 뒤, 마텐자이트 조직으로 변화시키기 위해 급냉시키는 열처리 방법이다. 담금질은 강의 경도와 강도를 증가시키기 위한 것이다. 강의 담금질 온도가 너무 높으면 강의 오스테나이트 결정 입자가 성장하여 담금질후에도 기계적 성질이 나빠지고 균열이나 변형이 일어나기 쉽다. 따라서 담금질 온도에 주의해야 한다.
11. 기어의 열처리 ② 뜨임(tempering) 담금질한 강은 경도가 증가된 반면 취성을 가지게 되고, 표면에 잔류 응력이 남아 있으면 불안정하여 파괴되기 쉽다. 따라서 적당한 인성을 재료에 부여하기 위해 담금질 후에 반드시 뜨임 처리를 해야한다. 즉 담금질 한 조직을 안정한 조직으로 변화시키고 잔류 응력을 감소시켜, 필요로 하는 성질과 상태를 얻기 위한 것이 뜨임의 목적이다. 담금질한 강을 적당한 온도까지 가열하여 다시 냉각시킨다. ③ 풀림(annealing) 일반적으로 풀림이라 하면 완전 풀림(full annealing)을 말한다. 주조나 고온에서 오랜 시간 단련된 금속재료는 오스테나이트 결정 입자가 커지고 기계적 성질이 나빠진다. 재료를 일정 온도까지 일정 시간 가열을 유지한 후 서서히 냉각시키면, 변태로 인해 최초의 결정 입자가 붕괴되고 새롭게 미세한 결정입자가 조성되어 내부 응력이 제거될 뿐만 아니라 재료가 연화된다. 이러한 목적을 위한 열처리 방법을 풀림이라 부른다. 풀림의 목적을 다음과 같이 정리할 수 있다. a) 단조나 주조의 기계 가공에서 발생한 내부 응력 제거 b) 열처리로 인해 경화된 재료의 연화 c) 가공이나 공작으로 경화된 재료의 연화 d) 금속 결정 입자의 미세화 ④ 불림(normalizing) 불림의 목적은 결정 조직을 미세화하고 냉간 가공이나 단조 등으로 인한 내부 응력을 제거하며 결정 조직이나 기계적 성질과 물리적 성질 등을 표준화시키는 데 있다. 강을 불림 처리하면 취성이 저하되고 주강의 경우 주조 상태에 비해 연성이나 인성 등 기계적 성질이 현저히 개선된다. 재료를 변태점 이상의 적당한 온도로 가열한 다음 일정 시간 유지시킨 후 공기 중에서 냉각시킨다. 이렇게 하여 미세하고 균일하게 표준화된 금속 조직을 얻을 수 있다.
11. 기어의 열처리 3. 표면 경화 열처리 표면 경화 열처리는 재료의 표면만을 단단한 재질로 만들기 위한 방법으로 크게 화학적 방법과 물리적 방법으로 나눌 수 있다. 기어에 적용되는 화학적 방법에는 침탄법(carburizing)과 질화법(nitriding)이 있고, 물리적 방법에는 고주파 표면 경화법(induction hardening)이 있다. ① 침탄법 침탄이란 재료의 표면만을 단단한 재질로 만들기 위해 다음과 같은 단계를 사용하는 방법이다. 탄소함유량이 0.2% 미만인 저탄소강이나 저탄소합금강을 침탄제 속에 파묻고 오스테나이트 범위로 가열한 다음, 그 표면에 탄소를 침입하고 확산시켜서 표면 층만을 고탄소 조직으로 만든다. 침탄 후 담금질하면 표면의 침탄층은 마텐자이트 조직으로 경화시켜도 중심부는 저탄소강 성질을 그대로 가지고 있어 이중 조직이 된다. 표면이 단단하기 때문에 내마멸성을 가지게 되며, 재료의 중심부는 저탄소강이기 때문에 인성을 가지게 된다. 이러한 성질 때문에 고부하가 걸리는 기어에는 대개 침탄 열처리를 사용한다. 침탄법은 침탄에 사용되는 침탄제에 따라 고체침탄과 액체침탄과 가스 침탄으로 나눈다. 특별히 액체 침탄의 경우, 질화도 동시에 어느 정도 이루어지기 때문에 침탄 질화법이라 부른다. ② 질화법 금속 재료 표면에 질소를 침투시켜서 매우 단단한 질소화합물(Fe2N) 층을 형성하는 표면경화법을 질화라 부른다. 이것은 담금질과 뜨임 등의 열처리 후 약 500℃로 장시간 가열한 후 질소를 침투시켜 경화시킨다. 침탄처럼 침탄 후 담금질이 필요 없으므로 다른 열처리 방법에 비해 변형이 매우 작으면 내마멸성과 내식성과 피로 강도 등이 우수하다. 그러나 다른 열처리에 비해 가격이 많이 든다. 질화법은 다음과 같은 특징이 있다. a) 침탄에 비해 경화층이 얕고 경화는 침탄한 것보다 크다. b) 마모나 부식에 대한 저항력이 크다. c) 담금질이 필요없으며 열처리에 의한 재료의 변형이 가장 적다. d) 600℃ 이하의 온도에서는 재료의 경도가 감소되지 않으며 산화작용도 잘 일어나지 않는다.
11. 기어의 열처리 ③ 고주파 표면경화법 0.4 - 0.5%의 탄소를 함유한 고탄소강을 고주파를 사용하여 일정 온도로 가열한 후 담금질하여 뜨임하는 방법이다. 이 방법에 의하면 0.4% 전후의 구조용 탄소강으로도 합금강이 갖는 목적에 적용할 수 있는 재료를 얻을 수 있다. 표면 경화 깊이는 가열되어 오스테나이트 조직으로 변화되는 깊이로 결정되므로 가열 온도와 시간 등에 따라 다르다. 보통 열처리에 사용되는 가열 방법은 열에너지가 전도와 복사 형식으로 가열하는 물체에 도달하는 방식을 이용하고 있다. 그러나 고주파 가열법에서는 전자 에너지 형식으로 가공물에 전달되고, 전자 에너지가 가공물의 표면에 도달하면 유도 2차 전류가 발생한다. 이 때 가공물 표면에 와전류(eddy current)가 발생하여 표피효과(skin effect)가 된다. 2차 유도전류는 표면에 집중하여 흐르므로 표면경화에는 다음과 같은 장점이 나타난다. a) 표면에 에너지가 집중하기 때문에 가열 시간을 단축할 수 있다. b) 가공물의 응력을 최대한 억제할 수 있다. c) 가열 시간이 짧으므로 산화나 탈탄 염려가 없다. d) 값이 싸다.
11. 기어의 오차와 개념 각 등급에 따라 측정할 기어의 오차를 다음과 같이 나눌 수 있다. 먼저 JIS 정밀도 규격에 규정된 기어 오차이다. a) 단일피치오차 -- 기어의 피치원 상에서 한 개의 이에서 다음 이까지의 원주상 피치를 측정하여 계산상의 피치와 차이를 계산한 값. b) 인접피치오차 -- 연이어 두 개의 피치를 측정하였을 때 피치의 차이값. c) 누적피치오차 -- 임의로 인접한 두 개의 기어이 사이의 피치를 측정하였을 때 실제 계산 치수와의 차이 값. d) 법선피치오차 -- 법선피치를 측정할 때 계산 치와의 차이 값. e) 치형오차 -- 인볼류트 곡선의 계산치와 가공된 기어의 치형을 측정하였을 때 나온 값과의 차이. 치형오차는 축직각방향의 치형에 대한 것이다. f) 치홈의 흔들림 -- 볼이나 핀을 양쪽 치면에 접촉시켰을 때 반경방향으로 발생하는 오차의 최대값과 최소값의 차이. g) 잇줄방향오차 -- 피치원통 상에 있는 기어의 잇줄 오차를 말함.
11. 기어의 오차와 개념 독일의 DIN 3960 규격에 따르면 다음과 같이 분류된다. 기어 오차 : 단일 오차 종합 오차 - 한쪽치면맞물림오차, 양쪽치면맞물림오차 한조의 기어 오차 : 조립 오차 - 중심거리오차, 축평행오차, 백래시 오차 위에 언급한 오차들은 정확한 기어의 등급에 따라 정밀하게 측정하는 값이다. 흔히 기어가 제대로 가공되었는지를 간단하게 알아보기 위해서 기어의 이두께를 측정하거나 두 기어가 맞물리게 하여 백래시를 측정한다. 기어의 이두께는 마이크로미터로 간단히 측정할 수 있으며 백래시의 경우에도 간단한 도구로 측정한다. 기어의 이두께 측정시 필요한 걸치기 잇수와 걸치기 두께는 기어 치수 계산시 계산에 의해 산출된다<기어 치수 계산 참조> 걸치기 잇수와 두께는 기어마다 다르기 때문에 손으로 계산하여 사용하는 것은 매우 번거롭다. 따라서 자동 계산식을 사용하는 것이 편리하다. 또한 내기어의 경우에는 이두께를 측정하기 위해 오버핀법을 사용한다. 이것은 기어 이 사이에 일정한 지름을 가진 볼을 두 개 끼워 넣고, 두 볼 사이의 거리를 측정하는 방법이다. 마이크로미터를 사용하기 어려운 경우 오버핀 측정법을 사용하면 매우 편리하다.
12. 기어의 기본적인 부분명칭 예> 기어요목표의 필수구성내용 기어유형 SPUR 모듈(M) 0.5 압력각 20 잇수(Z) 27 P.C.D 13.5 이끝원 14.58 전위계수 +0.1 참조> HELLICAL 기어의 경우 상기의 요목표상에 HELLICAL ANGLE과 방향이 표시되는 것이 일반적이다.(예 LEFT / 20 도)