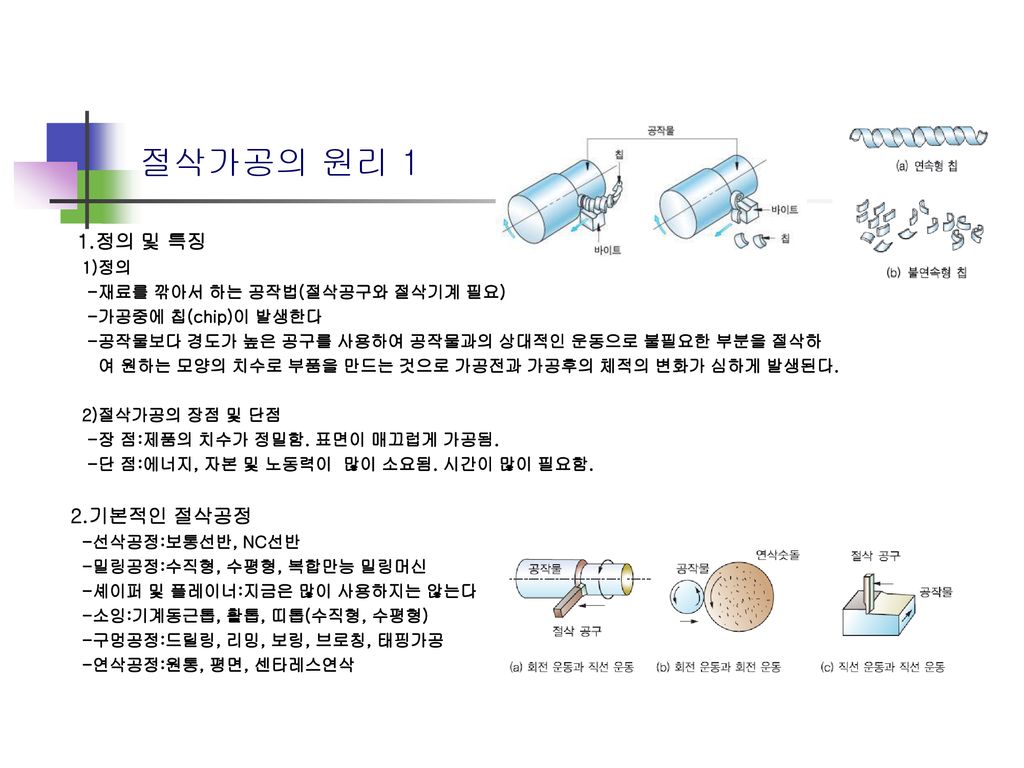
절삭가공의 원리 1 1.정의 및 특징 2.기본적인 절삭공정 1)정의 -재료를 깎아서 하는 공작법(절삭공구와 절삭기계 필요) -가공중에 칩(chip)이 발생한다 -공작물보다 경도가 높은 공구를 사용하여 공작물과의 상대적인 운동으로 불필요한 부분을 절삭하 여 원하는 모양의 치수로 부품을 만드는 것으로 가공전과 가공후의 체적의 변화가 심하게 발생된다. 2)절삭가공의 장점 및 단점 -장 점:제품의 치수가 정밀함. 표면이 매끄럽게 가공됨. -단 점:에너지, 자본 및 노동력이 많이 소요됨. 시간이 많이 필요함. 2.기본적인 절삭공정 -선삭공정:보통선반, NC선반 -밀링공정:수직형, 수평형, 복합만능 밀링머신 -셰이퍼 및 플레이너:지금은 많이 사용하지는 않는다 -소잉:기계동근톱, 활톱, 띠톱(수직형, 수평형) -구멍공정:드릴링, 리밍, 보링, 브로칭, 태핑가공 -연삭공정:원통, 평면, 센타레스연삭
3.절삭조건(절삭속도, 이송량, 절삭깊이) 1) 절삭속도 – 절삭운동에서 공구와 공작물 사이의 상대속도 – 1분당 이동한 거리 (m/min) 로 표시 - ( v : 절삭속도[m/min], D : 회전하는 공구 또는 공작물의 지름 [mm], N : 회전하는 공구 또는 공작물의 회전수 [rpm]) 2)이송 – 공작물이 1회전 할 때마다 공구가 이동하는 거리 (mm/rev) 3)절삭깊이 – 공작물을 1회에 깎아내는 깊이 (mm)
4. 칩(Chip) 1)정의:공구 날의 강한 압력을 받아 떨어져 나온 소재의 부스러기 2)칩의 생성 – 공구가 가공면을 따라 이동하면 공구 날 끝 전면의 소재는 강한 압력을 받아 소성변형을 일으키며 탈락되어 공구의 경사면을 따라 유동한다. 3)칩의 기본형태
언속형(유동형)칩: 칩이 공구의 경사면 위를 유동하는 것 같이 이동 – 특징 • 칩의 슬라이딩이 연속적 • 절삭 작업이 원활 – 발생조건 • 연성 재료를 고속 절삭할 때 • 절삭량이 적을 때 • 공구의 경사각이 클 때 • 절삭 깊이가 작을 때 • 윤활성이 좋은 절삭유를 사용할 때 • 공구의 날끝 온도가 낮을 때 – 장점 • 절삭저항의 변동이 적음 • 가공면 양호 – 단점 • 칩 처리에 주의하여야 함(칩의 제어) 전단형 칩: 칩이 공구 경사면 위에서 압축을 받아 전단 • 칩의 슬라이딩이 연속적이나, 끊어지기 쉽다. • 연성 재료를 저속 절삭할 때 • 바이트의 경사각이 작을 때 • 절삭 깊이가 클 때 • 바이트에 걸리는 힘이 변동되어 진동 유발 • 유동형에 비해 가공면 불량
열단형 칩: 점성이 큰 재질은 공구 경사면에서 칩이 슬라이딩 되지 않고 달라붙어 가공표면을 뜯어 낸듯한 현상 – 특징 • 칩의 슬라이딩이 일어나지 않음 • 공구 날 끝 앞쪽에서 균열 발생 • 균열과 파단의 반복 – 발생조건 • 피삭 재료가 점성이 있을 때( 납이 많이 함유된 연강, 알루미늄 합금) – 단점 • 절삭저항의 변동 폭이 커 진동이 심함 • 가공 표면 상태가 불량함 균열형 칩: 주철과 같이 메짐이 큰 재료를 저속으로 절삭할 때 소성변형 거의 없이 균열이 공작물 표면까지 진행 • 소성변형이 거의 없이 균열함 • 균열이 공작물 표면까지 진행 • 취성재료를 절삭할 때(주철 등) • 절삭저항의 급격한 변동으로 진동이 심함 • 가공 표면 상태가 불량함
구성인선(Built-up Edge: BUE) 연성이 큰 (연강, 스테인리스강, 알루미늄 등) 절삭 시, 공구와 공작물 사이 압력에 의한 마찰열 절삭열, 친화력 등의 원인으로 칩의 일부가 날 끝에 눌러 붙은(융착) 현상 • 구성인선의 발생 주기! – 주기: 1/100 ~ 1/300 초 – 과정: 발생 ! 성장 ! 분열 ! 탈락
• 구성인선의 영향 (단점) – 가공면이 거칠어짐 – 절삭 저항 변화로 공구에 진동 유발 (발생-성장-분열-탈락 주기) – 초경합금 공구에서는 날 끝이 같이 탈락(치핑이 생기기 쉬움) • 구성인선의 방지 – 절삭 깊이를 작게 할 것 – 절삭속도를 크게 할 것 (120m/min 이상) – 경사각을 크게 할 것 (30° 이상) – 공구의 날 끝 (인선, edge) 을 날카롭고 예리하게 할 것 – 칩과 바이트 사이의 윤활을 완전하게