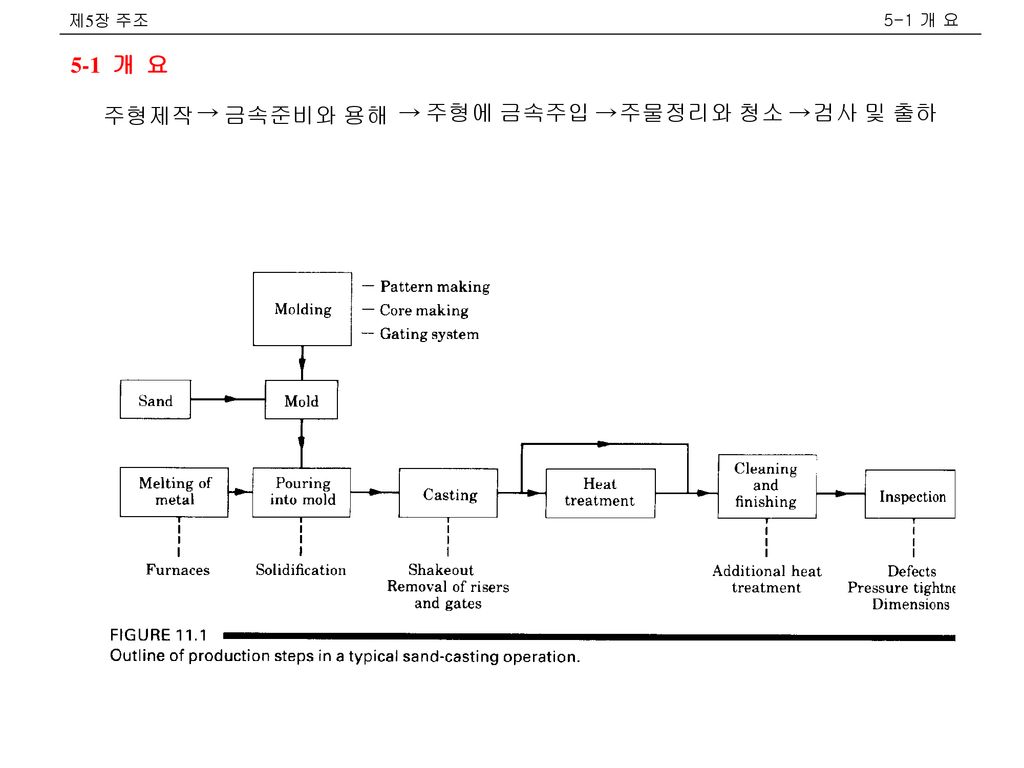
제5장 주조 5-1 개 요 5-1 개 요 주형제작 → 금속준비와 용해 → 주형에 금속주입 → 주물정리와 청소 → 검사 및 출하
[2] 주조의 특성 장점 단점 동일형상의 제품을 고속생산 가능함 복잡한 형상 제작용이 제5장 주조 5-1 개 요 [2] 주조의 특성 장점 동일형상의 제품을 고속생산 가능함 복잡한 형상 제작용이 소성가공이나 절삭가공이 곤란한 금속합금도 이용할 수 있음 크기 및 무게의 제한을 받지 않고 小형 大형물을 일체로 제작 가능 가공비를 절감할 수있음. 단점 주조 조직에 의한 기계적 성질이 떨어짐. 기공 불순물 등에 의한 신뢰성 저하 치수의 정밀도가 떨어짐 소량일 때 모형제작비에 의해 고가 살이 얇은 제품을 제작에 한계가 있으며 공해를 유발시킴
5-3 주조공정 주 형 주 물 모형제작 청소 및 후처리 결함검사 신뢰성 주형에 금속주입 검사 및 출하 금속준비와 용해 주물사 제5장 주조 5-3 주조공정 5-3 주조공정 목재, 금속재, 플라스틱, 파라핀 모형제작 청소 및 후처리 결함검사 신뢰성 주형에 금속주입 주 형 주 물 검사 및 출하 금속준비와 용해 주물사 기계가공 용해로
제5장 주조 5-3 주조공정 모형 ① 상형과 하형 상자 ② 하형에 분할형 삽입 ③ 모래 주입 ④ 다진 후 형 뒤집기
⑤ 하형위에 분리사를 바른 후 상형과 함께 다른 분할형 조립 ⑥ 탕구와 라이저 설치 ⑦ 모래 투입후 다짐 ⑧ 상하형 분리 제5장 주조 5-3 주조공정 탕구봉 Riser ⑤ 하형위에 분리사를 바른 후 상형과 함께 다른 분할형 조립 ⑥ 탕구와 라이저 설치 다짐 봉 ⑦ 모래 투입후 다짐 ⑧ 상하형 분리
Riser 탕류 ⑨ 모형 및 탕구, 라이저 제거 ⑩ 다시 조립후 주형제작 완료 ⑪ 유도노를 통하여 금속 용해 ⑫ 제5장 주조 5-3 주조공정 용탕이 흘러드는곳 Riser 탕류 ⑨ 모형 및 탕구, 라이저 제거 ⑩ 다시 조립후 주형제작 완료 ⑪ 유도노를 통하여 금속 용해 ⑫ 노에서 도가니로 용융금속 취득
⑬ 용융금속 주입 ⑭ 냉각 riser 탕류 탕구 gate 탕도 ⑮ 주형 파괴후 주조품 제거 전형적인 주조공장 모습 제5장 주조 5-3 주조공정 ⑬ 용융금속 주입 ⑭ 냉각 riser 탕류 탕구 gate 탕도 ⑮ 주형 파괴후 주조품 제거 전형적인 주조공장 모습
5-4 모형재료와 종류 [1] 목형재료 ► 목형용 목재의 필요한 조건 ① 충분히 건조되어 수분, 수지가 적고 수축이 적을 것 제5장 주조 5-4 모형재료와 종류 5-4 모형재료와 종류 [1] 목형재료 ► 목형용 목재의 필요한 조건 ① 충분히 건조되어 수분, 수지가 적고 수축이 적을 것 ② 마디가 없고 재질이 균일해서 변형이 없을 것 ③ 가공이 용이하고 가공면이 고울 것 ④ 적당한 강도, 경도를 가져서 사용 중 파손되거나 마모되지 않을 것 ⑤ 값이 싸고 구하기 쉬울 것 ⑥ 외관이 미려한 것 [2] 금형 및 금형재료 ► 금형은 목형에 비해서 ① 파손, 마멸이 작다. ② 모래와의 분리가 잘되고 주물표면도 곱다. ③ 장기간 보관해도 변형되지 않는다. ④ 치수정밀도가 높은 주물이 얻어진다.
모형(pattern) : 주조될 제품의 원형으로서 주형의 캐비티(cavity)를 준비하는 데 사용됨. 제5장 주조 5-4 모형재료와 종류 [3] 석고형(plaster mold) [4] 합성수지형(plastic mold) [5] 왁 스 형 5-4-2 모형의 종류 모형(pattern) : 주조될 제품의 원형으로서 주형의 캐비티(cavity)를 준비하는 데 사용됨.
③ 부분모형(section pattern) ④ 골격모형(skeleton pattern) 제5장 주조 5-4 모형재료와 종류 ► 모형의 종류 맞춤 구멍 및 핀 ① 단체모형(one piece pattern) ② 분할모형(split pattern) 부분모형 다음에 조형할 부분 ③ 부분모형(section pattern) ④ 골격모형(skeleton pattern)
⑤ 긁기모형(strickle pattern) ⑦ 코어모형(core box) 제5장 주조 5-4 모형재료와 종류 2 2’ 1’ 1 3 3’ 3’’ 1’’ 2’’ 모형 주 형 코어모형 코어프린터 주물제품 안내판 긁기판 ⑤ 긁기모형(strickle pattern) ⑦ 코어모형(core box) 주형 주물제품 회전판 회전형판 ⑥ 회전모형(sweeping pattern)
② 기계가공여유(machining allowance) : 제5장 주조 5-4 모형재료와 종류 5-4-3 모형제작시 유의사항 ① 수축(Shrinkage allowance) : 냉각시의 수축을 고려함. 주물자를 사용함. ② 기계가공여유(machining allowance) : 절삭가공될 면의 가공여유 ③ 보정여유(compensation allowance) : 변형을 보정하기위한 여유 ④ 뽑기 기울기(draft taper) : 모형을 주형에서 뽑기 위한 여유. ⑤ 라운딩(rounding) : 모서리 내외면을 둥글게 만들어 결정을 균일하게 성장 ⑥ 코어프린트(coreprint) : 코어를 지지해주기 위한 부분 ⑦ 덧붙임(stop-off) : 금속의 수축으로 냉각 시 불규칙하게 비틀리는 주물에 줌(U자형). 5-5 주형재료와 종류 5-5-1 주형재료 ► 주형용 재료로 쓰일 수 있기 위해서는 다음과 같은 성질들이 갖추어져야 한다. ① 내열성(refractoriness): ② 강도(strength): ③ 통기성(permeability): ④ 성형성(mouldability): ⑤ 보온성 및 가축성(insulatability & flexibility): ⑥ 경제성(economical efficiency):
► 주물사 처리 주형경도 시험기 주물사 : 규사 + 점토(벤토나이트) 주물사의 성질 측정 1. 통기도(Permeability) 제5장 주조 5-5 주형재료와 종류 ► 주물사 처리 주물사 : 규사 + 점토(벤토나이트) 주물사의 성질 측정 1. 통기도(Permeability) 2. 강도(Strength) 3. 내열성(Refractoriness) 4. 입자의 크기와 모양(Grain size and shape) Gas 및 수증기 배출 파손 방지를 위해 적당한 강도 용융금속에 소손이 없어야 입자의 크기 및 모양은 주형의 강도, 통기도에 영향 주형과 코어 경도시험(Mold & Core Hardness Test) : 모래의 경도와 입자 함유율 측정 - 주형경도 시험기로 측정 입자 함유율 시험(Finess Test) : 주물사안의 모래입자의 분포율 결정 - Mesh: #6, 12, … 100, 200, 270 … 주형경도 시험기 수분함유량(Moisture Content) 시험 : 주물사의 수분함유량 결정 - 수분측정기: 열풍으로 건조; 무게차이로 측정 점토함유량(Clay Content) 시험 : 주물사안의 점토의 백분율 결정 - 건조로 - 천칭 - 모래세척기
통기도: 통기도 시험 : 정해진 시간동안 주어진 모래의 시편을 통과하는 공기의 량으로 결정 규격시편: 주물사 강도시험 제5장 주조 5-5 주형재료와 종류 통기도 시험 : 정해진 시간동안 주어진 모래의 시편을 통과하는 공기의 량으로 결정 규격시편: 통기도: 주물사 강도시험
용융온도가 높아 수축 및 가스발생에 대응 할 수 있는 주물사. 제5장 주조 5-5 주형재료와 종류 5-5-2 주물사의 종류 [1] 바닥모래 신사 및 고사 [2] 생형(green sand mold)과 생사(green sand) [3] 건조형(dry sand mold), 건조형사(dry sand) 및 코어용사(core sand) [4] 표면사(facing sand) [5] 분리사(parting sand) 5-5-3 각종 재질용 주물사 [1] 주철용 주물사 [2] 주강용 주물사 용융온도가 높아 수축 및 가스발생에 대응 할 수 있는 주물사. [3] 비철합금용 주물사
Fig. 4.1 생형 제작 공정 5-5-4 주형의 제작법 습기가 있는 주물사로 조형(molding)을 하는 가장 일반적인 방법 제5장 주조 5-5 주형재료와 종류 5-5-4 주형의 제작법 습기가 있는 주물사로 조형(molding)을 하는 가장 일반적인 방법 조형도마위 모형정치 하형을 뒤집고 상형을 조립 Core를 설치하여 주형을 완료 수축분 보충 공기배출구 불순물은 위로 뜬다 주형상자 상형 분리사 : 미세한 입자로 점도가 없는 건조된 규사 하형 Fig. 4.1 생형 제작 공정
탕 도(runner) 5-5-5 주형계획 [1] 탕구계(gating system) 제5장 주조 5-5 주형재료와 종류 5-5-5 주형계획 [1] 탕구계(gating system) * 쇳물이 조용히 주형으로 유입되게(부순물 제거) 탕구계 : 용융금속을 주형공동부로 보내는 통로 쇳물받이(pouring basin) 탕 구(sprue) 탕 도(runner) 주입구(gate) ► 일반적으로 다음과 같은 점에 유의하여 탕구계를 설계해야 한다. ① 쇳물이 난류를 일으키지 않고 조용하게 주형 내에 적당한 속도로 구석구석까지 유입되도록 탕구의 크기와 위치를 정한다. ② 주물의 온도구배가 적당해지도록 해서 좋은 응고조직을 얻도록 한다. ③ 용탕에 슬래그(slag), 기타 불순물이 들어가지 않도록 한다. ④ 주형 내에 송탕 또는 오르기의 압력이 잘 적용될 수 있도록 탕구의 높이를 적절하게 한다. * Riser는 가장 늦게 응고되어야함 Fig. 5.3 주형동공에 용융금속 주입방법
탕구 : 탕도 : 주입구 = (주철) 1:1~0.75:0.75~0.5, = (주강) 1:1.2~1.5 : 1.5~2 제5장 주조 5-5 주형재료와 종류 (1) 쇳물받이(pouring basin) (2) 탕 구(sprue) (3) 탕 도(runner) (4) 주입구(gate) (5) 탕구계비: 탕구 : 탕도 : 주입구 = (주철) 1:1~0.75:0.75~0.5, = (주강) 1:1.2~1.5 : 1.5~2 [2] 오르기(riser)와 송탕구(feeder) 주물의 중심까지 응고하는 데 요하는 시간 는 주물의 부피 와 표면적 와의 비에 관계된다. 즉, 5.1 송탕구의 응고가 주물보다도 늦어지기 위해서는 5.2 여기서, : 송탕구의 부피 : 송탕구의 표면적 : 주물의 부피 : 주물의 표면적
► 압상력( ) : 상형을 위로 뜨게 하는 힘(Net Force) 제5장 주조 5-5 주형재료와 종류 [3] 상형과 압상대책 ► 압상력( ) : 상형을 위로 뜨게 하는 힘(Net Force) Fn: 압상력(kg) W : 중추의 무계(kg) A: 분리선에서의 금속면의 면적(m2 ) : 금속의 밀도(kg/ m3 ) h: 상형상자의 높이(m) Wc : 상형상자의 무게(kg) Wsc : 상형상자의 의 모래의 무게(kg) W A Wc + Wsc 500 h 밀도() : 주철: 7,200 kg/ m3, Al : 2,600 kg/ m3, Cu : 8,900 kg/ m3 400x300x60 If i) (Wc + Wsc) > A(ρ x h) → 중추는 필요없음 ii) (Wc + Wsc) < A(ρ x h) → 중추의 무계 W 는 Ex.1) 주철주물의 크기가 400x300x60(가로x세로x높이)mm의 주물을 제작, 상형상자의 높이 h가 500mm일 때 압상력은(Fn)? 또 추가할 중추의 무게(W)는? 단 상형상자 및 주물사를 합한 무게가 200 kg 밀도() : 주철: 7,200 kg/ m3, Sol. Fn = 0.4 x 0.3 x 0.5 x 7200 = 432 (kg)
주물 각부의 냉각속도를 조절하기 위해서 열흡수성이 주형보다 좋은 재료를 주물 표면에 제5장 주조 5-5 주형재료와 종류 [4] 냉각쇠(chill block) 주물 각부의 냉각속도를 조절하기 위해서 열흡수성이 주형보다 좋은 재료를 주물 표면에 접촉시키든지 주물 표면 가까이에 놓든지 해서 두꺼운 부분 또는 고온부의 응고 또는 냉각속도를 적당히 조절해서 엷은 부분 또는 저온부와 동시에 응고시켜 국부적 수축을 방지하고 재질을 치밀하게 하여 수축공, 균열이 없는 주물이 되도록 한다. 응고특성 냉각쇠 사용 Fig. 5.4 수축공 부위를 나타낸 등온선도
5.6 코어 구멍이나 공동같은 깊숙한 곳을 성형함. 생사코어 및 건조사 코어 양단을 지지한 건조사코어 수직 건조사 코어 제5장 주조 제5장 주조 5-5 주형재료와 종류 5.6 코어 구멍이나 공동같은 깊숙한 곳을 성형함. 생사코어 및 건조사 코어 양단을 지지한 건조사코어 수직 건조사 코어 현수 건조사 코어 수평 건조사 코어 낙하 코어 구멍이 분리선상에 위치하지 않을때 사용 배출
2. 스퀴즈 조형기 (Squeeze Machine) 3. 졸트-스퀴즈 조형기 (Jolt-Squeeze Machine) 제5장 주조 5-5 주형재료와 종류 5-5-6 주형제조기 1. 졸트 조형기(Jolt Machine) 2. 스퀴즈 조형기 (Squeeze Machine) 3. 졸트-스퀴즈 조형기 (Jolt-Squeeze Machine) 4. 샌드슬링거(Sand-slinger) 5. 다이어프램 조형기(Diaphragm Molding Machine)
5-6 용 해(melting) 표 5-2 각종 합금의 출탕 및 주입온도 5-6-1 용해로의 종류 및 특성 제5장 주조 5-6 용 해(melting) 5-6 용 해(melting) 표 5-2 각종 합금의 출탕 및 주입온도 합 금 출탕온도[℃] 주입온도[℃] 강 1,600∼1,700 1,530∼1,600 주 철 1,350∼1,450 1,280∼1,350 청 동 1,300 1,110∼1,160 황 동 950∼1,000 알루미늄합금 750∼850 680∼720 마그네슘합금 730∼800 670∼720 5-6-1 용해로의 종류 및 특성 ► 일반적으로 다음 사항을 고려하여 적절한 용해로를 선정한다. ① 노의 가격, 조업비, 유지비 등을 고려한 경제적인 배려 ② 주조 합금의 용해온도, 화학적 성분조절의 난이성 등에 대한 고려 ③ 불순물 혼입방지를 위한 분위기의 제어성 ④ 노의 용량 및 용해속도 ⑤ 소음 및 공해 등에 대한 환경문제 ⑥ 사용 열원 및 연료의 가격 ⑦ 용융금속의 과열 및 조업시설의 난이성
① 코크스비(장입 코크스와 지금의 무게비:1/10~1/13)가 낮아 경제적으로 쇳물을 얻을 수 있다. 제5장 주조 5-6 용 해(melting) [1] 용선로(cupola) ► 장점 ① 코크스비(장입 코크스와 지금의 무게비:1/10~1/13)가 낮아 경제적으로 쇳물을 얻을 수 있다. ② 조업이 비교적 간단하고 수시로 쇳물을 빼낼 수 있다 ► 단점 피뢰기 라이닝 셸 장입코크스층 장입지금층 리이닝 셸 용재구 배드 코크스 바닥출입구 기초 장입구 H 풍동 h’ d D’ T’ T 열풍통로 바람구멍 전로 쇳물구멍 ① 노 내에 연료, 지금, 공기가 공존하며 산화손실이 크다. ② 황과 같은 유해 불순물이 쇳물에 혼입되기 쉽다. ③ 큰 덩어리의 지금 용해가 어렵고 일시에 다량의 쇳물을 얻기가 곤란하다. ④ 쇳물의 합금성분 조절이 어렵다. (a) 용선로의 단면 (a) 용선로의 전로 (1) 용선로의 크기 그림 5-21 용선로 용선로의 크기는 1시간당 용해중량을 톤(ton)으로 표시. 용선로는 1~40톤까지 쓰이고 있으나 우리나라에서는 2~5톤급이 많음
[2] 도가니로(crucible furnace) 제5장 주조 5-6 용 해(melting) [2] 도가니로(crucible furnace) ► 장점 ① 지금이 연료의 영향을 받지 않아 정확한 성분의 금속을 얻을 수 있다. ② 도가니의 크기에 따라 적당량의 용탕을 얻을 수 있고 시설이 간단하다. ► 단점 ① 한 번에 대량의 용해에 부적당하고 도가니의 수명이 짧다 ② 용해 단가가 매우 비싸다(용선로의 10~20배). (1) 도가니로의 크기 도가니의 크기 표시방법은 구리의 용해량(kg)을 번호로 표시한다. 예를 들면, 80kg의 구리를 용해할 수 있는 크기의 도가니를 80번 도가니라고 표시한다. 크기는 1/4번부터 500번까지 27종의 구리합금용 흑연도가니로가 있다 1 2 3 4 1 : 덮 개 2 : 도가니 3: 아궁이 4: 도가니 받침대 사용연료 - 코크스 - 중유 - 가스 - 전기 그림 5-22 도가니로
[3] 전기로(electric furnace) 제5장 주조 5-6 용 해(melting) [3] 전기로(electric furnace) ► 장점 ① 연료의 불순물 침해가 없어 순도 높은 용융금속이 얻어진다. ② 온도조절 범위가 넓고 정확하며 조작이 용이하다. ③ 다른 노에서는 최고온도가 2,000℃ 정도이지만 전기로에서는 3,500℃의 고온도 가능함. ④ 성분원소의 배합조절이 용이하다. ⑤ 용해시에 금속산화 및 기타 손실이 적다. ⑥ 용해금속의 가스발생이 적다. ► 단점 ① 전기소비량이 많아 전력비가 비싸다. ② 시설비가 많이 든다. ③ 장입한 지금이 전부 용해될 때까지 쇳물을 받을 수가 없고 용해가 끝날 때 일시에 많은 쇳물이 얻어진다 전선 전극 쇳물구멍 주입을 위해 기울인 위치 레이들 3개의 탄소전극과 금속과의 아크열에 의해 용융 문 용재 금속 Rammed heart (1) 전기로의 크기 전기로는 필요에 따라 적절한 크기로 제작하기가 용이하나 일반적으로 사용되는 아크로의 크기는 0.5~30톤이다. [4] 회전로(revolving furnace) [5] 반사로(air furnace) 그림 5-23 직접아크로
5-7 특수주조법 - 원심주조 5-7-1 원심주조법(centrifugal casting) - Die Casting 제5장 주조 5-7 특수주조법 5-7 특수주조법 - 원심주조 5-7-1 원심주조법(centrifugal casting) - Die Casting - 주철의 금형 주조 금속이 응고하는 동안 주형이 회전하는 주조법 금속형의 종류 - 저압주조 - 주물표면이 더욱 명확하고 세밀함 - 치밀한 금속조직으로 물리적 성질이 우수함 - 대칭형의 주물에 우수함 - 피스톤 링, 제지롤 - 연속주조법 - 고압응고주조법 - 특수 주형법 단점:중력편석(Gravity Segregation) 합금에서 무거운 원소가 모재에서 분리되는 현상 순수원심주조 파이프, 라이너, 대칭형 주물제작
제5장 주조 5-7 특수주조법
제5장 주조 5-7 특수주조법
수직축 주위로 회전하는 동안 용융금속이 계속하여 주입됨. - 주물의 중앙부는 비지 않으며, 일반적으로 기계가공을 함. 제5장 주조 5-7 특수주조법 반원심주조 수직축 주위로 회전하는 동안 용융금속이 계속하여 주입됨. - 주물의 중앙부는 비지 않으며, 일반적으로 기계가공을 함.
제5장 주조 5-7 특수주조법 원심분리식 주형이 바깥에 있으며, 여러 개가 있음. Bearing Cap, 작은 브라킷 등
a) 주어진 원심력(CF) 발생을 위한 주형의 회전속도(N) 제5장 주조 5-7 특수주조법 * 수평식 원심주조를 위한 주형의 회전속도 수평식 주조의 원심력(G): 65 g’s 수직식 주조의 원심력(G): 100 g’s 1 radian a a) 주어진 원심력(CF) 발생을 위한 주형의 회전속도(N) CF: 원심력(lb, kg) r m v m: 질량 = = 2 N Rad./sec V = 2 r. N mm/sec = r. mm/sec V: 속도, ft/s, (m/s) = r. r: 반지름, ft (m) = D: 안지름, ft (m) : 각속도, rad/s = x 회전수 (rpm) b) G’s 값 회전에 의한 주물의 상승하는 힘(f)은 주물의 원심력과 같다. a = G g c) 수평축의 회전수 N (rpm) D: 주형의 안지름(m, ft)
Ex. 1 바깥 지름 600 mm, 안지름 560 mm이고 길이 가 6,000 mm의 주철관 100개를 수평식 제5장 주조 5-7 특수주조법 Ex. 1 바깥 지름 600 mm, 안지름 560 mm이고 길이 가 6,000 mm의 주철관 100개를 수평식 원심 주조법으로 제작하고자 한다. Gate 등에 의한 손실이 20% 이고, 65g’s의 원심력으로 주형을 회전하고자 한다. 주형의 회전 속도(rpm) 준비할 용탕의 량은? (ton) Sol. 1) 2)
① 주물의 형상이 정확하고 표면이 고와서 끝손질할 필요가 거의 없다. ② 균일한 제품이 되어 호환성이 있는 제품이 얻어진다. 제5장 주조 5-7 특수주조법 5-7-2 다이캐스팅(die casting) 저융점, 소형주물에 적합, Gas 배출에 주의 ► 장점 ① 주물의 형상이 정확하고 표면이 고와서 끝손질할 필요가 거의 없다. ② 균일한 제품이 되어 호환성이 있는 제품이 얻어진다. ③ 주조작업이 능률적이어서 생산속도가 빠르고 다량생산으로 제품단가가 싸다. ④ 조직이 치밀해서 강도가 사형주물보다 크다. ⑤ 단면이 얇은 주물의 주조가 가능하다. ► 단점 ① 강제의 다이를 사용하므로 융점이 높은 금속은 주조가 안되며 ② 대형 주물은 주조할 수 없다. ③ 다이캐스팅용 금속형은 고가의 것이므로 소량 주조에는 적용할 수 없다. ④ 다이캐스팅 기계의 설치비가 비싸다. ⑤ 형이 금속이므로 통기를 위해서 형에 공기통로를 만들거나 진공펌프를 사용하는 등의 대책요. ⑥ 형상이 금속형에서 뽑아낼 수 있는 것이어야 한다.
용융금속을 다이라고 하는 금속주형에 가압하여 주입함. 용해조의 위치에 따라서 (1)열가압식 방법, (2) 냉가압실 방법 제5장 주조 5-7 특수주조법 5-7-2 다이캐스팅(die casting) 용융금속을 다이라고 하는 금속주형에 가압하여 주입함. 용해조의 위치에 따라서 (1)열가압식 방법, (2) 냉가압실 방법 다이와 코어가 영구적임 작업속도가 빠름 매끈한 면이 얻어지고, 후처리가 용이함 주물의 치수가 정확이 조절이 되고, 기계가공이 필요 없음 열가압 다이캐스팅(Hot chamber die casting) : 아연, 주석, 납 등 저 용융 합금 주조 Fig. 6.2 Hot chamber die casting
Fig. 6.2 Hot chamber die casting 제5장 주조 5-7 특수주조법 Die 용융금속 준비 Plunger에 의한 가압 주입 Die 열림 주물 취출 Fig. 6.2 Hot chamber die casting
냉가압 다이캐스팅(cold chamber die casting) 제5장 주조 5-7 특수주조법 냉가압 다이캐스팅(cold chamber die casting) 고압과 높은 용융온도가 요구되는 금속에 사용(황동, 알루미늄, 마그네슘) 별도의 챔버를 가지고 있음. Die의 기밀유지를 위해 큰 힘이 필요 Plunger 작동 쇳물주입 응고후 금속형 open 주물 뽑기 냉가압 다이캐스팅 머신 6.3 수평식 플런저 냉가압식 다이케스팅 m/c에서 황동, Al 또는 mg-Die Casting
Fig. 6.3 Cold chamber die casting 제5장 주조 5-7 특수주조법 용융금속 주입 Die 닫힘 Laddle로 용융금속 주입 Plunger에 의한 가압 Die 열림 주물 취출 Fig. 6.3 Cold chamber die casting
제5장 주조 5-7 특수주조법 다이캐스팅 제품의 예 Camera의 Body(Cu + Al) 잔디깍기 몸체(가볍고 얇음)
5-7-3 주철의 금형주조(permanent mold casting) 제5장 주조 5-7 특수주조법 5-7-3 주철의 금형주조(permanent mold casting) 주형에 냉각재액을 바르고 검정이를 칠함 → 냉각효과 감소, 제거용이 Al Piston, 주방기구, 냉장고 부품 등 금속 또는 흑연으로 만든 영구주형을 이용함. - 금형입구에서의 압력만을 이용함. - 철 및 비철주물 모두 사용가능함. * 장점: 매끈한 다듬질 표면 소, 중형 주물에 적합 * 단점: 높은 설비비
제5장 주조 5-7 특수주조법
5-7-4 저압주조법(low pressure casting) 제5장 주조 5-7 특수주조법 5-7-4 저압주조법(low pressure casting) 밀폐된 노안에 압력을 가진 불활성 가스를 이용하여 용융금속을 눌러서 주형 공동부로 압입함. - 주물 조직이 치밀하고, - 이물질의 함유가 적으며, - 치수가 정밀하고, - 스크랩의 발생이 적음. * 진공 pump를 이용 공기빼기→ 용융금속을 빨리 장입 치밀한 조직을 얻음 - 불활성 gas압으로 주입 - 진공 pump 압으로 주입 Ex. 1 Rail road wheel Graphite mold 표면경화 내마모성 증대 Rail road wheel의 주조
금속다이위에 부드러운 모래와 우레탄으로 성형한 후, 아민증기로 성형. 진공의 힘으로 주형내에 금속이 압입되도록 함. 제5장 주조 5-7 특수주조법 ► 저압주조법의 용탕 주입 금속다이위에 부드러운 모래와 우레탄으로 성형한 후, 아민증기로 성형. 진공의 힘으로 주형내에 금속이 압입되도록 함. 그림 5-36 진공주조법의 개략도 진공주조로 만든 임펠러들
제5장 주조 5-7 특수주조법 진공상태를 만듬 용융금속의 주입 플런져로 가압 다이 열림 및 제품제거
5-7-5 연속주조법 용융금속을 응고점까지 급냉시키기 위한 시설을 가진 주형으로 용융금속을 연속주조함. 제5장 주조 5-7 특수주조법 5-7-5 연속주조법 용융금속을 응고점까지 급냉시키기 위한 시설을 가진 주형으로 용융금속을 연속주조함. 잉곳, 봉재와 빌렛을 생산하는 방법임. 왕복주형법, Asarco주조, 직접냉각법 등이 있음.
제5장 주조 5-7 특수주조법
5-7-6 고압 응고주조법(squeeze casting) 가소상태의 금속을 사용하는 황동 다이캐스팅의 예 제5장 주조 5-7 특수주조법 5-7-6 고압 응고주조법(squeeze casting) 가소상태의 금속을 사용하는 황동 다이캐스팅의 예 A) 다이 안의 가압실 가소상태에서 압임 Spring으로 압력 조절 B) 다이와 별도의 가압실 Fig. 6.5 황동주물을 압축하기 위한 두 가지 Die 의 구조
[1] 인베스트먼트 주형법(investment-casting process, lost-wax process) 제5장 주조 5-7 특수주조법 5-7-7 특수 주형법 [1] 인베스트먼트 주형법(investment-casting process, lost-wax process) 특 징 Investment Casting 1. Undercut이 있는 복잡한 형상의 주물주조 2. 분할선이 없는 매우 깨끗한 표면이 얻어짐 3. 치수 정밀도가 양호 4. 기계가공되지 않는 부품을 사전 계획된 모양으로 주조가능 5. 작업횟수가 짧을 때 다이 캐스팅의 대용으로 사용 - Shell 주형법 정밀주조법 - CO2 경화법 - 자경성 주형법 석고 주형법 Ceramic 주형법 시멘트 주형법 소총 조준경
로스트 왁스 정밀주조법(인베스트먼트 주조법) 제5장 주조 5-7 특수주조법 로스트 왁스 정밀주조법(인베스트먼트 주조법) 주형제작과정에서 사용한 왁스 모형이 주형으로부터 녹아 나오고, 원모형의 모든 세부모양을 가진 공동을 남기는 것에서 유래함. - 매우 깨끗하고 정밀한 주물 - 철 및 비철합금 제작 가능 모형제작용 금형 기계가공이 되지 않는 합금 및 방사능이 있는 금속 주조 모형 생산 모형 조합 슬러리속에 담금 주형재료 입힘 주형 완성 주 물 모형재료 용해 배출 주 입 청 소 모 형
► 왁스주조법 예시 Ceramic Coating 층 제5장 주조 5-7 특수주조법 모 형 탕구계 설치 잔여 왁스 제거 모 형 탕구계 설치 Ceramic Coating 층 잔여 왁스 제거 왁스모형에 세라믹 코팅 왁스 회수 주형 예열 및 용탕 주입 냉각 후 무물 및 탕구계의 모양
제5장 주조 5-7 특수주조법 인베스트먼트 주조물 사례
제5장 주조 5-7 특수주조법 그림 12-26 소실모형과 제품의 예
[2] 셸주형법(shell molding process) 제5장 주조 5-7 특수주조법 [2] 셸주형법(shell molding process) 석고를 이용하지 않고, 내화물질로 세라믹을 4.8-12.7mm 피복하여 사용함. 모형을 주형에서 녹여낸 후, 수분과 유기물질 제거를 위하여 980-1095도로 가열함. 주형은 플라스틱 or 왁스로 만듬 세라믹 Slurry를 여러 번 담가서 내화재료를 피복 - 0.13 mm의 공차 주형이 셸이기 때문에 조형후 주형상자에 넣어서 주조함.
[2] 셸주형법(shell molding process) 제5장 주조 5-7 특수주조법 [2] 셸주형법(shell molding process) 공차가 작고 청소비가 저렴 깨끗한 표면 조형기술이 필요없음 금속형이 고가 가열장치가 고가 장점 단점 셸주형은 건조된 규사와 폐놀수지의 혼합물로 되어 있음. 금형가열 피복제 분무 혼합물 투입 여분의 혼합물 제거 건조 조립 주형상자에 조립 주입 모래와 rein의 혼합 혼합물을 모형에 투입 모형 분리 모형 가열 모형 조합 주형완성 주입
제5장 주조 5-7 특수주조법 모형 정치 모형 위에 모래혼합물을 뿌림 주형완성 주형조합
[3] 탄산가스 주형법(CO2 process, sodium silicate process) 제5장 주조 5-7 특수주조법 [3] 탄산가스 주형법(CO2 process, sodium silicate process) ► CO2 가스와 규산소다를 사용하여 주형과 코어를 경화하는 방법 장점 ① 보통모형을 그대로 써서 단시간에 건조형과 같은 것을 얻는다. ② 주형건조설비가 필요 없다. ③ 모래를 지지하기 위한 심금 등이 절약된다. ④ 기공이 방지되고 주형이 주입 도중에 용탕으로 씻겨 내려가서 상하거나 하지 않는다. 단점 ① 주형제작용 기계를 사용하는 것에서는 별로 효과를 발휘하지 못한다. ② 규산소다, 탄산가스 등의 비용이 든다. ③ 주형사의 복용성이 떨어진다. 다지게한 주형 CO2 로 주형경화 조립된 주형 주형상자 재거 그림 5-44 CO2 주형법
석고를 모형에서 제거한 후, 가열을 하여 수분을 제거함. 비철합금 주조에 적당함. 제5장 주조 5-7 특수주조법 [4] 자경성 주형법 석고 주형법 Ceramic 주형법 시멘트 주형법 ► 석고주형주조법 경질석고를 사용하여 주조함. 모형은 쾌삭황동 사용함. 석고를 모형에서 제거한 후, 가열을 하여 수분을 제거함. 비철합금 주조에 적당함. 석고에 다공성 주형재료 혼합 →물방울 발생 수분증발시 작은 통로→통기성 증가 배기 공으로 사용 - 치수정밀도가 높다 - 매끈한 표면 - 얇은 두깨의 주물에 적합 - 동, 황동 →높은 용융온도
제5장 주조 5-7 특수주조법 석고 주형에 의한 주물
석고형과 같으나 고온의 재료에 적합하도록 내화물질인 세라믹을 사용함. 철, 고온합금, 스테인레스강, 공구강 등에 사용함. 제5장 주조 5-7 특수주조법 ► 세라믹주형법 석고형과 같으나 고온의 재료에 적합하도록 내화물질인 세라믹을 사용함. 철, 고온합금, 스테인레스강, 공구강 등에 사용함. 치수정밀도가 높고 표면이 고우며 크기에 제한이 없으나, 가격이 고가임.
제5장 주조 5-7 특수주조법 조형공정의 비교
① 용탕에 의한 결함:기공, 수축공, 핀홀, 쇳물경계 제5장 주조 5-7 특수주조법 5-8 주물의 결함 5-8-1 주물의 결함 및 대책 ① 용탕에 의한 결함:기공, 수축공, 핀홀, 쇳물경계 ② 주물사 및 주형에 의한 결함:슬래그 및 모래유입, 표면곰보, 소착, 두께 변동, 표면거칠기 ③ 주물설계에 의한 결함:균열, 변형 ► 다음 결함의 종류에 따른 원인과 대책을 조사하기 [1] 기 공(blow hole) : 용탕에서 발생된 가스가 밖으로 배출되지 못하고 주물 내에 갇혀서 생겨나는 중공 부 [2] 수축공(shrinkage cavity) : 용탕 응고시의 수축으로 응고가 늦어진 부위에 발생되는 중공 부 [3] 핀 홀(pin hole) : 육안으로는 판별되지 않을 정도로 작은 구멍들이 무수히 모인 결함, 내압용기는 치명적임. [4] 유동불량, 용탕부족, 용탕경계 : 주입온도가 낮을 때 쇳물은 급속히 유동성이 떨어져서 엷은 부분, 가는 부분 등 단면적이 적은 세부에는 흘러들어가지 못해서 주형을 채우지 못한 형상이 완전하지 못한 주물 [5] 불순물 혼입(inclusion) : 주입시 쇳물의 충격 등으로 주형에 손상이 생길 때 부서진 모래, 용해 찌꺼기 등이 상부로 떠 오르거나 송탕구에서 제거되지 못하고 주물 속에 포함되어 들어간 상태
주입시 주형 내에 쇳물이 튀어 형이 내면에 소립자 상태로 부착되면 이 입자는 주물이 제5장 주조 5-7 특수주조법 [6] 주물의 표면불량 : (1) 표면곰보 주형의 통기도가 불량하거나 주형에서 발생되는 수분에 의한 가스 등으로 주물과 주형 사이에 가스가 차서 생겨나는 주물 표면의 모양으로서 곰보모양이 된다. (2) 표면거칠기 주입시 주형 내에 쇳물이 튀어 형이 내면에 소립자 상태로 부착되면 이 입자는 주물이 다 될 때까지 표면에 붙어 있어 면을 거칠게 만드는데, 이것을 표면거칠기라고 한다. [7] 소 착 : 모래의 내열도가 용탕의 온도에 따라가지 못하면 사립이 주물 표면에 용착해서 떨어지지 않으므로 표면의 품위를 저하시키고 절삭가공을 거의 불가능하게 만든다 [8] 편 석(segregation) : 주물의 일부분에 불순물이 집중하여 석출되든가, 가벼운 부분이 위에 뜨고 무거운 부분이 밑에 가라앉아 굳어지든가, 또는 처음 생긴 결정과 후에 생긴 결정의 배합이 달라지는 현상 [9] 균열 : 내부응력 및 수축공, 또는 응고냉각속도의 차에서 오는 것이므로 되도록 주물의 두께 차를 작게 계획한다 [10] 평면불량 : 주형 상부면에 넓은 평면이 있으면 기공, 변형의 발생원인이 된다 [11] 두께변동 : 코어의 고정 또는 지지가 불확실한 때는 코어 자체의 무게로 처지거나, 또는 쇳물이 주입되었을 때 부력 등으로 코어의 정위치를 유지하지 못한 경우