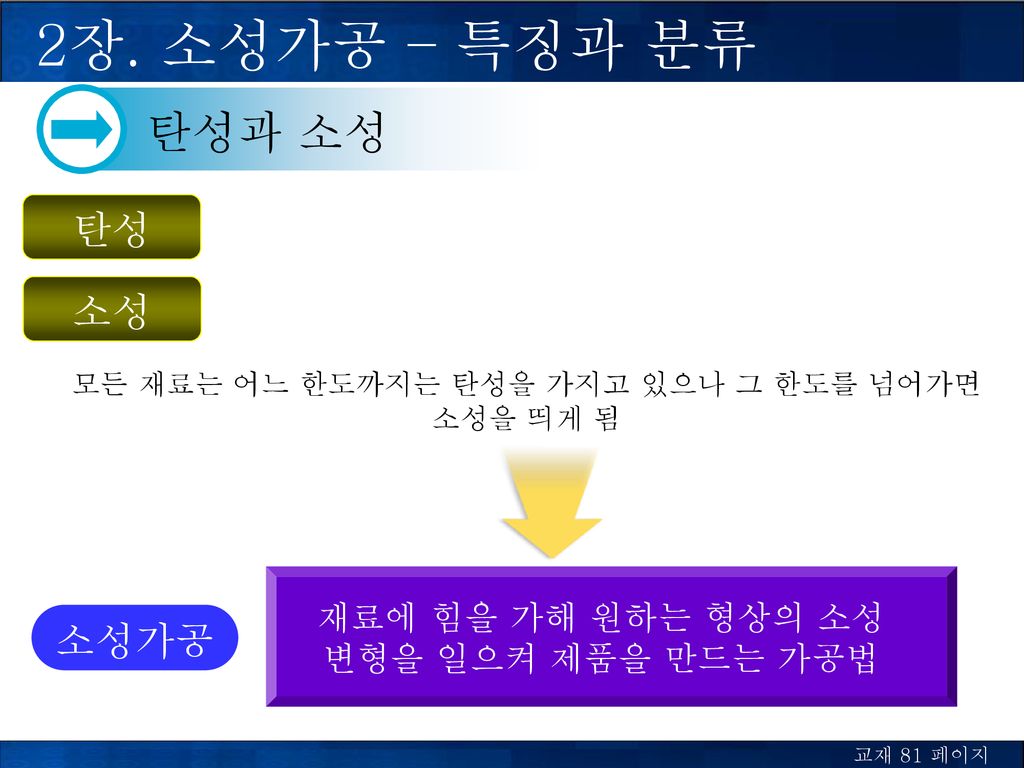
2장. 소성가공 – 특징과 분류 탄성과 소성 탄성 소성 소성가공 힘을 제거하면 원래의 모양으로 돌아가려는 성질 (elasticity) 소성 힘을 제거해도 변형된 상태로 계속 남아있는 성질 (plasticity) 모든 재료는 어느 한도까지는 탄성을 가지고 있으나 그 한도를 넘어가면 소성을 띄게 됨 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 재료에 힘을 가해 원하는 형상의 소성 변형을 일으켜 제품을 만드는 가공법 소성가공 교재 81 페이지
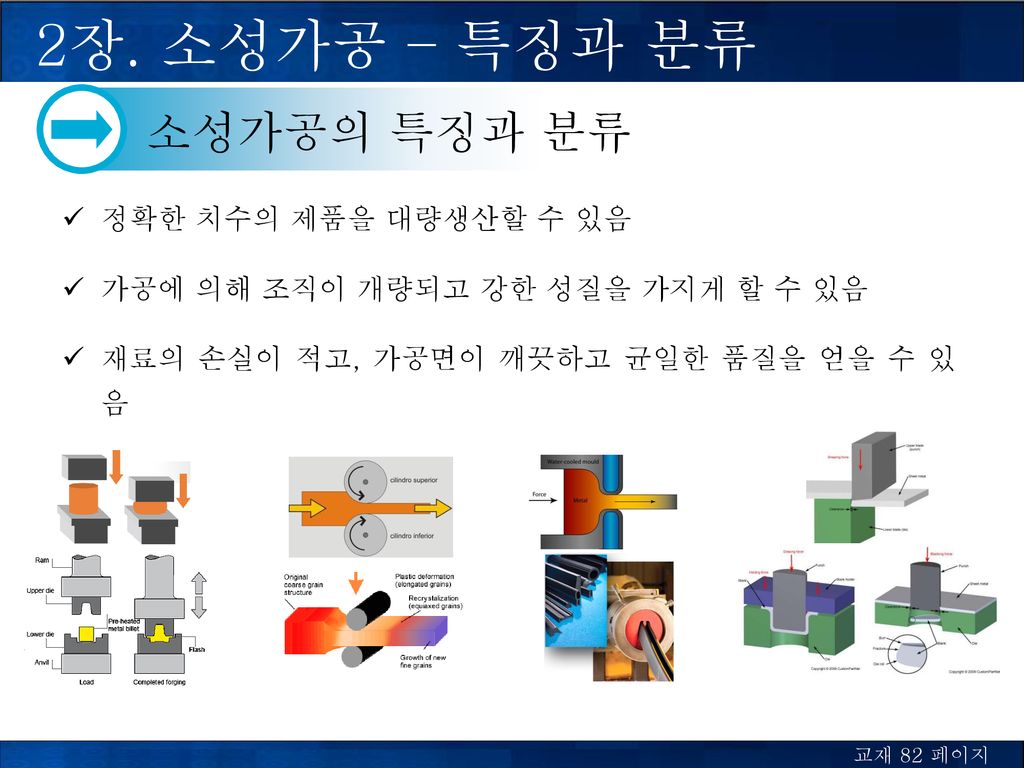
2장. 소성가공 – 특징과 분류 소성가공의 특징과 분류 정확한 치수의 제품을 대량생산할 수 있음 가공에 의해 조직이 개량되고 강한 성질을 가지게 할 수 있음 재료의 손실이 적고, 가공면이 깨끗하고 균일한 품질을 얻을 수 있 음 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 82 페이지
크고 두꺼운 금속을 작고 정밀한 제품으로 만들려면 2장. 소성가공 – 기초적 개요 열간가공과 냉간가공 열간가공(hot working) 재결정 온도보다 높은 온도에서 이루어지는 소성가공 소재의 변형이 쉬우므로, 가공에 필요한 힘이 적게 듦 가공물의 치수 정밀도가 상대적으로 낮고 표면이 거칠어질 수 있음 냉간가공(cold working) 재결정 온도보다 낮은 온도에서 이루어지는 소성가공 소재의 변형이 어려우므로, 가공에 필요한 힘이 많이 듦 가공물의 치수 정밀도가 상대적으로 높고 표면이 깨끗함 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 크고 두꺼운 금속을 작고 정밀한 제품으로 만들려면 열간가공 열간가공 을 먼저하고 을 나중에 한다 냉간가공 냉간가공 교재 86 페이지
금속을 특정 온도 이상으로 가열하면 결정 핵이 생성되어 성장하면서 새로운 조직으로 치환되며 연화되는 현상 2장. 소성가공 – 기초적 개요 금속의 재결정(recrystallization of metal) 재결정이 뭐에요 ??? 금속을 특정 온도 이상으로 가열하면 결정 핵이 생성되어 성장하면서 새로운 조직으로 치환되며 연화되는 현상 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. https://www.youtube.com/watch?v=_f-FJx3S90M https://www.youtube.com/watch?v=54OvJK8x9-4&index=5&list=PL90CE27219FD37412 교재 87 페이지
2장. 소성가공 – 기초적 개요 가공경화와 회복 가공경화(work hardening) 란? 금속을 소성가공 할수록 변형에 대한 저항성이 증가하여 더욱 강하면서 재료가 더욱 강해지고 단단해지는 현상 주로 냉간가공시 뚜렷하게 나타남 (그림 2-6 참조) 회복(recovery) 이란? 냉간가공을 계속하면 가공 경화로 인해 더 이상의 가공이 불 가능해질 수 있음. 이때 재료를 가열함으로써 소재를 연화시 켜 연성을 회복시키는 것을 회복이라고 함. 회복과정에서는 가공경화에 의해 증대된 금속의 경도와 강도 가 저하되며 연성이 급속히 증가되어 가공하기 쉬운 상태가 됨 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 85-86 페이지
2장. 소성가공 – 단조(Forging) 단조(forging)의 특징과 분류 단조(forging) 란? https://www.youtube.com/watch?v=YobXFODkp50 단조(forging) 란? 금속에 외력을 가하여 필요한 모양과 치수를 가지는 제품으로 만드는 방법 단조를 통해 금속의 조직이 개선되고 기계적 물성이 향상됨. 따라서 다양한 기계 부품의 제조에 이용되고 있음. 소재 내부 에 특유의 단류선(metal flow)이 나타남. 재료를 재결정 온도 이상으로 가열한 후 단조하는 단조 와 일반 상온(room temperature)에서 단조하는 단조 로 구분됨 열간 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 냉간 단류선 교재 89- 페이지
2장. 소성가공 – 단조(Forging) 열간단조와 냉간단조 열간단조( hot forging) https://www.youtube.com/watch?v=yGroWSbXmM4 열간단조( hot forging) 재료를 재결정 온도 이상으로 가열하여 단조함 가공에 필요한 힘이 상대적으로 적게 듦. 따라서 대형 제품의 단조에 널리 이용됨 가공품의 치수정밀도가 상대적으로 낮고 산화막 등의 발생 위 험이 있으며 가열 온도와 단조 종료 온도가 매우 중요함 냉간단조( hot forging) 재료를 상온에서 단조함 치수정밀도가 높고 표면이 매끈한 제품을 만들 수 있음. 제품의 조직이 치밀하고 기계적 성질이 우수함 단조에 필요한 힘이 많이 듦 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 89-95 페이지
2장. 소성가공 – 단조(Forging) 자유단조와 형단조 자유단조( open die forging) https://www.youtube.com/watch?v=YobXFODkp50 틀을 사용하지 않고 해머 등으로 자유롭게 타격하여 성형하는 방법 크기가 크고 생산수량이 많지 않은 제품 제조에 적용 형단조( hot forging) 틀을 사용하여 성형하는 방법으로 반밀폐형 방식과 밀폐형 방식이 있으며 일반적으로 반밀폐형 방식이 쓰임 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 반밀폐형 밀폐형 교재 98-99 페이지
2장. 소성가공 – 단조(Forging) 업세팅(upsetting) 업세팅(upsetting) https://www.youtube.com/watch?v=7PQyant3mCc https://www.youtube.com/watch?v=3kxcw08p_oY 업세팅(upsetting) 봉재를 축 방향으로 압축하여 봉재의 끝부분을 특정 형상으로 성형 하거나 중간 부분의 지름을 크게 하는 소성가공법 볼트나 리벳(rivet)의 머리모양 성형이 대표적 업세팅 공정임 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 99-100 페이지
2장. 소성가공 – 압연(Rolling) 압연(Rolling) 압연(Rolling) https://www.youtube.com/watch?v=KRn73gKQ2YU 상온 또는 고온에서 회전하는 롤 사이로 금속 재료를 통과시켜 여러 가지 판재, 형재, 관재 등의 소재를 만드는 가공법 재료내의 수축공이나 기포 등을 압착하여 고르고 균일한 조직을 얻 을 수 있음 재결정 온도 이상에서 압연하는 열간 압연(hot rolling)과 상온에서 압연하는 냉간 압연(cold rolling)이 있음. 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 101 페이지
2장. 소성가공 – 압연(Rolling) 열간압연과 냉간압연 열간압연(hot rolling) 이상에서 압연. 변형이 쉬우므로 동력이 적게 소요됨 크고 두꺼운 재료의 압연에 적용. 치수 정밀도가 상대적으로 낮고 표면에 산화막 발생의 위험이 있음 열간압연을 통해 생산된 강판을 열연강판(hot rolled plate)이라 함 재결정 온도 냉간압연(cold rolling) 이하에서 압연. 변형이 어려우므로 동력이 많이 소요됨 두께가 얇고 크기가 작은 판재나 형재의 압연에 적용 치수가 정밀하고 표면이 깨끗하며 조직이 강한 제품을 얻을 수 있음 재결정 온도 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 승용차용 철판은 주로 강판을 사용한다 냉연 교재 101 페이지
2장. 소성가공 – 압연(Rolling) 압연강판 제조과정 냉연 교재 102 페이지 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 냉연 교재 102 페이지
2장. 소성가공 – 압연(Rolling) 압하량과 압하율, 재료 폭 변화량 교재 103 페이지 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 103 페이지
2장. 소성가공 – 압연(Rolling) 재료의 등방성과 이방성 등방성 (isotropy) 방향이 달라져도 재료의 물리적 특성이 바뀌지 않는 성질 이방성 (anisotropy) 방향에 따라 재료의 물리적 특성이 달라지는 성질 냉간압연은 재료에 매우 큰 이방성을 부여하는 특성이 있음. 따 라서 냉간압연 강판은 이방성을 띄게 되며 방향에 따라 강도, 항복점, 연신율 등이 달라짐 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재에 없음
2장. 소성가공 – 압연(Rolling) 압연기의 종류 교재 106-110페이지 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 106-110페이지
2장. 소성가공 – 압연(Rolling) 압연기의 종류 sendzimier cluster mill universal rolling mill 다단 압연기 및 센지미어 압연기는 주로 정밀한 치수와 매끈한 표면을 가지는 냉간압연 강판의 제조에 사용됨 유니버셜 압연기는 H빔이나 철도 레일과 같은 형재 압연의 제조에 사용됨 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 106-110페이지
2장. 소성가공 – 압연(Rolling) 압연기의 종류 롤 캠버(roll camber) 또는 롤 크라운(roll crown) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 롤 캠버(roll camber) 또는 롤 크라운(roll crown) - 압연롤의 가운데를 가장자리보다 두껍게 만든 것 교재에 없음
2장. 소성가공 – 압출(Extrusion) 압출(Extrusion) 압출(Extrusion) https://www.youtube.com/watch?v=vHkwq_2yY9E https://www.youtube.com/watch?v=76NcaTxFdE8 압출(Extrusion) 알루미늄, 동, 아연 등과 같이 소성이 큰 재료(billet)를 컨테이너에 넣고 램(ram)으로 압력을 가하여 다이(die)의 구멍을 통해 밀어내 어 길이가 긴 특정 단면 형상의 소재를 제조하는 방법 가공되는 제품의 단면 형상은 에 의해 결정됨 다이(die) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 112 페이지
2장. 소성가공 – 압출(Extrusion) 압출형식 전방압출(forward or direct extrusion) https://www.youtube.com/watch?v=vHkwq_2yY9E https://www.youtube.com/watch?v=76NcaTxFdE8 전방압출(forward or direct extrusion) 램이 압력을 가하는 방향과 제품이 압출되는 방향이 같음 후방압출(backward or indirect extrusion) 램이 압력을 가하는 방향과 제품이 압출되는 방향이 반대임 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 전방압출 두 형식 중 압출에 필요한 힘이 더 작은 것은? 후방압출 교재 112-113 페이지
2장. 소성가공 – 압출(Extrusion) 압출형식 후방압출이 동력 소모가 작은데 왜 대부분 전방 압출을 할까?? 후방압출은 램에도 구멍이 형성되어 있어야 하며 긴 제품을 생산하 기 위한 장비의 설치가 복잡함. 따라서 생산성 측면에서 전방 압출 이 편리하기 때문 정수압 압출(hydrostatic extrusion) 오일과 같은 압력매체를 가압하여 이로 인한 압력으로 소재를 압출하는 방법 마그네슘, 황동과 같이 균열 발생이 쉬운 재료의 압출이 가능 동력 소모가 가장 작은 압출방법 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 113-116 페이지
오일의 윤활 작용으로 빌렛과 컨테이너 사이의 마찰 감소와 균일한 가압 2장. 소성가공 – 압출(Extrusion) 압출형식 정수압압출이 왜 동력소모가 제일 작을까?? 오일의 윤활 작용으로 빌렛과 컨테이너 사이의 마찰 감소와 균일한 가압 충격압출(impact extrusion) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 소재에 순간적인 충격을 가하여 매우 얇은 두께의 제품을 제조 음료수 캔, 치약 튜브, 얇고 깊은 금속 용기 등의 제작에 사용됨 교재 115-116 페이지
2장. 소성가공 – 압출(Extrusion) 압출형식 코카콜라 캔은 어떻게 만들어질까 ??? https://www.youtube.com/watch?v=K7SSpV5IdL8 https://www.youtube.com/watch?v=oKyGsaU_Few 코카콜라 캔은 어떻게 만들어질까 ??? 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 115-116 페이지
2장. 소성가공 – 인발(Drawing) 인발(drawing) 인발(Drawing) https://www.youtube.com/watch?v=QKAg1yMZIpY https://www.youtube.com/watch?v=ejJ6Uqs5grU 인발(Drawing) 소재를 외부에서 잡아당기며 다이를 통과시킴으로써 특정 형상의 단면을 가지는 가늘고 긴 제품의 제조법 압출과 달리 소재에는 인장력(tensile force)이 작용함 각종 전선류와 스프링용 강선 등의 제조에 사용되며 수십마이크로 미터의 정밀도를 요하는 선재를 제작할 수 있음 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 116-119 페이지
2장. 소성가공 – 인발(Drawing) 드로우 벤치(draw bench) 드로우 벤치(draw bench) 선재 또는 관재, 봉재 등을 인발하는 장비 주로 체인(chain)에 의해 구동되며 재료의 끝 부분을 잡아당기기 위 한 그립퍼(gripper)가 달린 드로잉 헤드가 프레임 상면을 따라 움직 임 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 다이와 재료 사이에 마찰이 발생하지 않을까?? 윤활 (lubrication) 교재 116-119 페이지
2장. 소성가공 – 전조(Die forming) 표면에 홈이 형성된 다이나 롤 사이에 재료를 설치하고 강하게 누르 면서 회전시킴으로써 재료를 다이나 롤 표면에 있는 홈의 형상으로 가공하는 방법 나사와 기어 가공을 위한 대표적 가공방법 가공면이 경화되고 조직이 치밀해져 강도 및 경도가 향상됨 칩(chip)을 발생시키지 않으며 비교적 정밀도가 높고 균일한 품질 의 제품 생산이 가능 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 120 페이지
2장. 소성가공 – 전조(Die forming) 나사전조(threading) https://www.youtube.com/watch?v=3kxcw08p_oY 평형 다이식 전조(die forming) 원형 다이식 전조(die forming) 한 쌍의 평형 다이를 사용함. 고 정 다이와 왕복 운동 다이 사이 에 소재를 삽입함으로써 평형 다이의 홈이 소재에 형성됨 원형 단면을 가진 롤(roll)들 사 이에 소재를 삽입하고 롤을 회 전시킴으로써 롤 표면의 홈이 소재에 형성됨 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 윤활 (lubrication) 교재 120-122 페이지
2장. 소성가공 – 전조(Die forming) 기어전조(gear forming) https://www.youtube.com/watch?v=7A2pQnjeY28 기어 전조(gear forming) 랙(rack)형 다이, 피니언(pinion)형 다이, 호브(hob)형 다이 등 기어 이 빨이 형성된 다이들을 직선 또는 회전운동시키며 소재에 가압 밀착시 켜 기어를 성형하는 방법 기어는 호브(hob)라는 기어 가공용 전용 공구를 사용하여 절삭을 통해 제조되는 것도 일반적임(hobbing) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 120-122 페이지
2장. 소성가공 – 판금•프레스 가공 판금가공(sheet metal forming) 연강이나 동, 알루미늄 등 소성을 갖는 얇은 금속 판재를 소재로 하 여 여러 가지 제품을 만드는 가공법 공구를 이용한 수작업으로도 이루어지나 대량 생산을 위해 프레스 (press) 사용이 일반화 되면서 판금 프레스 • 가공이라고도 함 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 123 페이지
2장. 소성가공 – 판금•프레스 가공 판금가공(sheet metal forming) 판금가공의 특징 대량 생산이 가능하고 자동화가 용이함 동일판재로부터 연속가공 되므로 품질이 균일함 제조 원가가 매우 저렴함 기계적 성질이 개선되어 제품이 가볍고 튼튼함 자동차, 조선, 항공우주, 건축자재, 석유화학 등등 각종 산업에 필요 한 부품의 제조에 널리 사용됨 판재가 받는 변형의 상태에 따라 크게 과 으로 분류됨 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 전단가공 성형가공 교재 124-125 페이지
2장. 소성가공 – 판금•프레스 가공 전단가공(shearing) 판재의 전단가공(shearing) https://www.youtube.com/watch?v=j0xfhedBhek 금속 판재를 자르거나, 구멍을 뚫거나, 일정 모양으로 따내는 가공법 블랭킹 특정 형상을 따내는 가공법 펀칭 특정 형상의 구멍을 뚫는 가공법 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 교재 126 페이지
2장. 소성가공 – 판금•프레스 가공 전단가공 기구(shear mechanism) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 다이와 펀치 사이의 간극(틈새)가 매우 중요함 교재 및 표 2-4 참조 (136페이지) 교재 127-128 페이지
게링법과 유사하면서 게링법의 단점을 극복한 마폼법(marform process)이 개발되었음 2장. 소성가공 – 특수 성형법 게링법(Guerin process) 게링법의 장점은 무엇일까요? 하형만 제작하면 되므로 금형 비용이 줄어듦 게링법의 단점은 무엇일까요? 책에서 직접 찾아보세요~~ 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. 게링법과 유사하면서 게링법의 단점을 극복한 마폼법(marform process)이 개발되었음 교재에 없음
2장. 소성가공 – 특수 성형법 하이드로폼법(Hydroforming process) 인구학적 특성으로 9세이하와 20-40세 인구비율이 서울시보다 높은 모습입니다. https://www.youtube.com/watch?v=n-ht_5Ysurc https://www.youtube.com/watch?v=XicB7I-gDEw 교재에 없음