14장 평기어 -기어의 종류 - 치형 곡선
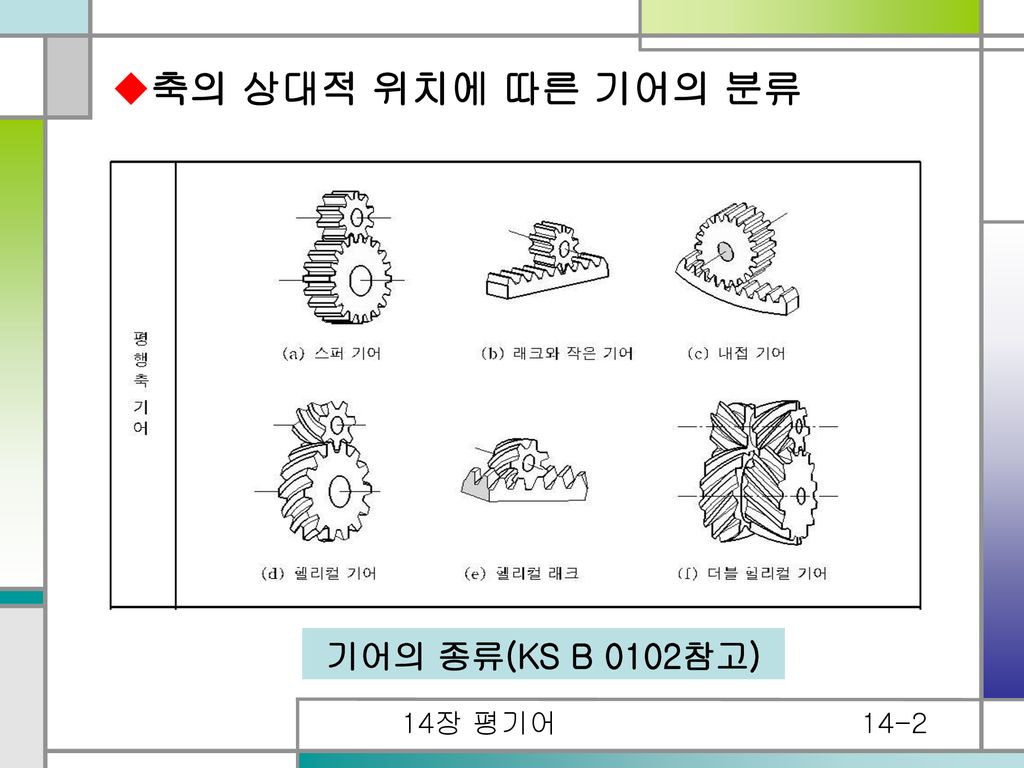
축의 상대적 위치에 따른 기어의 분류 기어의 종류(KS B 0102참고)
축의 상대적 위치에 따른 기어의 분류 기어의 종류(KS B 0102참고)
치형곡선의 종류 사이클로이드 치형 형성 : 피치원에서 구르는 원 위의 한 점이 그리는 궤적 특징 : Slip 적음 ─ 마모상 유리 압력각(위치마다) 변화 제작곤란 (복합곡선) 강도취약 (뿌리부분) 용도 : 계기용, 시계용
치형곡선의 종류 인벌류트 치형 형성 : 기초원(base circle)위에 감긴 줄 끝을 당기면서 풀 때, 그 끝이 그리는 궤적 특징 : 제작 간단(단일곡선) 강도 높다 압력각 일정 용도 : 일반 전동용
치형곡선의 종류 인벌류트 치형 인벌류트 치형의 작용원리
치형곡선의 종류 표 14.1 인벌류트 치형과 사이클로이드 치형의 비교
인벌류트 치형을 갖는 평기어 기본용어 평기어의 기본명칭
인벌류트 치형을 갖는 평기어 이의 크기 원주피치(pitch:p) 모듈 (module:m) 지름피치 (diametral pitch:pd)
인벌류트 치형을 갖는 평기어 기초원 피치(pb )와 법선 피치(pn ) 기초원 피치(pb ) 법선 피치(pn )
인벌류트 치형을 갖는 평기어 기초원 피치(pb )와 법선 피치(pn ) 기초원 피치와 법선 피치
인벌류트 치형을 갖는 평기어 기어의 각부 명칭 기어 각부의 명칭
인벌류트 치형을 갖는 평기어 표 14.3 평기어의 각부 관계식
인벌류트 치형을 갖는 평기어 표 14.3 평기어의 각부 관계식
인벌류트 치형을 갖는 평기어 맞물리는 기어의 각속도와 토크 각속도비 전동효율(η)
인벌류트 치형을 갖는 평기어 맞물리는 기어의 각속도와 토크 회전토크비
인벌류트 치형을 갖는 평기어 표준치 보통의 이높이이고, 표준모듈이며, 표준압력각인 이 (1)보통이(full depth form) ; 이끝높이(ha) = 모듈(m)인 이 (2)표준 압력각(standard pressure angle) ;표준압력각(α)은 14.4°.20°.27°
인벌류트 치형을 갖는 평기어 인벌류트 치형의 성질 (1)인벌류트 함수(involute function) ∴
인벌류트 치형을 갖는 평기어 (2)압력각과 인벌류트 함수
인벌류트 치형을 갖는 평기어 (4)걸치기 이두께 측정법 두개의 평행한 평면으로 n개의 이를 끼고 이두께를 측정하는 방법 치의 걸치기 이두께
인벌류트 치형을 갖는 평기어 뒤틈(backlash:백래시) 피치원둘레상에서 측정된 치면 사이의 틈새 뒤틈(backlash)
인벌류트 치형을 갖는 평기어 표 14.7 기어의 등급 및 사용용도
이의 간섭과 잇수 이의 간섭(干涉; interference of tooth)과 언더컷(undercut;절하(切下)) 치의 간섭과 언더컷
이의 간섭과 잇수 이의 간섭의 원인과 대책 피니언의 잇수가 극히 적을 때 원인 기어와 피니언의 잇수비가 매우 클 때 압력각이 작을 때 원인 피니언의 잇수를 최소 치수 이상으로 한다 기어의 잇수를 한계치수 이하로 한다 압력각을 크게 한다 치형수정을 한다 기어의 이높이를 줄인다 방치책
이의 간섭과 잇수 기어의 한계치수와 피니언의 최소치수 큰 기어의 잇수와 관계없이 언더컷이 일어나지 않을 조건 최소치수(最小齒數) 언더컷 방지를 위한 양의 정수 Z1 의 최소값
이의 간섭과 잇수 기어의 한계치수와 피니언의 최소치수 큰 기어의 잇수에 따라 언더컷이 일어나지 않을 조건 한계치수(限界齒數) 큰 기어의 잇수에 따라 언더컷이 일어나지 않을 조건 한계치수(限界齒數) 언더컷 방지를 위한 양의 정수 Z2 의 최대값
이의 간섭과 잇수 기어의 한계치수와 피니언의 최소치수 언더컷 방지를 위한 피니언의 최소치수
언더컷을 일으키지 않는 기어와 피니언의 잇수관계 이의 간섭과 잇수 언더컷을 일으키지 않는 기어와 피니언의 잇수관계
치형가공 주조법(casting) 다이캐스팅법(diecasting mold) 사출몰딩법(injecting molding) 소성가공법(plastic working) 프레스법 단조법 전조법 제거가공법 절삭가공법 방전가공법 성형법 창성법 성형엔드밀법 성형프레스법 호브절삭법 피니온커터법 래크커터법
치형가공 밀링(milling)을 이용한 기어가공 밀링에서 총형공구를 사용한 기어가공
치형가공 호브(hobbing machine)을 이용한 기어가공 호브에 의한 기어가공
치형가공 셰이퍼(shaper)를 이용한 기어가공 래크공구에 의한 치형가공원리 셰이퍼(shaper)에서 래크 커터(rack cutter)를 이용한 기어가공
셰이퍼에서 피니언 공구(pinion cutter)를 이용한 기어가공 치형가공 셰이퍼(shaper)를 이용한 기어가공 셰이퍼에서 피니언 공구(pinion cutter)를 이용한 기어가공
전위 평기어 전위기어의 사용목적 두 기어 사이의 중심거리를 변화시키고자 할때 언터컷을 방지하고자 할때 치의 강도를 증가시키고자 할때 물림률을 증가시키고자 할 때 최소잇수를 작게 하고자 할 때
전위 평기어 전위기어(profile shifted gear)의 정의 래크공구의 기준 피치선이 기어의 기준 피치원에 접하지 않는 기어 전위기어의 전위량
전위 평기어 전위기어의 물림방정식 래크공구와 전위기어의 물림