1320EH ㈜ 원 인터내셔널
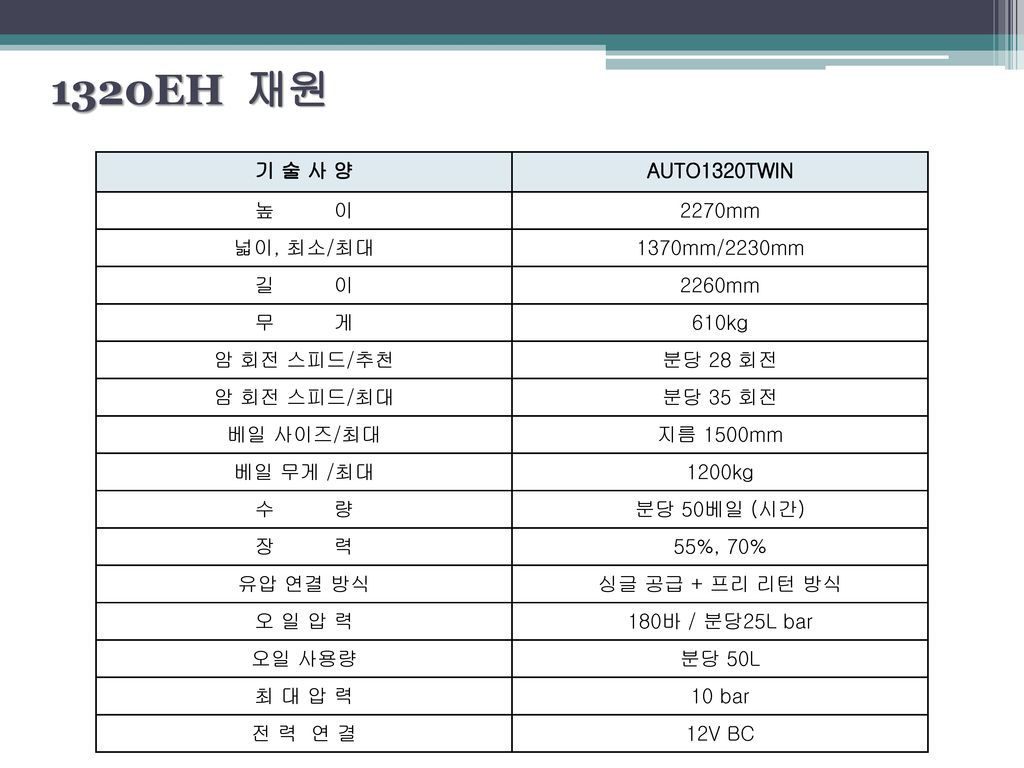
1320EH 재원 기 술 사 양 AUTO1320TWIN 높 이 2270mm 넓이, 최소/최대 1370mm/2230mm 길 이 높 이 2270mm 넓이, 최소/최대 1370mm/2230mm 길 이 2260mm 무 게 610kg 암 회전 스피드/추천 분당 28 회전 암 회전 스피드/최대 분당 35 회전 베일 사이즈/최대 지름 1500mm 베일 무게 /최대 1200kg 수 량 분당 50베일 (시간) 장 력 55%, 70% 유압 연결 방식 싱글 공급 + 프리 리턴 방식 오 일 압 력 180바 / 분당25L bar 오일 사용량 분당 50L 최 대 압 력 10 bar 전 력 연 결 12V BC
컨트롤박스 설명 WRAPS 24 RPM S12-16 13.6 V 오 토 작 업 시 작 사 용 전 압 회 전 속 도 오 토 작 업 시 작 사 용 전 압 회 전 속 도 작업 시 일 시 정 지 필름 절단 칼날 상승 수 동 회 전 빠르게 베 일 들 기 기 능 설 정 베 일 내 리 기 전 원 ON / OFF 자 동 / 수 동 전 환 작업 시 작업 늘리기 필름 절단 칼날 하강 수 동 회 전 느리게 뒤 로 회 전 WRAPS 24 RPM S12-16 13.6 V 작 업 전 환
작업 수량 확인 및 입력 작업 수량 확인 작업 회전수 입력 Grand Total 0 Total A 0 Total A-J 입력 2회 누르고 입력 들어가기 앞에 숫자 입력 뒤에 숫자 입력 입 력 종 료 ESC To Set Wraps 16 작업 수량 확인 및 입력 작업 회전수 입력 작업 총 수량 Grand Total 0 작업 선택 수량 Total A 0 A-J 입력 A-J 지정 Total A-J 입력 종 료 입 력 종 료 USE to Set 36 30
폴더 (회전암) 사용법 폴더 수동 작업 ESC 을 약3초 정도 누르고 있으면 WRAPS 24 RPM S12-16 13.6 V 상단 화면에 N에서 S로 변환됩니다. 작업 시에는 롤러 IN/OUT 스위치로 조정하시면 됩니다. 필름 교체 시나 점검 시 사용 폴더 (회전암) 사용법 WRAPS 24 RPM S12-16 13.6 V
센서 및 배선 점검 방법 화살표를 4번 누른 후, 길게 누르고 있는다. 아래 모니터 그림으로 된다. 모니터로 확인 카운터 센서- 카운터 작동안됨. 배선단선 및 센서 불량 3. 안전바 및 암 근접센서-회전안됨. 배선단선 및 센서불량 6. 메인배선 – 모든 작동안됨. 배선단선 및 커넥터 연결불량 센서 및 배선 점검 방법 Input Check 1 2-3 4-5-6 화살표를 4번 누른 후, 길게 누르고 있는다. 아래 모니터 그림으로 된다.
컨트롤박스 작업 설정 (작업자기능) Operator Level 설정값 단 위 기 능 설 명 단 위 기 능 설 명 Target number of wrap 16 Menu No. Operator Level 4.01 Contrast (콘트라스트) 2 화면 밝기 4.02 Film break (필름 브레이크) Off 필름 브레이크 센서 on & off 4.41 Remote type (리모콘 타입) RF 리모콘 타입 설정 4.23 Wraps to release (랩 투 릴리즈) *1 Purse 랩 놔주는 바퀴수 설정(몇바퀴 후에 칼날을 들어올리는지) 4.25 Release delay (릴리즈 딜레이) 0.5 초 암이 센서를 지난후부터 칼날 들어올려주는 시간 4.26 Delay to slow (딜레이 투 슬로우) 1.0 마지막 바퀴에서 암이 천천히 돌기 시작하는 시간 4.27 Delay to stop (딜레이 투 스톱) 센서를 지난 후 암 회전이 정지 하기까지 시간 4.28 Reverse time (리버스 타임) 0.0 암 회전이 끝난 후 암이 되돌아 오는 시간 4.29 Rotation after (로테이션 에프터) 사용하지 않는 기능 4.37 Roller in (롤러 인) 9.9 롤러 들어올리는 시간설정 4.38 Roller out (롤러 아웃) 롤러 내리는 시간 설정 4.35 Language (랭귀지) English 언어설정
컨트롤박스 작업 설정 (전문가기능) Technician Level Menu No. 5.01 Sequence (시퀀스) 1300x2 컨트롤 박스 셋팅 (기계 모델에 맞게) 5.15 Slow start time (슬로우 스타트 타임) 2.0 초 랩핑 시작 시 회전이 천천히 시작되는 시간 5.16 C&S open time (시앤에스 오픈타임) 0.4 칼날 오픈 시간 5.17 C&S close time 1 (시앤에스 클로즈 타임 원) 3.0 Purse 랩핑 진행 중 칼날 닫히는 시간 5.18 C&S close time 2 (시앤에스 클로즈 타임 투) 랩핑 끝난 후 칼날 닫히는 시간 5.23 Bale indexing (베일 인덱싱) OFF 사용하지 않는 기능 ( 2011년 삭제) 5.24 Reverse enabled (리버스 이니버드) NO 리버스 기능 사용 여부 (2011년 삭제) 5.48 Arm unfold (암 언폴드) 랩핑 시작 시 암 펼쳐지는 시간 5.49 Delay to fold (딜레이 투 폴드) 0.5 회전 감속 후 암 접히기 시작하는 시간 5.53 1-D rolls stop(원 디 롤러 스톱) 1.0 한바퀴 랩핑 후 롤러 잠시 멈추는 시간 5.58 1-D rolls rot (원 디 롤러 ) 1.3 한바퀴 랩핑 중 롤러 살짝 돌아가는 시간 5.52 Rot. after wrap(루트 에프터 랩) 사용하지 않는 기능 Unfold Senser (언폴드 센서) YES (2011년 추가) 5.25 RPM alarm (알피엠 알람) *35 최고 랩핑암 스피드 5.28 Set default (셋트 디폴트) 초기화
래핑 암 모터 래핑 암 디스펜서 롤러 서포트 롤러 칼날 메인축 스피드 조절 밸브 타워 리프팅 아이 비상 멈춤 기기 명칭
필름 강도 조절 조 정 볼 트 기 어 60T 기 어 37T 필름강도 70% 기 어 58T 기 어 53T 필름강도 55% 조 정 볼 트 볼트 위치 변경시 50% 랩이 불량이거나 겨울 작업 시 많이 변경함
전 기 배 선 도 1 2 5 3 1.회전센서 5.필름 브레이크 3.안전스위치 2.필름 브레이크 회전&RPM센서 1. 필름 절단 칼날 열기 2. 필름 절단 칼날 닫기 11.폴더 펴기(S) 15. Film Break작동 시 빨강 검정 파랑 노랑 자주 녹색 5 3 흰색 1.회전센서 5.필름 브레이크 3.안전스위치 2.필름 브레이크 Ov 3. 롤러 실린더 닫기(N) 4. 롤러 실린더 열기(N) 5. 필름회전&롤러회전(AUTO)작업 시 6. 수동 작업 시 필름회전 빨리 돌리기 7. 메인 밸브 모든 작동 시 8. 필름회전축 역회전 9. 폴더 접기(S) 10.드라이브 롤러 한쪽만돌리기 회전&RPM센서 안전스위치 필름 브레이크 센서 암근접센서
안전스위치 전기배선 직선연결 수류링 정지상태에서는 작동하면 정상작동되고 이동하면서 작업하면 안전스위치에러 발생하면 원형파이프에서 나오는 본선커넥터 빨강색과 노란색 서로직선연결 활용)1.안전스위치불량 2.수류링파손및불량 3. 폴더센서불량 4.초기1320에 많이활용됨 안전스위치 직선작업시 콘트롤셋팅 1 . Unfold Senser (언폴드 센서) 는 OFF해놓을것 2 . Arm unfold (암 언폴드) 는 3.5초를준다음 테스트후 시간타임조절할것 수류링 정지상태에서는 작동하면 정상작동되고 이동하면서 작업하면 안전스위치에러 발생하면 수류링내부에서 마모되어 충격에의해 에러발생함 (작업환경및 작업수량에 비례됨)
메인블럭 작동 표기 10 2 9 5 15 1 11 6 4 7 3 1. 필름 절단 칼날 열기 2. 필름 절단 칼날 닫기 1. 필름 절단 칼날 열기 2. 필름 절단 칼날 닫기 3. 롤러 실린더 닫기(N) 4. 롤러 실린더 열기(N) 5. 필름회전&롤러회전(AUTO)작업시 6. 수동 작업 시 필름회전 빨리 돌리기 7. 메인 밸브 모든 작동시 9. 폴더 접기(S) 10.드라이 롤러 한쪽만돌리기 11.폴더 펴기(S) 10 2 9 5 15 1 11 6 4 7 3
메인블럭 작동 표기 메인 블럭 회전 암 유량 올리기 외부유량벨브 메인블럭 전체 유량높이기 메인 블럭 회전 암 유량 올리기 외부유량벨브 메인블럭 회전암 유량 올리는 압력 벨브 유량 높이려면 (시계방향)으로 돌려줘야 유량이 높아짐 (트렉터 저마력 및 유압계통 문제있을 시) 메인블럭 전체 유량높이기 전체적인 유량높이는 벨브있는 위치 (사진상으로는 없지만 표시된곳 밑면에 벨브가있음) 회전암 유량올리는 벨브와 같은방식임 외부유량벨브 조작으로도 속도저하시 메인블럭에서 유량조절을 한다 여기까지 했는데도 속도저하일시 트렉터쪽을 확인
필름 회전 블럭 필름 회전을 천천히 멈추게 필름 암 브레이크 역회전 6mm 체크밸브 역회전 안될 시 체크 밸브 이물질 확인 암 회전 작업 후 정지시에 부드럽게 세워주는 역할
필름 센서 및 안전스위치 근접센서 작업시 암이 다 펴지지 않으면 작동안됨. 근접센서 문제 – 회전작업 안됨 실린더 압력체크 및 트랙터 압력체크 (50bar) 필름 센서 및 안전스위치 안전 스위치 작업 시 장애물에 대이면 작동이 정지. 안전스위치 문제 수동 작업은 모든 작동을 하며 AUTO 작업은 안됨.
RPM 및 텐션조절 필름 회전 부 랩핑 속도 조절 유압 모터 필름 회전축과 체인 텐션 조정 (육각렌지 및 스패너 사용) 랩핑암 역회전 유량밸브 (참조:진동에의해 밸브풀립) 랩핑 속도 조절 (육각렌지 및 스패너 사용) 필름 회전 부 유압 모터 필름 회전축과 체인 텐션 조정 체인 16B
폴더 압력 및 밸브조절 폴더 실린더 실린더 압력은 40~50bar 유지한다. 폴더 밸브 폴더암 작업위치로 펴지는 속도조절
폴더 압력 셋팅방법 압력셋팅 풀더실린더 이상증상 폴더실 불량 : 수동/자동 에서 동작불가 실린더압력은 40~50bar를 유지한다 실린더 초기압력시 (입력) 100bar까지 넣은다음 서서히 압력 를 빼서 40~50bar을 유지한다 이렇게 하지 않으면 폴더실(실린더) 내구성이 저하된다. 풀더실린더 이상증상 폴더실 불량 : 수동/자동 에서 동작불가 어규므레이터 : 폴더실 입력 값 틀어짐 (실린더 체크벨브 에서 어큐므레이터값을 빼준다) 폴더실 불량이 아닌 입력 값 변경으로 인한 동작 안되 는 현상발생 메인블럭 9번 11번 전기/전자석/블록(스플) 확인요망 메인쪽에서 신호가 없어 작동 못하는 경우도 있음
베일 팁 설정 신형 폴더유량벨브 베일 팁 사용 ON/OFF. 베일 팁 밸브로 롤러베일팁 속도조절. 1320 초기모델 폴더 유량 밸브 신형 폴더유량벨브 베일 팁 사용 ON/OFF.
센서확인 및 필터 청소 회전& RPM 센서 작업 중 센서 통과 시 체크. 테스터기 Ω 로 지정한 후 오일 필터 적색 일 때 필터를 청소 한다. 회전& RPM 센서 작업 중 센서 통과 시 체크. 테스터기 Ω 로 지정한 후 자석을 센서 앞에 놓고, 저항이 (99.7Ω) 형성하면 정상입니다.
카운트센서및 RPM 카운트센서 정상인데 카운트 인식못할때 습기로인해 납땜자리가 부식이되어 서로 전선BOX앞면 전선박스 내부를보면 PCB 기판이있다 PCB기판은 납땜으 로 조립되어 있어서 습기에 약하다 (기계관리 못했을시) 습기는 기계오작동및 접촉불량을 발생시킨다 대표적인게 카운트센서다 증상 : 카운트를 읽었다 말았다한다 센서교체후 같은증상 발생한다 맑은날만 정상작동 될때가많다 전선박스 청소후 간혹잘된다 해결방법 1: PCB판 뒷면을보면 납땜 자리가있을것이다 습기로인해 납땜자리가 부식이되어 서로 부터있는것을 볼수있을것이다 칫솔/송곳 같은 도구로 PCB판 부식되어 있는 부분을 제거해주면 된다 해결방법 2 : PCB앞면을 보면 코일넘버 커넥터 단자가 있다 특히 이부분에 습기가 많이고여있다 전선BOX앞면
유 압 회 로 도 필 터 회전암 모터 롤러 오픈 실린더 원통 롤러 모터 회전암 접는 실린더 별통 롤러 모터 컷터 실린더 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터
유압블록 부위 롤러 오픈 실린더 원통 롤러 모터 별통 롤러 모터 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터
유압블럭 위치및테스트 메인블럭 전기확인 전자석(코일)확인 블럭(스플) 확인 블럭(스플) 모든작동은 전기 전자석(코일) 모든작동은 전기 전자석(코일) 순으로 작동한다 전기확인 콘트롤박스에서 각각의 수동버튼을 누른상태에서 테스터기로 다이오드쪽을 찍어본다 (시간이지나면 다이오드불량 발생함) 전자석(코일)확인 전기확인과 동일하게 한다음 전자석(코일) 플라스틱마개를 제거후 전자석(코일)을 앞뒤로 흔들어본다 이때)콘트롤박스에서 전기를보내면 전자석(코일)이 붙는다는 느낌이오면 코일까지는 정상이다 블럭(스플) 확인 전기가 들어가면 스플이 딱각거리는 느낌이난다 사진과같이 연장으로 특정부위를 눌러줘야 알수있음
롤러블럭 체크벨브이상시 (체크벨브이물질 . 체크벨브풀림 ) 암회전및 롤러블럭 롤러블럭분회도 6MM 6MM 5MM 롤러블럭 체크벨브이상시 (체크벨브이물질 . 체크벨브풀림 ) 롤러오므리는 속도저하됨 암 회전속도저하됨 체크벨브는 6MM . 5MM 두가지 사이즈가있음 평균적으로 6MM쪽에서 많이발생함 H-6 G A-2
1320폴더센서 구형과신형 이상형상 (구형) (신형) 신형폴더센서는 특별한 문제는없으나 구형폴더 센서쪽에서는 문제점이 한가지가 발생함 마무리작업시 랩핑암이 뒤쪽에서 멈추고 칼날이 올라왔다 내려간다 콘트롤박스에서 셋팅은 가능하지만 근본적인 원인을 해결하는게 낳을것이다 신형과구형의 차이는 폴더센서 위치가 바뀌었다 문제는 파란색자석이다 마무리작업시 카운트센서를 폴더센서 자석이 감지하게금 만든다는것이다 그래서 오작동하는것처럼 보인다
롤러 오므리기오일 공급 필 터 회전암 모터 롤러 오픈 실린더 원통 롤러 모터 회전암 접는 실린더 별통 롤러 모터 컷터 실린더 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터 롤러 오므리기오일 공급
롤러 벌리기오일 공급 필 터 회전암 모터 롤러 오픈 실린더 원통 롤러 모터 회전암 접는 실린더 별통 롤러 모터 컷터 실린더 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터 롤러 벌리기오일 공급
회전 오일공급 1 2 3 4 필 터 회전암 모터 롤러 오픈 실린더 원통 롤러 모터 회전암 접는 실린더 별통 롤러 모터 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터 회전 오일공급 1 2 3 4
컷터 오일 공급 필 터 회전암 모터 롤러 오픈 실린더 원통 롤러 모터 회전암 접는 실린더 별통 롤러 모터 컷터 실린더 팁 실린더 회전암 모터 회전암 접는 실린더 컷터 실린더 필 터 컷터 오일 공급
A/S처리및요청시 D14-030 기대번호 A/S처리및요청시 필히 명판에 기제되어있는 넘버를 사용할것 A/S처리시 기계기대번호