제 6 장 한계 게이지(Limit Gauge)
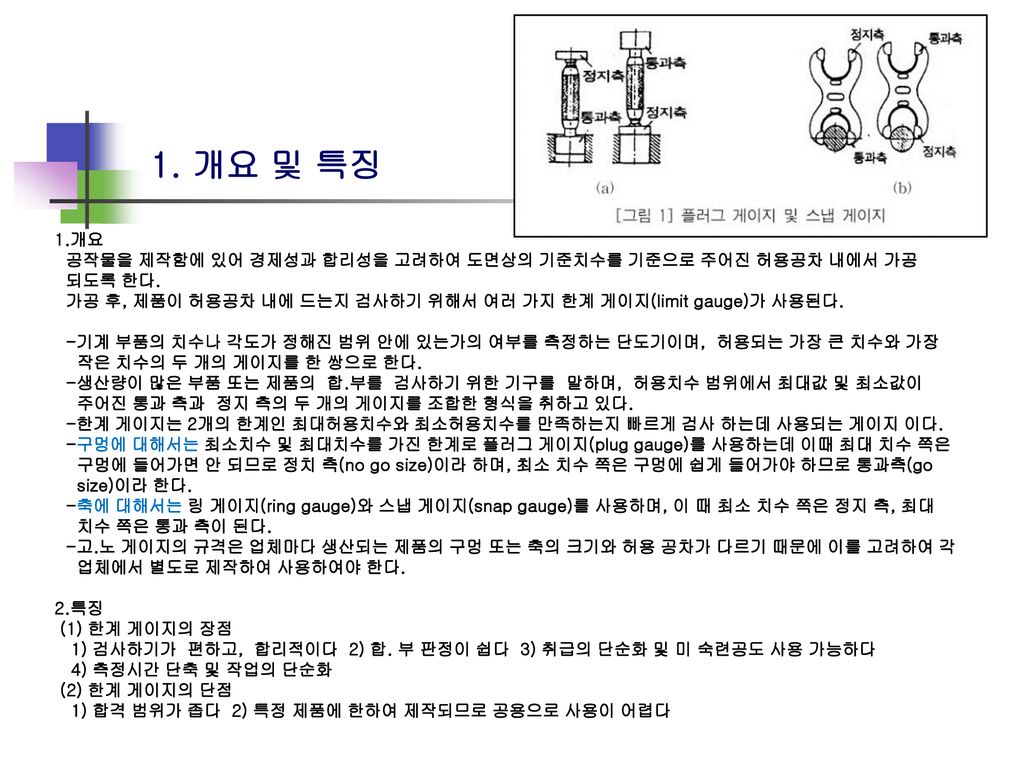
1. 개요 및 특징 1.개요 공작물을 제작함에 있어 경제성과 합리성을 고려하여 도면상의 기준치수를 기준으로 주어진 허용공차 내에서 가공 되도록 한다. 가공 후, 제품이 허용공차 내에 드는지 검사하기 위해서 여러 가지 한계 게이지(limit gauge)가 사용된다. -기계 부품의 치수나 각도가 정해진 범위 안에 있는가의 여부를 측정하는 단도기이며, 허용되는 가장 큰 치수와 가장 작은 치수의 두 개의 게이지를 한 쌍으로 한다. -생산량이 많은 부품 또는 제품의 합.부를 검사하기 위한 기구를 말하며, 허용치수 범위에서 최대값 및 최소값이 주어진 통과 측과 정지 측의 두 개의 게이지를 조합한 형식을 취하고 있다. -한계 게이지는 2개의 한계인 최대허용치수와 최소허용치수를 만족하는지 빠르게 검사 하는데 사용되는 게이지 이다. -구멍에 대해서는 최소치수 및 최대치수를 가진 한계로 플러그 게이지(plug gauge)를 사용하는데 이때 최대 치수 쪽은 구멍에 들어가면 안 되므로 정치 측(no go size)이라 하며, 최소 치수 쪽은 구멍에 쉽게 들어가야 하므로 통과측(go size)이라 한다. -축에 대해서는 링 게이지(ring gauge)와 스냅 게이지(snap gauge)를 사용하며, 이 때 최소 치수 쪽은 정지 측, 최대 치수 쪽은 통과 측이 된다. -고.노 게이지의 규격은 업체마다 생산되는 제품의 구멍 또는 축의 크기와 허용 공차가 다르기 때문에 이를 고려하여 각 업체에서 별도로 제작하여 사용하여야 한다. 2.특징 (1) 한계 게이지의 장점 1) 검사하기가 편하고, 합리적이다 2) 합. 부 판정이 쉽다 3) 취급의 단순화 및 미 숙련공도 사용 가능하다 4) 측정시간 단축 및 작업의 단순화 (2) 한계 게이지의 단점 1) 합격 범위가 좁다 2) 특정 제품에 한하여 제작되므로 공용으로 사용이 어렵다
2.한계 게이지 재료와 등급 1. 한계 게이지의 사용재료 (1) 한계 게이지 재료에 요구되는 성질 1) 열팽창 계수가 적을 것 2) 변형이 적을 것 3) 양호한 경화성 : HRC 58 이상 4) 고도의 내마모성. 5) 가공성이 좋으며 정밀 다듬질이 가능할 것 (2) 한계 게이지의 재료 1) 표면 경화강 및 합금 공구강(STC3) 2) 탄소 공구강 STC4 3) MC Nylon (생산 지그 제작 시 많이 사용됨) 2.등급 1) XX급 : 최고급의 정도를 갖고 실용되는 최소 공차로 정밀한 래핑(lapping)가공을 한 마스터 게이지로, 극히 제품 공차 가 작거나 또는 참고용 게이지에만 사용되는 데, 플러그에만 적용된다. 2) X급 : 제품 공차 비교적 작을 때에 사용되는 래핑 가공이 된 게이지로, 제품 공차 0.002인치 이하인 것이다. 3) Y급 : X급보다 제품 공차가 큰 경우(0.0021~0.004인치)로 가장 많이 쓰이는 래핑 가공을 한 게이지 이다. 4) Z급 : Y급보다 제품 공차가 큰 경우 0.004인치 이상일 때로 보통 래핑 가공을 원칙으로 하나 연삭 가공으로 완성해도 좋다고 되어 있다. *공차 부호의 방향 : 통과 측 플러그 게이지는(+)로 하고, 정지 측 게이지는 (-)로 한다
3.한계 게이지의 종류 1.구멍용 한계 게이지 구멍용 한계 게이지는 여러 가지 형상의 것이 있으며, 호칭 치수에 크기에 따라 다른 종류의 것이 사용된다. 즉, 호칭 치수가 비교적 작은 것은 플러그 게이지 (plug gauge)가 그 보다 큰 것은 평 플러그 게이지(flat plug gauge), 그 이상은 봉 게이지(bar gauge)가 사용된다. (1)구멍용 한계 게이지의 종류와 치수의 범위 구멍용 한계 게이지의 종류 호칭 치수의 범위(mm) 1)원통형 플러그 게이지 : ①테이퍼 로크형 1~50 ②트리 로크형 50~120 2)평형 플러그 게이지 80~250 3)판 플러그 게이지 80~250 4)봉 게이지 80~500
1) 원통형 플러그 게이지(plug gauge) 구멍용 게이지로 가장 많이 사용하고 있으며, 지름이 작을 경우는 테이퍼 록크형, 지름이 클경우는 트리 록크형을 사용한다. -테이퍼 록크형:통과 측과 정지 측이 한 몸체로 되어 있으며, 취급 하기가 쉽다. -트리 록크형:지름이 클 경우 게이지의 무게가 무거워서 취급이 불편하므로 통과 측과 정지 측이 별개로 되어있다. 2) 평형 플러그 게이지(flat plug gauge) 용도는 호칭 지름이 큰 구멍의 측정에 원통형 플러그 게이지(plug gauge)를 사용하면 중량이 많아 취급이 곤란 할 경우에 평형 플러그 게이지를 사용한다. -구조는 트리 록크형 플러그 게이지의 원통부분 일부를 깎아내어 무게를 줄인 반면에 접촉 면적이 적기 때문에 원통형 플러그 게이지 보다 마모가 되기 쉬운 결점이 있다.
3)판 플러그 게이지 -평형 플러그 게이지와 같이 지름이 클 경우에 사용되며, -판재를 잘라내어 만든 것으로 통과 측과 정지 측이 한 몸으로 되어있고 게이지 중앙부에는 중량감소와 사용하기 쉽도록 구멍이 뚫려있어 평형 플러그 게이지에 비하여 무게가 가볍고 제작이 용이하다. 4) 봉 게이지(bar gauge) -용도는 지름이 극히 큰 구멍용 게이지로 사용됨. -부품의 호칭 치수가 더욱 커지면 평 플러그 게이지로도 무겁고 취급하기 어려워 봉 게이지를 사용한다. -단면이 원통 면과 구 면인 것의 두 가지가 있다. -다른 플러그보다 훨씬 가벼워 검사하기 쉬우며, 사용방법에 따라 오차가 발생하기 쉬우므로 숙련이 필요함.
2. 축용 한계 게이지 -축용 한계 게이지의 종류 및 치수의 범위를 아래에 나타냈다. -축용 한계 게이지의 종류 및 치수의 범위를 아래에 나타냈다. (1)축용 한계 게이지의 종류와 치수 범위 축용 한계 게이지의 종류 호칭 치수의 범위(mm) 1) 링 게이지 1~100 2) 양구 판 스냅 게이지 1~50 3) 편구 판 스냅 게이지 3~50 4) C형 판 스냅 게이지 50~180
1) 링 게이지(ring gauge) -지름이 작은 것이나 두께나 얇은 공작물의 측정에 사용된다 1) 링 게이지(ring gauge) -지름이 작은 것이나 두께나 얇은 공작물의 측정에 사용된다. -링 게이지는 스냅 게이지에 비하여 가격이 비싸지만 테일러의 원리에 따라 통과 측에는 링 게이지를 사용하는 것이 바람직하다. [테일러의 원리] -한계 게이지에 의한 검사에 합격해도 축의 약간 구부림 형상이나 구멍의 요철, 타원 등을 가려내지 못한다. 즉 통과 측 게이지는 피 측정물의 길이와 같아야 되고 정지 측 게이지의 길이는 짧을수록 좋다. 2) 스냅 게이지(snap gauge) -스냅 게이지를 사용한 방법은 일반적으로 측정 압력이 작용하므로 취급에 주의하여야 한다. -스냅 게이지는 테일러의 원리에 따라 정지 측에만 사용하는 것이 좋으나, 게이지 원가가 싸고, 사용상 편리성, 축의 형상 오차가 작다는 것 등을 고려하여 통과 측, 정지 측 모두 사용하고 있다.
4.한계 게이지 취급 시 주의사항 게이지는 높은 정도가 요구됨에 따라 그 취급을 신중하게 하여야 한다. 만일 부주의하게 다루면 게이지를 손상시킬 뿐만 아니라 게이지의 사용에 따른 정상적인 마모 이상으로 마모시켜 수명을 단축시키게 된다. 그러므로 사용시에는 다음과 같은 사항을 주의해서 취급해야 한다. 1)기계 운전 중에는 사용하지 않는다. 2)게이지를 필요 이상의 힘을 가해서 사용하지 않는다. 3)떨어뜨리거나 부딪히지 않게 주의해야 한다. 4)칩이나 먼지 등이 묻은 상태에서 사용하지 않는다. 5)녹이 슬지 않게 잘 보관해야 한다. 6)정기적인 정도 검사를 해야만 한다. 7)수공구 및 각종 커팅 공구와 혼합 보관하지 않도록 한다. 8)게이지와 공작물의 재질이 다른 때에는 온도 때문에 일어나는 오차를 고려하여 온도가 클 때에는 특히 주의해야 한다.
5.한계 게이지 설계 1.구멍용 플러그 한계 게이지(PULG GAGE) (ISO, KS, JIS방식) (1) 통과 측 : (구멍의 최소치수+마모여유)±게이지공차/2 -편측 공차 환산(구멍의 최소치수+마모여유-게이지공차/2)+게이지공차 (2)정지 측 : (구멍의 최대치수)±게이지공차/2 -편측 공차 환산(구멍의 최대치수+게이지공차/2)-게이지공차 (3)설계보기 호칭치수 35 K6 (35 +0.003 -0.013)인 구멍을 검사하기 의한 PLUG GAGE를 설계하라. (호칭치수 35, 제품공차 0.016, 마모여유 0.004, 게이지공차 0.0025) 1)통과 측 : (34.987+0.004)±0.0025/2(0.00125) (34.987+0.004-0.0025/2)+0.0025=34.98975 +0.00250 2)정지 측 : 35.003±0.0025/2(0.00125) 0 (35.003+0.00125)=35.004250 -0.0025
2.축용 링 및 스냅 한계 게이지(RING AND SNAP GAGE)(ISO, KS, JIS방식) -편측 공차 환산=(축의 최대치수-마모여유+게이지공차/2)-게이지공차 (2)정지측 : (축의 최소치수)±게이지공차(G)/2 -편측 공차 환산=(축의 최소치수-게이지공차/2)+게이지공차 (3)설계보기 호칭치수 88 m5 (88 +0.028)인 축을 검사하기 위한 RING AND SNAP GAGE 설계하라. +0.013 SNAP GAGE (호칭치수 88, 제품공차 0.015, 마모여유 0.005, 게이지공차 0.004) 0 1)통과 측 : (88.028 -0.005) ± 0.004/2=88.023 ±0.002 / 편측 공차 환산 88.025 -0.004 2)정지 측 : (88.013 ± 0.004/2)=88.013 ±0.002 / 편측 공차 환산 88.011 +0.004