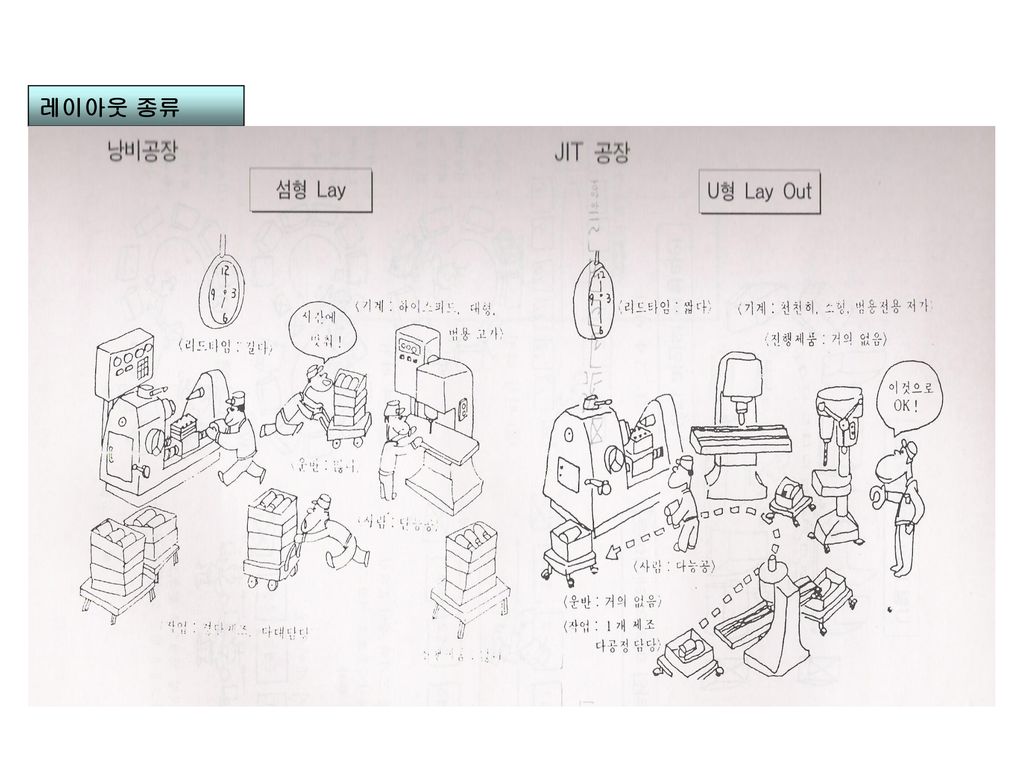
레이아웃 종류
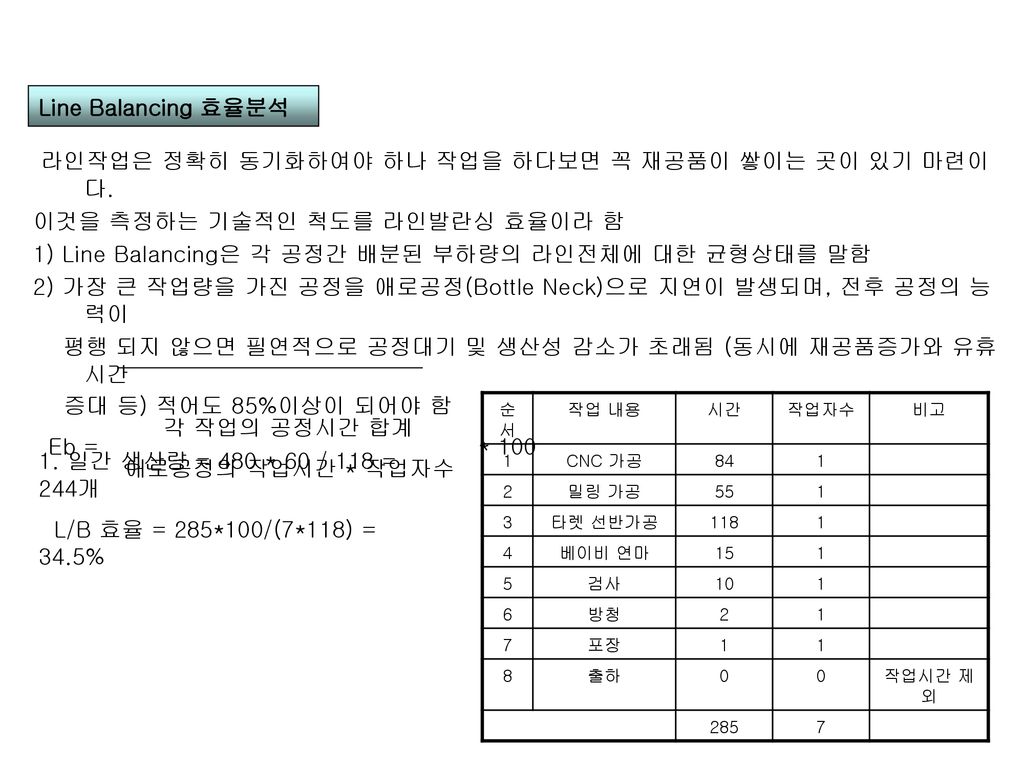
라인작업은 정확히 동기화하여야 하나 작업을 하다보면 꼭 재공품이 쌓이는 곳이 있기 마련이다. Line Balancing 효율분석 라인작업은 정확히 동기화하여야 하나 작업을 하다보면 꼭 재공품이 쌓이는 곳이 있기 마련이다. 이것을 측정하는 기술적인 척도를 라인발란싱 효율이라 함 1) Line Balancing은 각 공정간 배분된 부하량의 라인전체에 대한 균형상태를 말함 2) 가장 큰 작업량을 가진 공정을 애로공정(Bottle Neck)으로 지연이 발생되며, 전후 공정의 능력이 평행 되지 않으면 필연적으로 공정대기 및 생산성 감소가 초래됨 (동시에 재공품증가와 유휴시간 증대 등) 적어도 85%이상이 되어야 함 각 작업의 공정시간 합계 Eb = * 100 애로공정의 작업시간 * 작업자수 순서 작업 내용 시간 작업자수 비고 1 CNC 가공 84 2 밀링 가공 55 3 타렛 선반가공 118 4 베이비 연마 15 5 검사 10 6 방청 7 포장 8 출하 작업시간 제외 285 1. 일간 생산량 = 480 * 60 / 118 = 244개 L/B 효율 = 285*100/(7*118) = 34.5%
Line Balancing 효율분석 1. 제 1차 분할 제 3공정을 분할하여 작업자 2명이 작업하면 공정시간은 59sec가 되고 애로공정은 제1공정 (84sec)가 됨
3공정을 분할하여 작업자 2명이 작업하면 공정시간은 59초가 되고 애로공정은 1공정(84초)가 됨 Line Balancing 효율분석 순서 작업 내용 시간 작업자수 비고 1 CNC 가공 84 2 밀링 가공 55 3 타렛 선반가공 59 4 베이비 연마 15 5 검사 10 6 방청 7 포장 8 출하 작업시간 제외 226 1. 1차 분할 3공정을 분할하여 작업자 2명이 작업하면 공정시간은 59초가 되고 애로공정은 1공정(84초)가 됨 * 일간 생산량 = 480 * 60 / 84 = 343개 (40.6% 생산량증가) * L/B 효율 = 285*100/(8*84) = 42.4%
효율이 낮기 떄문에 다시 1공정을 분할하여 작업자 2명이 작업하면 공정시간은 42.9초가 되고 애로공정은 3공정(59초)가 됨 Line Balancing 효율분석 순서 작업 내용 시간 작업자수 비고 1 CNC 가공 42 2 밀링 가공 55 3 타렛 선반가공 59 4 베이비 연마 15 5 검사 10 6 방청 7 포장 8 출하 작업시간 제외 226 2. 2차 분할 효율이 낮기 떄문에 다시 1공정을 분할하여 작업자 2명이 작업하면 공정시간은 42.9초가 되고 애로공정은 3공정(59초)가 됨 * 일간 생산량 = 480 * 60 / 59 = 488개 (100% 생산량증가) * L/B 효율 = 285*100/(9*59) = 48.3% 목표치인 85%이상이 되기위해 계속 분할하면 87.8%가 된다.
목표치인 85%이상이 되기위해 계속 분할하면 87.8%가 됨 Line Balancing 효율분석 순서 작업 내용 시간 작업자수 1 CNC 가공 42 2 밀링 가공 55 3 타렛 선반가공 59 4 베이비 연마 15 5 검사 10 6 방청 7 포장 8 출하 226 4. 4차 분할 그래도 효율이 낮기 떄문에 다시 2공정을 분할하여 작업자 2명이 작업하면 공정시간은 27.5초가 되고 애로공정은 3공정(29.5초)가 됨 * 일간 생산량 = 480 * 60 / 29.5 = 976.3개 (300% 생산량증가) * L/B 효율 = 285*100/(11*29.5) = 87.8% 목표치인 85%이상이 되기위해 계속 분할하면 87.8%가 됨 결과 No. 내용 애로공정시간 작업자수 일 생산량 L/B효율 1 현행 분석 118 7 244 34.5 2 1차분할 84 8 343 42.4 3 2차분할 59 9 488 48.3 4 3차분할 55 10 523.6 51.8 5 4차분할 29.5 976.3 87.8 작업자 충원의 의미는 ? - 애로공정을 2~3교대 하거나 - 애로공정의 설비개량 또는 가동률향상 등의 방법 고려 - 설비증설 또는 외주처리 등을 의미
비가동항목별 파레토도 * 월 비가동항목별 파레토도 비가동항목에 대한 점유율의 인지와 중점관리 실시를 위한 파레토도 작성 (중점 비가동항목에 대한 근본원인 분석 및 대책강구로 Loss축소 및 생산성 증대) == 불량항목에 대한 분석도 같은 방법으로 실시하면 효과가 큼 * 월 비가동항목별 파레토도 비가동항목 공수 누적비율 비고 청소,정리,칩제거 50 0.29 item변경 0.59 교육,조회,회의 40 0.82 자재결품 30 1.00 불량수정 공구교환, 절삭유보충 기타 설비점검, 고장 자주검사 계 170
수리유형별 파레토도 * 월 수리유형별 파레토도 수리유형 금액 누적비율 비고 FAN 교체 52,000 0.24 전기적인 면 50,000 0.47 노내 문제점 35,000 0.63 Heater 교체 30,000 0.77 인원 부족 15,000 0.84 물량 부족 12,000 0.90 기 타 0.95 OIL문제 10,000 1.00 수리유형별 파레토도 * 월 수리유형별 파레토도
불량항목별 파레토도 * 월 불량항목별 파레토도 불량항목 금액 누적비율 비고 변형 6,916 0.61 조직불량 2,500 0.82 경도미달 2,000 1.00 * 월 불량항목별 파레토도
3.1 3종류의 낭비를 인식하라 1) 3종류의 낭비 먼저 낭비의 인식에서부터 착수하라 → 낭비를 구분할 수 있는 눈을 키운다. 낭비 1 : 작업상 어떤 필요도 없으며 가장 취급하기 쉬운 사람의 낭비 낭비 2 : 부가가치를 창출하지 않는 작업 → 낭비라 인식할 수 있는 안목을 양성하는 것 낭비 3 : 필요이상의 능력있는 설비를 Tact Time과 관계없이 능력 100%