Download presentation
1
2.4 정규 분포의 개념 우리 주변에서 한 학교의 학생 100명을 표본으로 추출해서 각
신장대로 분포표를 만들면 평균신장을 가진 사람의 수는 많으나 평균 신장에서 떨어질수록 그 수가 적어지는 형태를 발견할 수 있는데 이러한 형태의 분포를 정규분포 라고 합니다.

2
(1) 정규 분포의 특징 1 특징.1 특징.2 특징.3 평균 를 중심으로 대부분의 값들이 집중되어 있고
주변으로 갈수록 데이터의 수가 적은 패턴을 가지고 있다. 평균을 중심으로 좌우대칭이며 종 모양을 하고 있다. 특징.2 특징.3 분포의 모양이 평균과 표준편차에 영향을 받는다.

3
(2) 정규 분포의 특징 2 분산이 다르면 분포의 모양이 다르며 분산이 클수록 종모양의 형태가 옆으로 더 펴지는 형태로
평균은 다르고 분산이 같은 경우 분산은 다르고 평균이 같은 경우 분산이 다르면 분포의 모양이 다르며 분산이 클수록 종모양의 형태가 옆으로 더 펴지는 형태로 나타납니다. 분산이 같으면 분포의 모양이 동일합니다.

4
(3) 정규 분포와 확률 (1-1)
 정규 분포와 확률 (1-1)")
5
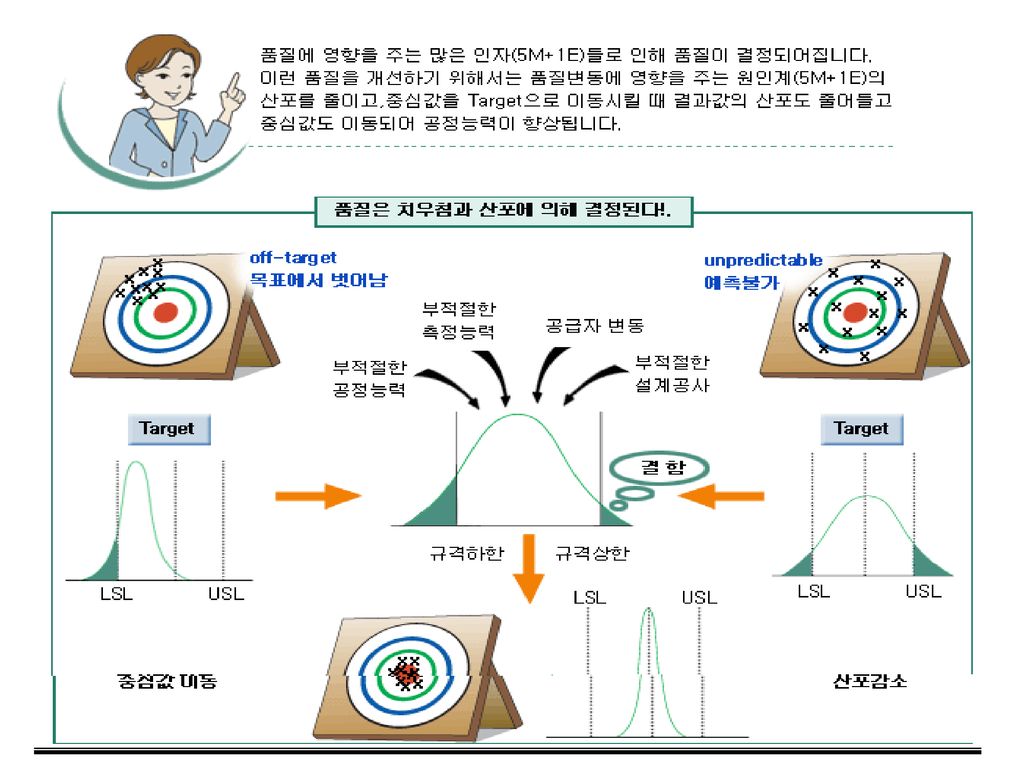
제 3 장 산포와 공정능력 위치(중심)의 변화 산포의 변화 위치와 산포의 변화
의 변화 산포의 변화 위치와 산포의 변화")
6
공정과 규격 함께 나타내기 규격 내에 존재하면 양품! 규격을 벗어나면 불량(결함)!
규격 내에 존재하면 양품! 규격을 벗어나면 불량(결함)! <홀(Hole) 을 가공하는 공정에서 규격을 함께 나타낸 그림 : 홀(Hole) 규격: 0.50.1mm
! <홀(Hole) 을 가공하는 공정에서 규격을 함께 나타낸 그림. : 홀(Hole) 규격: 0.50.1mm.")
7
3.1 공정 능력(Process Capability)이란? - 1
공정이 관리상태에 있을 때 그 공정에서 생산되는 제품의 품질변동이 어느 정도 인가를 나타내는 양입니다.

8
3.1 공정 능력(Process Capability)이란? - 2
LSL USL LSL USL 규격대비 8개 모두 양품 규격대비 4개 불량, 4개양품 위의 그림을 분포로 나타내면 다음과 같습니다. 양품을 더 많이 생산하는 공정의 능력이 우수하겠지요. A공정의 불량품이 B공정의 불량률보다 작으므로 공정 능력은 A공정이 더 우수한 것입니다.

9
3.1 공정 능력(Process Capability)이란? - 3
이란 - 3")
10
3.2 CP 란? - 1 공정 제품 사람 설비 방법 재료 측정 환경 Input Process Output
따라서 공정 능력을 평가하기 위해서는 Input 만큼 Output 이 나와야 합니다. Input 을 고객이 설정한 Process 표준, 즉 ‘규격상한 – 규격하한’ 이라고 보고 Output을 공정(Process)의 산포로 보면 아래와 같습니다.
의 산포로 보면 아래와 같습니다.")
11
3.2 CP 란? - 2 공정능력지수(Cp) LSL (USL – LSL) USL 범위:6(3 : 99.73%data)
규격의 범위 Tolerance (USL – LSL) 범위:6(3 : 99.73%data) 공정능력지수(Cp)
 범위:6(3 : 99.73%data) 공정능력지수(Cp)")
12
3.2 CP 란? - 3

13
☞ ☜ ☜ ☞ 3.3 공정능력 향상 - 1 규격의 범위는 고정 상태에서 공정의 산포가 작아짐 공정의 산포는 고정
3.3 공정능력 향상 - 1 분모를 작게 (공정의 산포를 줄이자) 분모를 크게 (공정의 산포를 넓히자) LSL USL ☞ ☜ LSL USL ☜ ☞ 규격의 범위는 고정 상태에서 공정의 산포가 작아짐 공정의 산포는 고정 상태에서, 규격의 범위가 넓어집
 분모를 크게 (공정의 산포를 넓히자) LSL USL. ☞ ☜ LSL USL. ☜ ☞ 규격의 범위는 고정. 상태에서 공정의. 산포가 작아짐. 공정의 산포는 고정. 상태에서, 규격의. 범위가 넓어집.")
14
3.3 공정능력 향상 - 2 30 1 0.27% 정답은 6 + 65 = 30입니다. Cp값은 (USL-LSL)/(6)=(40-10)/30 = 1 입니다. 정규분포의 특성상 3 안에 99.73% Data가 포함되므로 규격과 공정을 대표하는 공정 능력 치(6)가 일치하므로 규격을 벗어날 확률은 = 즉, 0.27% 입니다.
/(6)=(40-10)/30 = 1 입니다. 정규분포의 특성상 3 안에 99.73% Data가 포함되므로 규격과. 공정을 대표하는 공정 능력 치(6)가 일치하므로 규격을 벗어날. 확률은 = 즉, 0.27% 입니다.")
15
3.3 공정능력 향상 - 3 15 2 1. 정답은 6 = 6 2.5 = 15입니다. 2. Cp값은 (USL-LSL)/(6)=(40-10)/15 = 2 입니다. 이때 규격을 벗어날 불량률은 0.002PPM(2PPB:10억 개 중 2개 불량) 으로 거의 완벽한 품질 수준임을 알 수 있습니다.
 으로 거의 완벽한 품질 수준임을 알 수 있습니다.")
16
3.3 공정능력 향상 - 4 LSL USL 예제 1의 표준편차가 5일 경우 Cp값이 1이 나 왔다. 이때 불량률은 0.27%
예제1 예제2 99.73% =5 =2.5 예제 1의 표준편차가 5일 경우 Cp값이 1이 나 왔다. 이때 불량률은 0.27% 예제 2는 표준편차가 작아지면 Cp값이 증가하여 2가 되고, 이때 불량률은 0.002PPM으로 공정능력 이 충분함을 알 수 있습니다. 그러면 표준편차가 크면 Cp값은 작아지고, 다음과 같은 그래프가 된다. 86.64% =10 규격을 벗어날 확률이 급격히 증가하여 공정능력이 불충 분함을 볼 수 있습니다. 즉 공정능력 지수(Cp)는 크면 클 수록 좋음(공정능력이 충분함)을 알 수 있습니다.
는 크면 클. 수록 좋음(공정능력이 충분함)을 알 수 있습니다.")
17
공정능력 지수의 범위 공정능력 판단 공정 능력에 대한 이해 LSL CL USL ~0.33 공정능력 매우 불량한 공정
0.33~0.67 공정능력 불량한 공정 0.67~1 공정능력 저조한 공정 1.00~1.33 공정능력이 보통인 공정 1.33~1.67 공정능력이 우수한 공정 1.67~2.00 공정능력이 매우 우수한 공정 2.00~ 공정능력이 탁월한 공정

18
3.4 공정능력에 따른 불량률 표준편차 구분 규격의 위치 양품률(%) 불량률(PPM) 1 1 68.27 317311 2
2 95.45 45500 3 3 99.73 2700 4 4 63 5 5 0.57 6 6 0.002

19
* 공정 능력에 대한 이해

20
* 공정 능력에 대한 이해

21
1 1 A공정의 공정능력지수(Cp) B공정의 공정능력지수(Cp) = USL-LSL = 40-10 6 6
6 = USL-LSL = 40-10 6 = = 30 = = 30

22
CP=1 CP=1 앞에서 A, B 공정 둘 다 Cp가 1이라는 답이 나왔습니다. 불량률은 어떻게 되는지 살펴봅시다.
나는지 알 수가 있겠습니까? 물론 없습니다. CP는 단순히 규격대비 공정의 산포비 만 나타낸 지수일 뿐입니다.

23
3.5 CPK 란 ? CPK(실질적 공정능력 지수:Actual Cap Index)
품질 특성치의 분포가 양쪽규격의 중앙에 위치하지 않고 양쪽으로 치우쳐 있는 경우에 치우침의 정도를 고려한 공정능력을 나타낸 지수 CP=1 Spec 벗어날 불량률=0.27% LSL K USL CP=1 Spec 벗어날 불량률=50% 규격하한 목표 규격상한 위의 그림에서와 같이 Cp로는 규격을 벗어난 정도를 알지 못합니다. 그래서, 실 질적인 불량률을 나타내기 위해서는 중심치를 고려하여 공정 능력을 표현하는 CPK 지수를 사용합니다.

24
3.6 CPK 값 구하기 - 1 잠재적 공정능력 Cp 산출과 유사합니다.
공정중심을 기준으로 규격과 공정 평균과의 차이(규격변동)와 공정변동 (총 공정변동(6)의1/2만 비교하므로 3 로 함)의 비로 산출합니다. 평균이 상한으로 치우쳐져 있는 경우 평균이 하한으로 치우쳐져 있는 경우 규격변동 USL LSL 규격변동 공정변동 공정변동 CPU = USL - = 규격변동 3 공정변동 CPU = - LSL = 규격변동 3 공정변동
와 공정변동 (총. 공정변동(6)의1/2만 비교하므로 3 로 함)의 비로 산출합니다. 평균이 상한으로 치우쳐져 있는 경우. 평균이 하한으로 치우쳐져 있는 경우. 규격변동 USL. LSL 규격변동 공정변동. 공정변동. CPU = USL - = 규격변동. 3 공정변동. CPU = - LSL = 규격변동. 3 공정변동.")
25
3.6 CPK 값 구하기 - 2 CPK 값은 공정의 치우쳐져 벗어날 예상 불량률을 보기 위한 것이므로
다음과 같이 CPU와 CPL 중 작은 값이 CPK가 됩니다.

26
3.6 CPK 값 구하기 - 3 예제의 분포곡선에서 공정능력 지수인, CPK값을 먼저 구해보면
99.73% 예제의 분포곡선에서 공정능력 지수인, CPK값을 먼저 구해보면 CPU = (29-23)/(3) = 1이고, CPL = (23-11)/() = 2이다. …CPK는 둘 중에 작은 값을 택해야 되므로 CPK = 1이 된다.
/(3) = 1이고, CPL = (23-11)/() = 2이다. …CPK는 둘 중에 작은 값을. 택해야 되므로 CPK = 1이 된다.")
27
3.6 CPK 값 구하기 - 4

28
3.7 CP와 CPK의 관계 - 1

29
3.7 CP와 CPK의 관계 - 2 K = 0이라면 CPK = K = 0이라면 CPK = (1-0)CP = CP(치우침 없을 때) K = 1이라면 CPK = K = 1이라면 CPK=(1-1) CP=0 (공정중심이 규격과 일치 될 때) K > 1이라면 CPK = K>1이라면 CPK=음수(공정중심이 규격을 벗어날 경우) CPK = ( 1 K )CP LSL USL LSL USL LSL USL K= K= K>1 CPK는K=0인 치우침이 없을 때가 최대값, 그러므로 CPK는 최대 CP와 같거나 작은 값
 K > 1이라면 CPK = K>1이라면 CPK=음수(공정중심이 규격을 벗어날 경우) CPK = ( 1 K )CP. LSL USL. LSL USL. LSL USL. K=0 K=1 K>1. CPK는K=0인 치우침이 없을 때가 최대값, 그러므로 CPK는 최대 CP와 같거나 작은 값.")
30
3.7 CP와 CPK의 관계 - 3 (CPK=(1-K)CP , 불량률 (%) LSL USL 규격하한 (LSL) 규격 상한
불량률 약0% CP = 1 CPK = 1 CPK = 0 CPK =-1 규격 하한 (LSL) 규격 상한 (USL) K = 1 불량률 약50% 규격 하한 (LSL) 규격 상한 (USL) K = 2 불량률 약100%
 규격. 상한. (USL) K = 1. 불량률 약50% 규격. 하한. (LSL) 규격. 상한. (USL) K = 2. 불량률 약100%")
31
CP = 규격상한 (USL) – 규격하한 (LSL) = 155-145 = 10 = 1.67
◎ CP와 CPK - 예제 LSL 145 CL USL 155 =1 A B CP = 1.67 CPK = 0.2 CP = 규격상한 (USL) – 규격하한 (LSL) = = 10 = 1.67 6 K = 1/5 = 0.2 CPK = (1 –0.2)1.67 = 1.33
 – 규격하한 (LSL) = = 10 = 61 6. K = 1/5 = 0.2. CPK = (1 –0.2)1.67 =")
32
◎ 공정능력 개선

33
CP개선 CPK개선

35
참고1) 6시그마 품질수준 규격하한 평균값() 불량 발생 규격상한 가능 지역 Defects 1350ppm 산포를 ½로 줄이면
-3 평균값() 규격하한 규격상한 Defects 1350ppm 불량 발생 가능 지역 3 산포를 ½로 줄이면
 규격하한. 규격상한. Defects. 1350ppm. 불량 발생. 가능 지역. 3 산포를. ½로. 줄이면.")
36
참고 2) 6시그마 품질 수준 중심의 흔들림이 없을 경우 규격 폭(USL-LSL)과 공정 폭(6)이 같을
때 CP=1이며, 이 때 벗어날 불량률은 0.27%(2700PPM)입니다. 규격의 위치는 인 지점에 위치해 있습니다. 그래서 3시그마 수준 이라고 하며, 산포를 1 / 2로 줄이면 CP=2가 되며 그때에0.002PPM 수준의 예상 불량률을 갖게 됩니다. 규격의 위치는 인 지점으로 될 것입니다. 그래서 6시그마 수준이라고 합니다. 자세한 것은 Z변환 과정을 접하게 되면 쉽게 알 수 있을 것 입니다.
입니다. 규격의 위치는 인 지점에 위치해 있습니다. 그래서 3시그마 수준. 이라고 하며, 산포를 1 / 2로 줄이면 CP=2가 되며 그때에0.002PPM. 수준의 예상 불량률을 갖게 됩니다. 규격의 위치는 인 지점으로 될 것입니다. 그래서 6시그마 수준이라고 합니다. 자세한 것은 Z변환 과정을 접하게 되면 쉽게 알 수 있을 것 입니다.")
37
참고 3) 6시그마 품질수준 7.5 1.5 4.5 LSL USL 6 Sigma = 3.4ppm? 시그마 적도
7.5 LSL USL 6 Sigma = 3.4ppm? (평균값) 실제 현장에서는 공정이 관리 상태 에 있더라도 시간의 흐름에 따라 처 음의 상태가 완벽하게 유지되지 못 하고 공정의 중심이 1.5내에서 이동하는 것으로 나타냅니다. 6수준은 본래 Defects가 2ppb (10억개 중2개)이나 중심이동을 고려하여 3.4ppm으로 정의합니다. Defects 0.001ppm Defects 0.001ppm 시그마 적도 시그마 수준 DPMO(ppm) ,538 ,807 ,210 Cp값 1 1.33 1.67 2 Cpk값 0.5 0.83 1.17 1.5 20,000배 향 상 3시그마 공정에서 6시그마 공정 – 20,000배 향상
 실제 현장에서는 공정이 관리 상태. 에 있더라도 시간의 흐름에 따라 처. 음의 상태가 완벽하게 유지되지 못. 하고 공정의 중심이 1.5내에서. 이동하는 것으로 나타냅니다. 6수준은 본래 Defects가 2ppb. (10억개 중2개)이나 중심이동을. 고려하여 3.4ppm으로 정의합니다. Defects ppm. Defects ppm. 시그마 적도. 시그마 수준 DPMO(ppm) 2 308, , , Cp값 Cpk값 ,000배. 향 상. 3시그마 공정에서 6시그마 공정 – 20,000배 향상.")




![P300 학습 주제 6-5. 이온의 이동 확인하기 1. 수산화 나트륨 수용액에 건전지를 넣으면 건전지의 (-) 극과 (+) 극에서 각각 수소기체와 산소기체가 발생한다. 그 이유는 ? [ ]](/40/11108938/big_thumb.jpg "P300 학습 주제 6-5. 이온의 이동 확인하기 1. 수산화 나트륨 수용액에 건전지를 넣으면 건전지의 (-) 극과 (+) 극에서 각각 수소기체와 산소기체가 발생한다. 그 이유는 ? [ ]>")
 서울지방노동청.>")




에 급격한 기온상승 특히, 7월 장마철 이후 강우가 잦고 날씨>")

금성정공 Single PPM 테마활동 추진사례>")

.>")





>")